一种透气性好且抗顶破的蕾丝织物及其编织方法
文献发布时间:2023-06-19 09:54:18
技术领域
本发明属于针织服装面料及编织技术领域,具体的说是一种透气性好且抗顶破的蕾丝织物及其编织方法。
背景技术
因为蕾丝织物具有良好的通透性和灵活多变、层次丰富的花型,所以在时装领域受到了很好的应用。可是,现有的大部分蕾丝织物的编织方法使得其虽然获得了一定的透气性,却因顶破强度不够好而影响了织物的使用及穿着者的成衣体验。传统的蕾丝织物,贾卡梳栉通常采用同向垫纱的方式编织,如附图1所示,两条纱线Y2和Y3作为贾卡纱,由于是同向垫纱,使得基本单元格内的纱线没有形成叠加,纱线的密度难以得到提升,而且,各个纱线间相邻较近,彼此之间的间隙有限,虽然有一定的透气性,但是透气性难以满足使用需求。基于此缺陷,本发明在现在蕾丝织物的编织基础上通过调整贾卡梳栉的垫纱方向,且最终达到了改善目的。
发明内容
本发明要解决的技术问题是提供一种透气性好且抗顶破的蕾丝织物及其编织方法。
为了解决上述技术问题,本发明采取以下技术方案:
一种透气性好且抗顶破的蕾丝织物,包括织物本体,所述织物本体至少由Y1纱线、Y2纱线、Y3纱线、Y4纱线共4组纱线编织而成,其中:
Y1纱线以变化编链结构编织形成织物本体的主体层;
Y2纱线、Y3纱线为贾卡纱,以变化衬纬结构,且垫纱方向相反的方式编织,得到基本单元格内纱线总覆盖率减少,纱线的线密度得到了叠加的透气抗顶破层;
Y4纱线为花纱,以变化衬纬结构编织形成织物本体的花型层。
所述织物本体内还设有提供收缩性的弹性层,该弹性层采用纱线Y5 走衬纬结构编织得到。
所述Y1纱线采用变化编链结构编织时的垫纱数码为1-0/0-1//或 0-1/1-0//。
所述Y2纱、Y3纱线编织时的垫纱数码分别为0-0/2-2//、2-2/0-0//。
所述Y4纱线编织时的垫纱数码为0-0/1-1/。
所述Y5纱线编织时的垫纱数码为0-0/1-1/。
所述Y1纱线为长丝或复合纱,线密度在20-150D之间。
所述Y2纱线、Y3纱线均为长丝或复合纱,线密度在30-280D之间。
所述Y4纱线为长丝,线密度在20-840D之间,所述Y5纱线为氨纶,线密度为40-1200D。
一种透气性好且抗顶破的蕾丝织物的编织方法,包括以下步骤:
选用至少Y1纱线、Y2纱线、Y3纱线、Y4纱线、Y5纱线共五组纱线进行编织;
Y1纱线走变化编链结构,以1-0/0-1//或0-1/1-0//的垫纱数码编织得到织物本体的主体层;
Y2纱线、Y3纱线为贾卡纱,走变化衬纬结构且相反的垫纱方向,以 0-0/2-2//、2-2/0-0//的垫纱数码编织,得到基本单元格内纱线总覆盖率减少,纱线的线密度得到了叠加的透气抗顶破层,提升织物的透气性和加强织物抗顶破性;
Y4纱线为花纱,走变化衬纬结构,以0-0/1-1/的垫纱数码编织,得到织物本体的花型层;
Y5纱线走衬纬结构,以0-0/1-1/的垫纱数码编织,得到织物本体的弹性层。
本发明提升了织物的透气性,抗顶破性也得到了相应的加强,可被广泛用于内衣、运动衣、束身衣等服装领域。
附图说明
附图1为现有技术中Y2纱线、Y3纱线垫纱同向时的结构示意图:
附图2为本发明中的织物结构示意图;
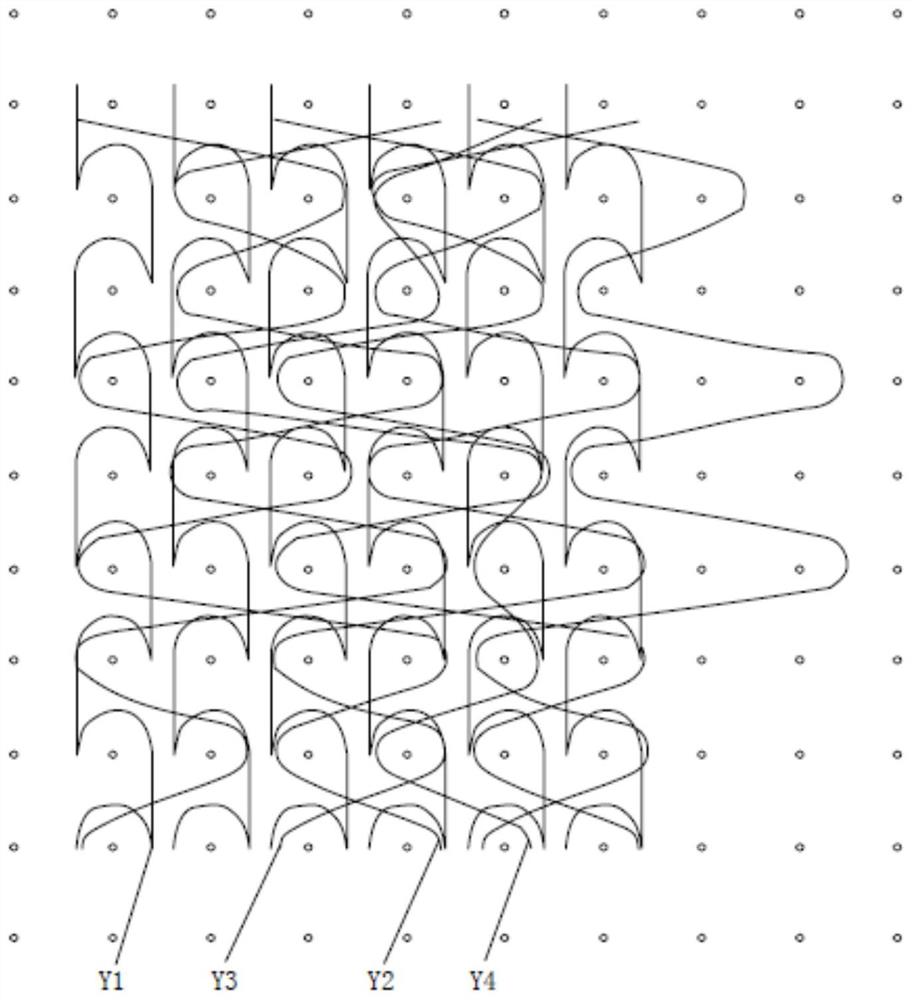
附图3为本发明中Y2纱线、Y3纱线垫纱反向时的结构示意图。
具体实施方式
为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
如附图2和3所示,本发明揭示了一种透气性好且抗顶破的蕾丝织物,包括织物本体,所述织物本体由Y1纱线、Y2纱线、Y3纱线、Y4纱线、Y5 纱线共五组纱线编织而成,其中:
Y1纱线以变化编链结构编织形成织物本体的主体层,起到骨架支撑作用。
Y2纱线、Y3纱线为贾卡纱,以变化衬纬结构,且垫纱方向相反的方式编织,得到基本单元格内纱线总覆盖率减少,纱线的线密度得到了叠加的透气抗顶破层。由于是反向垫纱,从而使得Y2纱线和Y3纱线存在重叠叠加的区域,从而增加了线密度,提升抗顶破性;而反向垫纱,Y2纱线和 Y3纱线相交之间也会形成更大的孔隙,从而进一步提升透气性。
Y4纱线为花纱,以变化衬纬结构编织形成织物本体的花型层,可通过改变具体的编织结构来得到不同的花型。
所述织物本体内还设有提供收缩性的弹性层,该弹性层采用纱线Y5 走衬纬结构编织得到。
所述Y1纱线采用变化编链结构编织时的垫纱数码为1-0/0-1//或 0-1/1-0//。
所述Y2纱、Y3纱线编织时的垫纱数码分别为0-0/2-2//、2-2/0-0//,相反的方向。
所述Y4纱线编织时的垫纱数码为0-0/1-1/。
所述Y5纱线编织时的垫纱数码为0-0/1-1/。
所述Y1纱线为长丝或复合纱,线密度在20-150D之间。
所述Y2纱线、Y3纱线均为长丝或复合纱,线密度在30-280D之间。
所述Y4纱线为长丝,线密度在20-840D之间,所述Y5纱线为氨纶,线密度为40-1200D。
采用花边机编织,采用的花边机的织针密度为14-28个/英寸。
一种透气性好且抗顶破的蕾丝织物的编织方法,包括以下步骤:
选用至少Y1纱线、Y2纱线、Y3纱线、Y4纱线、Y5纱线共五组纱线进行编织。
Y1纱线走变化编链结构,以1-0/0-1//或0-1/1-0//的垫纱数码编织得到织物本体的主体层。
Y2纱线、Y3纱线为贾卡纱,走变化衬纬结构且相反的垫纱方向,以 0-0/2-2//、2-2/0-0//的垫纱数码编织,得到基本单元格内纱线总覆盖率减少,纱线的线密度得到了叠加的透气抗顶破层,提升织物的透气性和加强织物抗顶破性。
Y4纱线为花纱,走变化衬纬结构,以0-0/1-1/的垫纱数码编织,得到织物本体的花型层。
Y5纱线走衬纬结构,以0-0/1-1/的垫纱数码编织,得到织物本体的弹性层。
本实例所用纱线及其穿纱方式为:
Y1:PA6 40D/12F SD FDY,满穿;
Y2:PA6 40D/12F SD FDY,满穿;
Y3:PA6 40D/12F SD FDY,满穿;
Y4:PA6 70D/24F/1SD DTY,按设计需要选纱、穿纱;
Y5:PU 140D,满穿;
本实例具体生产步骤为:整经-穿纱-织胚-水洗-预定-染色-后整.
整经:整经操作工根据织胚工艺单的要求选择所需纱线及数量,并将纱筒安放到整经纱架上,调节好整经张力和机速后将纱线备到盘头上。
a)尼龙(PA6 40D/12F SD FDY、PA6 70D/24F/1SD DTY)的整经:
整经机机型:Karl Mayer DS 21/30NC-2,消极式送纱,
整经温度:23℃,
整经湿度:65%,
车间在上述温湿度的条件下,设置整经工艺参数,并根据需要对纱线做加油处理。
b)氨纶(PU 140D)的整经:
整经机机型:Karl Mayer DSE-H21/30NC-2,积极式送纱,
整经温度:24℃,
整经湿度:78%,
车间在上述温湿度的条件下,设置工艺参数。
穿纱:穿纱工按织胚工艺单列出的穿纱方式将各盘头及纱筒上的纱线穿到对应梳栉的导纱针上。
织胚:穿纱完后挂出布头,再根据设计要求及机上实际情况调节各套盘头的纱线张力,保证其在合理的范围之内,待检查确认没有其他问题后可开机编织。
水洗、预定、染色、后整等环节按业内公知的染整工艺进行生产操作。
需要说明的是,以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但是凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种透气性好且抗顶破的蕾丝织物及其编织方法
- 一种透气性好且抗顶破的蕾丝织物