一种天线振子介质检测装置及方法
文献发布时间:2023-06-19 09:35:27
技术领域
本发明涉及天线检测设备,尤其涉及一种天线振子介质检测装置及方法。
背景技术
现有技术中,天线振子在制造过程中,需要在天线振子上装配多个介质块,在装配完成后的检查过程中,一般是采用人工视觉检查的方式,判断天线振子上的介质块是否装配到位,这种人工检测方式不仅效率低下,而且费时费力,特别是在长期作业条件下,很容易出现漏检、错检的情况,进而影响产品质量,难以满足生产要求。
发明内容
本发明要解决的技术问题在于,针对现有技术的不足,提供一种省时省力、检测效率高、检测结果更加准确,进而提升产品品质的天线振子介质检测装置及方法。
为解决上述技术问题,本发明采用如下技术方案。
一种天线振子介质检测装置,其包括有机台,所述机台上设有平移载台,且所述平移载台能够相对所述机台平移,所述平移载台上固定有用于放置工件的治具,所述治具上设有多组介质检测位,所述介质检测位与所述工件上的多个介质块一一对应,每组介质检测位设有两个检测探针,所述机台上固定有支架,所述支架上设有升降驱动机构,所述升降驱动机构的驱动端设有升降压板,所述升降压板与所述治具相互平行,当所述工件装载于所述治具后,借由所述平移载台带动所述治具和所述工件平移至所述升降压板下方,借由所述升降驱动机构驱使所述升降压板下降,借由所述升降压板施加的压力,令所述工件上的介质块与所述介质检测位上的两个检测探针紧密抵接,所述支架上设有显示面板,所述显示面板上设有多个指示灯,所述指示灯与所述介质检测位一一对应,所述指示灯用于当所述介质检测位上的两个检测探针检测到所述工件上的介质块时发出预设光亮。
优选地,所述工件上具有32个介质块,所述治具上设有32个介质检测位,所述显示面板上设有32个指示灯。
优选地,所述机台上固定有两个相互平行的滑轨,所述平移载台设于两个滑轨上,且所述平移载台与所述滑轨滑动连接。
优选地,所述机台的下方设有用于驱使所述平移载台前后平移的平移驱动机构。
优选地,所述机台的前侧设有控制面板,所述控制面板上设有分别用于控制所述升降驱动机构执行升降动作以及控制所述平移驱动机构执行平移动作的两个按钮开关。
优选地,所述控制面板上设有急停开关。
优选地,所述显示面板上设有多个序号标识,所述序号标识与所述指示灯一一对应,且所述序号标识与所述指示灯相邻设置。
优选地,所述支架包括有四个立柱及一顶板,四个立柱的下端均与所述机台固定连接,所述顶板与四个立柱的上端固定连接。
一种天线振子介质检测方法,该方法基于一装置实现,所述装置包括有机台,所述机台上设有平移载台,且所述平移载台能够相对所述机台平移,所述平移载台上固定有用于放置工件的治具,所述治具上设有多组介质检测位,所述介质检测位与所述工件上的多个介质块一一对应,每组介质检测位设有两个检测探针,所述机台上固定有支架,所述支架上设有升降驱动机构,所述升降驱动机构的驱动端设有升降压板,所述升降压板与所述治具相互平行,所述支架上设有显示面板,所述显示面板上设有多个指示灯,所述指示灯与所述介质检测位一一对应,所述方法包括如下步骤:步骤S1,将所述工件装载于所述治具;步骤S2,利用所述平移载台带动所述治具和所述工件平移至所述升降压板下方;步骤S3,利用所述升降驱动机构驱使所述升降压板下降,借由所述升降压板施加的压力,令所述工件上的介质块与所述介质检测位上的两个检测探针紧密抵接;步骤S4,当所述介质检测位上的两个检测探针检测到所述工件上的介质块时,所述指示灯用于发出预设光亮;步骤S5,通过观察多个指示灯的发光情况,判断得出所述工件上的多个介质块是否全部装配到位。
优选地,所述机台上固定有两个相互平行的滑轨,所述平移载台设于两个滑轨上,且所述平移载台与所述滑轨滑动连接,所述机台的下方设有平移驱动机构,所述步骤S2中,利用所述平移驱动机构驱使所述平移载台前后平移。
本发明公开的天线振子介质检测装置中,借由所述平移载台带动载有工件的所述治具平移至所述升降压板下方或者从所述升降压板下方移出,从而方便执行上下料操作,同时,借由所述升降驱动机构驱使所述升降压板上升或者下降,利用所述升降压板对振子工件起到压紧作用,使得介质块与两个检测探针紧密抵接,当所述介质检测位上的两个检测探针检测到所述工件上的介质块时,所述指示灯用于发出预设光亮,操作人员通过观察多个指示灯的发光情况,可以直接判断得出所述工件上的多个介质块是否全部装配到位,以及漏装、错装介质块的具体位置,相比现有技术而言,本发明无需人工视觉观察多个介质块,不仅省时省力,而且能够有效避免因长时间重复作业而导致漏检、错检情况发生,大大提高了检查效率和准确性,较好地满足了生产要求。
附图说明
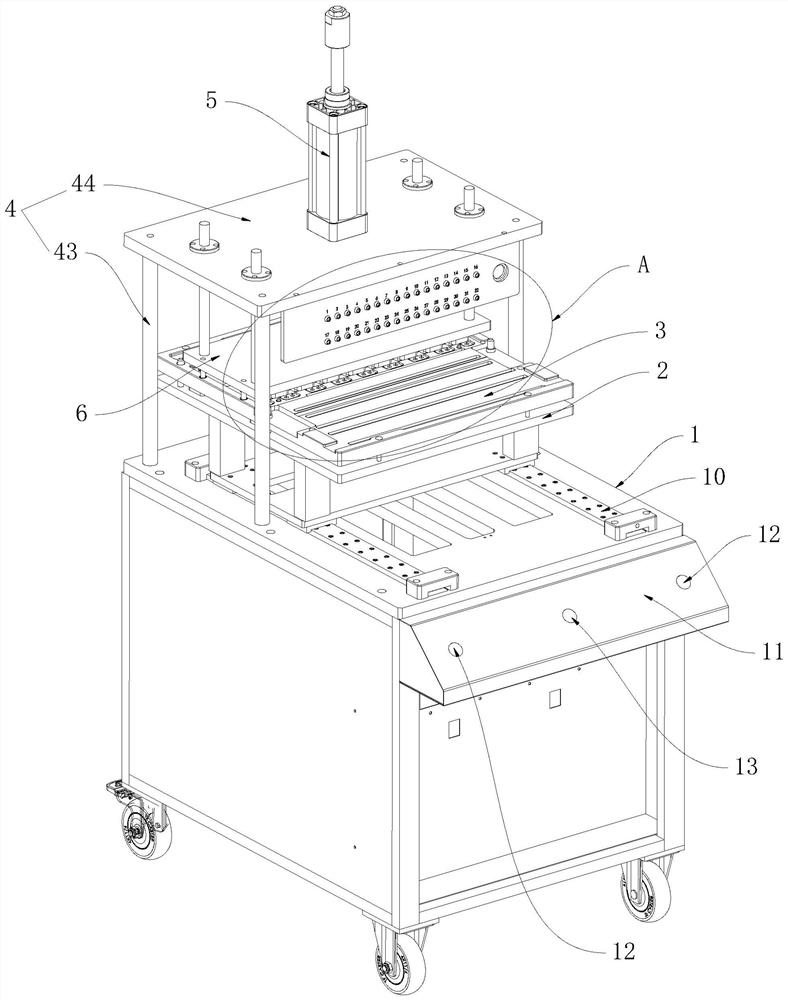
图1为本发明天线振子介质检测装置的立体图;
图2为图1中A部分的放大图;
图3为本发明天线振子介质检测装置的正视图;
图4为本发明天线振子介质检测装置的侧视图。
具体实施方式
下面结合附图和实施例对本发明作更加详细的描述。
本发明公开了一种天线振子介质检测装置,结合图1至图4所示,其包括有机台1,所述机台1上设有平移载台2,且所述平移载台2能够相对所述机台1平移,所述平移载台2上固定有用于放置工件的治具3,所述治具3上设有多组介质检测位30,所述介质检测位30与所述工件上的多个介质块一一对应,每组介质检测位30设有两个检测探针31,所述机台1上固定有支架4,所述支架4上设有升降驱动机构5,所述升降驱动机构5的驱动端设有升降压板6,所述升降压板6与所述治具3相互平行,当所述工件装载于所述治具3后,借由所述平移载台2带动所述治具3和所述工件平移至所述升降压板6下方,借由所述升降驱动机构5驱使所述升降压板6下降,借由所述升降压板6施加的压力,令所述工件上的介质块与所述介质检测位30上的两个检测探针31紧密抵接,所述支架4上设有显示面板40,所述显示面板40上设有多个指示灯41,所述指示灯41与所述介质检测位30一一对应,所述指示灯41用于当所述介质检测位30上的两个检测探针31检测到所述工件上的介质块时发出预设光亮。
上述装置中,借由所述平移载台2带动载有工件的所述治具3平移至所述升降压板6下方或者从所述升降压板6下方移出,从而方便执行上下料操作,同时,借由所述升降驱动机构5驱使所述升降压板6上升或者下降,利用所述升降压板6对振子工件起到压紧作用,使得介质块与两个检测探针31紧密抵接,当所述介质检测位30上的两个检测探针31检测到所述工件上的介质块时,所述指示灯41用于发出预设光亮,操作人员通过观察多个指示灯41的发光情况,可以直接判断得出所述工件上的多个介质块是否全部装配到位,以及漏装、错装介质块的具体位置,相比现有技术而言,本发明无需人工视觉观察多个介质块,不仅省时省力,而且能够有效避免因长时间重复作业而导致漏检、错检情况发生,大大提高了检查效率和准确性,较好地满足了生产要求。
实际应用中,两个检测探针31可通过多种方式检测所述介质块,例如:所述检测探针31可以触发开关,也可以是电流检测探头,但是本发明却不限于此,即无论采用现有技术中任何一种能够对介质块进行感应、检测的手段,皆应当属于本发明的保护范围。
进一步地,所述指示灯41的点亮状态既可以通过亮灭方式实现,也可以通过发出红绿光的方式实现。
作为一种优选方式,所述工件上具有32个介质块,所述治具3上设有32个介质检测位30,所述显示面板40上设有32个指示灯41。
为了实现所述平移载台2的可靠平移,本实施例中,所述机台1上固定有两个相互平行的滑轨10,所述平移载台2设于两个滑轨10上,且所述平移载台2与所述滑轨10滑动连接。
为了便于操控,本实施例中,所述机台1的下方设有用于驱使所述平移载台2前后平移的平移驱动机构。
进一步地,所述机台1的前侧设有控制面板11,所述控制面板11上设有分别用于控制所述升降驱动机构5执行升降动作以及控制所述平移驱动机构执行平移动作的两个按钮开关12。所述控制面板11上设有急停开关13。
作为一种优选方式,所述显示面板40上设有多个序号标识42,所述序号标识42与所述指示灯41一一对应,且所述序号标识42与所述指示灯41相邻设置。通过观察序号标识42,可以快速、准确地获知不合格介质块的准确位置。
关于所述支架4的具体结构,本实施例中,所述支架4包括有四个立柱43及一顶板44,四个立柱43的下端均与所述机台1固定连接,所述顶板44与四个立柱43的上端固定连接。
为了更好地描述本发明的技术方案,本发明还涉及一种天线振子介质检测方法,结合图1至图4所示,该方法基于一装置实现,所述装置包括有机台1,所述机台1上设有平移载台2,且所述平移载台2能够相对所述机台1平移,所述平移载台2上固定有用于放置工件的治具3,所述治具3上设有多组介质检测位30,所述介质检测位30与所述工件上的多个介质块一一对应,每组介质检测位30设有两个检测探针31,所述机台1上固定有支架4,所述支架4上设有升降驱动机构5,所述升降驱动机构5的驱动端设有升降压板6,所述升降压板6与所述治具3相互平行,所述支架4上设有显示面板40,所述显示面板40上设有多个指示灯41,所述指示灯41与所述介质检测位30一一对应,所述方法包括如下步骤:
步骤S1,将所述工件装载于所述治具3;
步骤S2,利用所述平移载台2带动所述治具3和所述工件平移至所述升降压板6下方;
步骤S3,利用所述升降驱动机构5驱使所述升降压板6下降,借由所述升降压板6施加的压力,令所述工件上的介质块与所述介质检测位30上的两个检测探针31紧密抵接;
步骤S4,当所述介质检测位30上的两个检测探针31检测到所述工件上的介质块时,所述指示灯41用于发出预设光亮;
步骤S5,通过观察多个指示灯41的发光情况,判断得出所述工件上的多个介质块是否全部装配到位。
进一步地,所述机台1上固定有两个相互平行的滑轨10,所述平移载台2设于两个滑轨10上,且所述平移载台2与所述滑轨10滑动连接,所述机台1的下方设有平移驱动机构,所述步骤S2中,利用所述平移驱动机构驱使所述平移载台2前后平移。
以上所述只是本发明较佳的实施例,并不用于限制本发明,凡在本发明的技术范围内所做的修改、等同替换或者改进等,均应包含在本发明所保护的范围内。