马达自动装碳刷设备
文献发布时间:2023-06-19 09:23:00
技术领域
本发明涉及电芯入壳机技术领域,具体涉及一种马达自动装碳刷设备。
背景技术
近些年来,受下游应用行业的需求拉动,我国微特电机制造行业的发展速度较快,带碳刷的电机在行业中有着广泛的应用。现有技术中,将碳刷安装于电机上是通过人工进行的,不仅安装效率低,工人劳动强度大,而且随着人工成本的不断增加,对电机制造企业的经营成本造成很大压力。
针对这一现象,目前市场上出现了一种碳刷自动组装机,如公开号“CN111371260A”,名称为“一种碳刷组装机”,其公开了一种碳刷组装机包括:机架、自动送料组件、电机移动组件、插线组件、碳刷安装组件、自动下料组件、控制组件和电源。其虽然能够自动化地完成组装碳刷的目的,但是其难以确保电机放置的稳定性和一致性,易出现电机移位或掉落磕碰现象,而且不能自动插装端子,工作效率相应较低。
发明内容
针对上述不足,本发明的目的在于,提供一种结构设计巧妙、合理,操作方便,工作效率高的马达自动装碳刷设备。
为实现上述目的,本发明所提供的技术方案是:
一种马达自动装碳刷设备,其包括机架、工位旋转机构、马达工装夹具、第一碳刷供放料模组、第二碳刷供放料模组、第一碳刷端子装配模组、第二碳刷端子装配模组、马达翻转模组和马达下料模组,所述工位旋转机构设置在机架的工作面上,若干马达工装夹具呈圆心对称设置在所述工位旋转机构的转盘上,所述第一碳刷供放料模组、第一碳刷端子装配模组、马达翻转模组、第二碳刷供放料模组、第二碳刷端子装配模组和马达下料模组依次分布在所述工位旋转机构的周边位置。
作为本发明的一种优选方案,所述工位旋转机构包括转盘、驱动分割器和电机,所述转盘设置在驱动分割器上,所述电机通过驱动分割器驱动转盘转动。
作为本发明的一种优选方案,所述马达工装夹具包括治具底座、马达导向定位块、碳刷导向块、滑动限位装置和基准校正组件,所述治具底座上设有马达滑槽,两块所述马达导向定位块对称在马达滑槽的相对两槽壁上,所述滑动限位装置设置在马达导向定位块上,并能将滑入马达滑槽的马达进行限位,所述碳刷导向块设置在马达导向定位块上,且碳刷导向块的上端设有顶面基准部,该碳刷导向块上设有与碳刷导向孔,所述基准校正组件设置在马达滑槽的底面,并能顶推滑入马达滑槽的马达与顶面基准部相接触。
作为本发明的一种优选方案,所述滑动限位装置包括两组左自锁卡钩组件和两组右自锁卡钩组件,两组左自锁卡钩组件间隔设置在位于左侧位置的马达导向定位块上,两组右自锁卡钩组件间隔设置在位于右侧位置的马达导向定位块上;所述左自锁卡钩组件包括卡钩弹力部件、左卡钩和左压片,所述马达导向定位块上设有左盲孔槽,所述卡钩弹力部件位于左盲孔槽的封闭端,所述左卡钩位于左盲孔槽的开口端,且该左卡钩的一端与卡钩弹力部件相接触,另一端从左盲孔槽伸入且设有在马达从马达滑槽靠近其一端滑入时能迫使左卡钩退回左盲孔槽压缩弹力部件的滑入倾斜面,所述左压片盖合在左盲孔槽上;所述左卡钩的上表面设有从左压片中伸出的左手柄;所述右自锁卡钩组件包括卡钩弹力部件、右卡钩和右压片,所述马达导向定位块上设有右盲孔槽,所述弹力部件位于右盲孔槽的封闭端,所述右卡钩位于右盲孔槽的开口端,且该右卡钩的一端与卡钩弹力部件相接触,另一端从右盲孔槽伸入且设有在马达从马达滑槽靠近其一端滑入时能迫使右卡钩退回右盲孔槽压缩弹力部件的滑入倾斜面,所述右压片盖合在右盲孔槽上;所述右卡钩的上表面设有从右压片中伸出的右手柄。
作为本发明的一种优选方案,所述基准校正组件包括基准顶块、基准弹力部件和斜推块,所述马达滑槽的底面设有与所述基准顶块相适配的升降槽,基准顶块位于升降槽内,该基准顶块的下部两侧设有上倾斜面,所述治具底座的底面对应升降槽的两侧位置设有活动腔,所述斜推块位于活动腔,且该斜推块靠近基准顶块的一端设有与所述上倾斜面相适配的下倾斜面,所述治具底座的侧壁上对应斜推块的另一端位置设有推动开口,所述基准弹力部件位于活动腔内,且能顶推斜推块远离所述基准顶块。
作为本发明的一种优选方案,所述第一碳刷供放料模组包括震动盘、分料装置、供料支架、供料X轴移动机构、供料Z轴升降机构、碳刷夹手和治具压紧装置,所述供料X轴移动机构设置在供料支架上,所述供料Z轴升降机构和治具压紧装置设置在供料X轴移动机构上,所述碳刷夹手设置在供料Z轴升降机构上,所述分料装置位于所述供料支架一侧位置,所述震动盘的送料槽与所述分料装置相对接。
作为本发明的一种优选方案,所述分料装置包括分料支架、分料座、分料气缸和分料推块,所述分料座设置在分料支架上,所述分料座上设有排料槽和上料槽,所述排料槽的一端与所述送料槽相对接的排料槽,另一端与所述排料槽相连通,所述排料槽和上料槽之间的夹角为90度,所述分料座的侧壁上设有让所述分料推块伸入将位于排料槽内的碳刷推入上料槽的推料口,所述分料推块的一端伸入所述推料口,另一端与所述分料气缸的活塞杆相连接,该分料气缸的缸体固定在所述分料支架上。
作为本发明的一种优选方案,所述第一碳刷端子装配模组包括底座调节机构、放料支架、安装架、端子夹爪、端子移动X轴移动机构、端子移动Y轴移动机构、碳刷顶紧装置和治具压紧装置,所述放料支架放置在底座调节机构上,所述端子移动X轴移动机构设置在放料支架的下部,所述端子移动Y轴移动机构设置在端子移动X轴移动机构上,所述安装架设置在端子移动Y轴移动机构上,所述端子夹爪设置在安装架的侧壁上,所述碳刷顶紧装置和治具压紧装置设置在所述放料支架的上部位置。
作为本发明的一种优选方案,所述马达翻转模组包括翻转支架、固定顶座、横移架、横移气缸、上下移动机构、旋转驱动装置和夹紧气缸,固定顶座设置在翻转支架的上部,所述横移架通过滑轨组件设置在固定顶座上,所述上下移动机构设置在横移架上,所述旋转驱动装置设置在上下移动机构上,所述夹紧气缸设置在该旋转驱动装置上,并受该旋转驱动装置作旋转动作。
作为本发明的一种优选方案,所述马达下料模组包括马达下料机构和设置在该马达下料机构一侧位置的下料输送带,所述马达下料机构包括移动座、进出气缸、夹马达气缸、上下气缸、开夹气缸、开夹爪和横推气缸,所述移动座设置在进出气缸上,所述开夹气缸设置在移动座的侧壁上,两开夹爪设置在开夹气缸的上下驱动爪上,两开夹爪的末端设有能相应卡扣在所述左手柄或右手柄上的钩脚,所述横推气缸设置在移动座上,所述上下气缸设置在横推气缸的驱动部件上,所述夹马达气缸设置在上下气缸的移动座上。
作为本发明的一种优选方案,位于所述供料X轴移动机构和放料支架上的治具压紧装置均包括治具压紧气缸和压块,该压块设置在所述治具压紧气缸的活塞杆上。
本发明的有益效果为:本发明结构设计巧妙、合理,通过工位旋转机构、马达工装夹具、第一碳刷供放料模组、第二碳刷供放料模组、马达翻转模组、第二碳刷端子装配模组、第二碳刷端子装配模组和马达下料模组的相互配合,相应实现碳刷输送、碳刷分料、碳刷上料、碳刷预装、碳刷压紧和插入端子、翻转马达以及对马达另一边进行前一轮装碳刷工序然后下料,达到自动装配碳刷的目的,操作简单、方便,有效提升碳刷装配工作效率,而且通过马达工装夹具能对马达进行装夹定位,保证所有马达在装夹时均在同一装配基准位置上,有效提高碳刷装配精度,确保马达质量。
下面结合附图与实施例,对本发明进一步说明。
附图说明
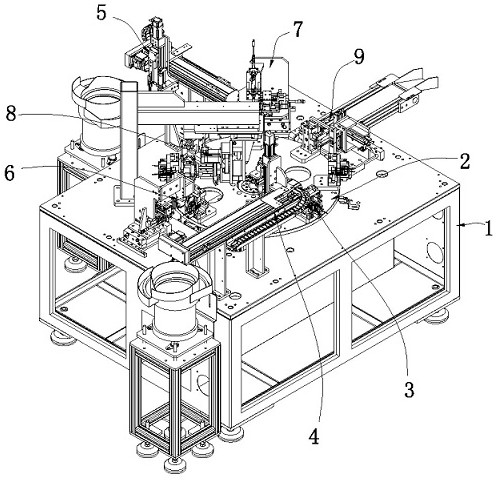
图1是本发明的立体结构示意图。
图2是本发明的俯视结构示意图。
图3是本发明中工位旋转机构的结构示意图。
图4是本发明中马达工装夹具的结构示意图1。
图5是本发明中马达工装夹具的结构示意图2。
图6是本发明中马达工装夹具的结构示意图3。
图7是本发明中马达工装夹具的结构示意图4。
图8是本发明中马达工装夹具的工作时结构示意图。
图9是本发明中第一碳刷供放料模组的结构示意图。
图10是本发明中分料装置的结构示意图。
图11是本发明中第一碳刷端子装配模组的立体结构示意图。
图12是本发明中第一碳刷端子装配模组的侧视结构示意图。
图13是图12中局部A的结构放大示意图。
图14是本发明中马达翻转模组的结构示意图。
图15是本发明中马达下料模组的结构示意图。
图16是本发明中马达下料机构的结构示意图。
具体实施方式
实施例,参见图1至图16,本实施例提供的一种本实施例提供的一种马达自动装碳刷设备,其包括机架1、工位旋转机构2、马达工装夹具3、第一碳刷供放料模组4、第二碳刷供放料模组5、第一碳刷端子装配模组6、第二碳刷端子装配模组7、马达翻转模组8和马达下料模组9,所述工位旋转机构2设置在机架1的工作面上,若干马达工装夹具3呈圆心对称设置在所述工位旋转机构2的转盘21上,所述第一碳刷供放料模组4、第一碳刷端子装配模组6、马达翻转模组8、第二碳刷供放料模组5、第二碳刷端子装配模组7和马达下料模组9依次分布在所述工位旋转机构2的周边位置。
参见图3,所述工位旋转机构2包括转盘21、驱动分割器22和电机23,所述转盘21设置在驱动分割器22上,所述电机23通过驱动分割器22驱动转盘21转动。
参见图4-图8,所述马达工装夹具3包括治具底座31、马达导向定位块32、碳刷导向块33、滑动限位装置34和基准校正组件35。
所述治具底座31上设有马达滑槽311,两块所述马达导向定位块32对称在马达滑槽311的相对两槽壁上,所述滑动限位装置34设置在马达导向定位块32上,并能将滑入马达滑槽311的马达进行限位。
具体的,所述滑动限位装置34包括两组左自锁卡钩组件30和两组右自锁卡钩组件40,两组左自锁卡钩组件30间隔设置在位于左侧位置的马达导向定位块32上,两组右自锁卡钩组件40间隔设置在位于右侧位置的马达导向定位块32上。
所述左自锁卡钩组件30包括卡钩弹力部件301、左卡钩302和左压片303,所述马达导向定位块32上设有左盲孔槽,所述卡钩弹力部件301位于左盲孔槽的封闭端,所述左卡钩302位于左盲孔槽的开口端,且该左卡钩302的一端与卡钩弹力部件301相接触,所述卡钩弹力部件301优选为弹簧,弹力大,复位效果好。所述左卡钩302的另一端从左盲孔槽伸入且设有在马达从马达滑槽311靠近其一端滑入时能迫使左卡钩302退回左盲孔槽压缩弹力部件的滑入倾斜面,所述左压片303盖合在左盲孔槽上。
所述右自锁卡钩组件40包括卡钩弹力部件401、右卡钩402和右压片403,所述马达导向定位块32上设有右盲孔槽,所述弹力部件位于右盲孔槽的封闭端,所述右卡钩402位于右盲孔槽的开口端,且该右卡钩402的一端与卡钩弹力部件401相接触,所述卡钩弹力部件401优选为弹簧,弹力大,复位效果好。所述右卡钩402的另一端从右盲孔槽伸入且设有在马达从马达滑槽311靠近其一端滑入时能迫使右卡钩402退回右盲孔槽压缩弹力部件的滑入倾斜面,所述右压片403盖合在右盲孔槽上。
较佳的,在所述左卡钩302的上表面设有从左压片303中伸出的左手柄。在所述右卡钩402的上表面设有从右压片403中伸出的右手柄。通过左手柄和右手柄能方便推动左卡钩302和右卡钩402缩回,方便快速取出马达。
所述碳刷导向块33设置在马达导向定位块32上,且碳刷导向块33的上端设有延伸至马达滑槽311上方位置的顶面基准部331,该碳刷导向块33的上部位置设有与碳刷导向孔332。该碳刷导向孔332与马达的碳刷槽位位置相对正,通过碳刷导向孔332的导向,确保碳刷能精准插入马达的碳刷槽位上。
所述基准校正组件35设置在马达滑槽311的底面,并能顶推滑入马达滑槽311的马达与顶面基准部331相接触。具体的,所述基准校正组件35包括基准顶块351、基准弹力部件352和斜推块353,所述马达滑槽311的底面设有与所述基准顶块351相适配的升降槽,基准顶块351位于升降槽内,该基准顶块351的下部两侧设有上倾斜面,所述治具底座31的底面对应升降槽的两侧位置设有活动腔,所述斜推块353位于活动腔,且该斜推块353靠近基准顶块351的一端设有与所述上倾斜面相适配的下倾斜面,所述治具底座31的侧壁上对应斜推块353的另一端位置设有推动开口312,所述基准弹力部件352位于活动腔内,且能顶推斜推块353远离所述基准顶块351,使斜推块353退回初始位置。基准弹力部件352优选为弹簧。在所述基准顶块351的中心位置设有通孔,减轻整体质量,利于产品的轻量化设计。较佳的,在所述供料X轴移动机构414和放料支架622上分别设有治具压紧装置11,该治具压紧装置11包括治具压紧气缸和压块,该压块设置在所述治具压紧气缸的活塞杆上。治具压紧气缸在伸出时能推动压块经过推动开口312顶压在斜推块353上。
参见图9,所述第一碳刷供放料模组4包括震动盘、分料装置412、供料支架413、供料X轴移动机构414、供料Z轴升降机构415和碳刷夹手411,所述供料X轴移动机构414设置在供料支架413上,所述供料Z轴升降机构415设置在供料X轴移动机构414上,所述碳刷夹手411设置在供料Z轴升降机构415上,所述分料装置412位于所述供料支架413一侧位置,所述震动盘的送料槽与所述分料装置412相对接。
参见图10,所述分料装置412包括分料支架4121、分料座4122、分料气缸4123和分料推块4124,所述分料座4122设置在分料支架4121上,所述分料座4122上设有排料槽4125和上料槽4126,所述排料槽4125的一端与所述送料槽相对接的排料槽4125,另一端与所述排料槽4125相连通,所述排料槽4125和上料槽4126之间的夹角为90度。所述分料座4122的侧壁上设有让所述分料推块4124伸入将位于排料槽4125内的碳刷推入上料槽4126的推料口,所述分料推块4124的一端伸入所述推料口,另一端与所述分料气缸4123的活塞杆相连接,该分料气缸4123的缸体固定在所述分料支架4121上。
所述第二碳刷供放料模组5与第一碳刷供放料模组4的结构一致。
参见图11-图13,所述第一碳刷端子装配模组6包括底座调节机构621、放料支架622、安装架623、端子夹爪624、端子移动X轴移动机构625、端子移动Y轴移动机构626和碳刷顶紧装置627,所述放料支架622设置在底座调节机构621上,所述端子移动X轴移动机构625设置在放料支架622的下部,所述端子移动Y轴移动机构626设置在端子移动X轴移动机构625上,所述安装架623设置在端子移动Y轴移动机构626上,所述端子夹爪624设置在安装架623的侧壁上,所述碳刷顶紧装置627设置在所述放料支架622的上部位置。所述碳刷顶紧装置627包括碳刷顶紧气缸6271和碳刷顶针6272,该碳刷顶针6272的一端固定在所述碳刷顶紧气缸6271的活塞杆上,另一端的端部设有让端子径向穿过的端子缺口6273。
较佳的,在所述放料支架622对应所述碳刷顶针6272的位置设有导座28,该导座28上设有与所述碳刷顶针6272相适配的导孔,提升碳刷顶针6272上下运动的稳定性。
所述第二碳刷端子装配模组7与第一碳刷端子装配模组6的结构一致。
参见图14,所述马达翻转模组8包括翻转支架81、固定顶座82、横移架83、横移气缸84、上下移动机构85、旋转驱动装置86和夹紧气缸87,固定顶座82设置在翻转支架81的上部,所述横移架83通过滑轨组件设置在固定顶座82上,所述上下移动机构85设置在横移架83上,所述旋转驱动装置86设置在上下移动机构85上,所述夹紧气缸87设置在该旋转驱动装置86上,并受该旋转驱动装置86作旋转动作。
参见图15和图16,所述马达下料模组9包括马达下料机构和设置在该马达下料机构一侧位置的下料输送带91,所述马达下料机构包括移动座92、进出气缸93、夹马达气缸94、上下气缸95、开夹气缸96、开夹爪97和横推气缸98,所述移动座92设置在进出气缸93上,所述开夹气缸96设置在移动座92的侧壁上,两开夹爪97设置在开夹气缸96的上下驱动爪上,两开夹爪97的末端设有能相应卡扣在所述左手柄或右手柄上的钩脚971,所述横推气缸98设置在移动座92上,所述上下气缸95设置在横推气缸98的驱动部件上,所述夹马达气缸94设置在上下气缸95的移动座92上。
工作时,将马达10从马达滑槽311靠近左卡钩302的一端滑入时顶压在左卡钩302的滑入倾斜面上,能迫使左卡钩302自动退回左盲孔槽,以方便马达10滑入马达滑槽311的预定位置,然后通过左卡钩302和右卡钩402相配合将马达定位在马达滑槽311的预定位置。或者将马达10从马达滑槽311靠近右卡钩402的一端滑入时顶压在右卡钩402的滑入倾斜面上,能迫使右卡钩402自动退回右盲孔槽,以方便马达滑入马达滑槽311的预定位置,然后通过左卡钩302和右卡钩402相配合将马达定位在马达滑槽311的预定位置。即可以将马达从马达滑槽311的任意一端滑入马达滑槽311进行定位装配,给生产带来方便。
转盘21转动将装有马达10的马达工装夹具332移至第一碳刷供放料模组4的放料工位,通过供料X轴移动机构414上的治具压紧气缸顶推压块穿过推动开口312按压在斜推块353上,使斜推块353压向基准顶块351,通过上倾斜面和下倾斜面相配合进而迫使基准顶块351上行顶推马达与顶面基准部331相接触,保证所有马达在装夹时均在同一装配基准位置上,从而确保装夹位置的一致性,以方便碳刷夹手411将碳刷准确插入碳刷导向孔332。与此同时,震动盘将碳刷逐一输送至分料装置412,分料装置412对输送过来的碳刷进行分开,以方便碳刷夹手411夹取;在分料好后,通过供料X轴移动机构414和供料Z轴升降机构415相配合带动碳刷夹手411将分料装置412上的碳刷抓取并插入碳刷导向块的碳刷导向孔332,接着,治具压紧气缸退回初始位置。
转盘21转动将装有马达10的马达工装夹具332移至第一碳刷端子装配模组6的装配工位,通过放料支架622上的治具压紧气缸顶推压块穿过推动开口312按压在斜推块353上,使所有马达在装夹时均在同一装配基准位置上。这时,碳刷导向孔332恰好与马达的碳刷槽位位置相对正,碳刷顶紧气缸6271驱动碳刷顶针6272伸入碳刷导向孔332顶推碳刷插入马达的碳刷槽位并压缩碳刷上的弹簧;然后,通过端子移动X轴移动机构625和端子移动Y轴移动机构626相配合移动端子夹爪624去抓取端子并插入径向插入碳刷槽位并穿过端子缺口6273。接着碳刷顶紧气缸6271带动碳刷顶针6272退出碳刷导向孔332,碳刷上的弹簧复位顶压在端子上实现电连接。
转盘21转动将装有马达10的马达工装夹具332移至马达翻转模组8的翻转工位,横移气缸84驱动夹紧气缸87移至装有马达10的马达工装夹具332的位置,夹紧气缸87将该马达工装夹具332夹紧,上下移动机构85带动夹紧气缸87上行使马达工装夹具332与转盘21分离,这时旋转驱动装置86驱动夹紧气缸87翻转180度,使得马达工装夹具332上的马达10另一侧未装有碳刷的碳刷槽位朝上,然后上下移动机构85下行将马达工装夹具332放回转盘21。
转盘21持续转动将装有马达10的马达工装夹具332依次移至第二碳刷供放料模组5和第一碳刷端子装配模组6的位置,相应实现对马达10另一侧碳刷槽位进行装配碳刷和端子工序。
转盘21持续转动将完成装配碳刷和端子工序移至马达下料模组9的下料工位,进出气缸93驱动开夹气缸96前行使两开夹爪97的钩脚971恰好卡扣在左手柄和右手柄上,开夹气缸96的上下驱动爪顶出通过两开夹爪97打开左卡钩302和右卡钩402,同时,夹马达气缸94也相应移动到马达工装夹具332上的马达位置,夹马达气缸94将马达工装夹具332上的马达夹持,横推气缸98驱动将马达推出马达滑槽311并移至下料输送带91的上方位置,上下气缸95驱动将马达放置在下料输送带91,同时夹马达气缸94将马达松开,实现自动下料的目的,整个自动装配碳刷工序完成。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对本发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制,采用与其相同或相似的其机械,均在本发明保护范围内。
- 马达自动装碳刷设备工装夹具
- 马达自动装碳刷设备工装夹具