一种极板叠片整理输送线
文献发布时间:2023-06-19 10:27:30
技术领域
本发明涉及一种极板叠片整理输送线。
背景技术
极板在加工过程中,需要逐片送料,并堆叠码垛,现有的机器设备在堆叠完一摞极板之后,需要暂停输送,等待堆叠的极板送至下一工位后,才能继续堆叠,生产效率较低。
本申请人日前也申请了一些用于堆叠和整理极板的设备、机构,但都存在一些不足,需要进行优化。
发明内容
针对上述存在的技术问题,本发明的目的是:提出了一种极板叠片整理输送线。
本发明的技术解决方案是这样实现的:一种极板叠片整理输送线,包含叠片输送机构、连续自动叠片机构和自动整理机构,连续自动叠片机构设置在叠片输送机构的上料端,用于收集和堆叠极板片料,自动整理机构设置在叠片输送机构的出料端,用于整理堆叠的极板片料;所述叠片输送机构包含叠片输送机架、缓存顶升机构和输送链条及其驱动机构,输送链条将连续自动叠片机构堆叠的片料向自动整理机构输送;所述缓存顶升机构包含缓存顶升底座、缓存顶升气缸和缓存顶升台,缓存顶升底座上设置有链条托轮,缓存顶升气缸设置在缓存顶升底座上,缓存顶升气缸带动缓存顶升台升降,缓存顶升台上设置有叠料缓存检测传感器。
优选的,还包含后段输送机构,自动整理机构整理后的堆叠片料送至后段输送机构,后段输送机构包含叠片输送机架、缓存顶升机构和输送链条及其驱动机构。
优选的,所述连续自动叠片机构包含叠片升降组件、叠片挡料组件和叠片叉料组件,叠片升降组件包含叠片升降滑台、立板托架和多个叠片立板,叠片升降滑台带动立板托架升降,多个叠片立板设置在立板托架上,相邻的叠片立板之间留有避让空隙;所述叠片挡料组件包含叠片挡料架和叠片挡料板,叠片挡料板安装在叠片挡料架上,叠片挡料板用于挡住上游工位抛送过来的极板片料,挡下来的极板片料落在叠片立板上;所述叠片叉料组件包含叉料连接架、叉料升降架和叉料升降板,叉料连接架上设置有长行程升降驱动机构,长行程升降驱动机构带动叉料升降架升降,叉料升降架上设置有快速升降驱动机构,快速升降驱动机构带动叉料升降板升降,叉料升降板上设置有料叉前移缸,料叉前移缸的工作端设置有接料叉;相邻的叠片立板之间的空隙用于避让输送链条和接料叉,叠片挡料板上也设置有用于避让接料叉的竖向槽结构。
优选的,所述叠片挡料组件还包含散热风扇、计数传感器、落料导向板和挡料前后调节机构;所述散热风扇对叠片挡料板风冷散热,计数传感器用于计算当前堆叠的片料数量,落料导向板位于叠片挡料板的侧部,挡料前后调节机构用于调节叠片挡料架的前后位置。
优选的,所述自动整理机构包含入料侧导向架、电机转轴支架、主轴电机、主转轴、翻转振动整理组件、外侧拍打支架和内侧拍打支架;所述主轴电机和主转轴设置在电机转轴支架上,主轴电机通过主转轴带动翻转振动整理组件转动;所述外侧拍打支架上设置有外侧拍打组件,内侧拍打支架上设置有内侧拍打组件,外侧拍打组件和内侧拍打组件从两侧拍打翻转振动整理组件上的堆叠片料。
优选的,所述翻转振动整理组件包含翻转振动座、联轴环、取料叉、振动气缸和振动块,联轴环、取料叉和振动气缸固定安装在翻转振动座上,翻转振动座通过联轴环与主转轴固定连接;所述取料叉具有两块取料挡板,两块取料挡板之间的间距大于一组堆叠的极板片料,振动块设置在两块取料挡板之间的根部,振动气缸带动振动块振动。
优选的,所述外侧拍打组件包含外侧拍打气缸和外侧拍打板,外侧拍打气缸带动外侧拍打板从外侧拍打翻转振动整理组件上的极板片料;所述内侧拍打组件包含内侧拍打气缸、悬吊板、内侧拍打滑座和内侧拍打板;所述外侧拍打板和内侧拍打板,悬吊板、内侧拍打滑座和内侧拍打板依次连接,内侧拍打支架上设置有内侧拍打滑轨,内侧拍打滑座与内侧拍打滑轨滑动配合,内侧拍打气缸带动内侧拍打板从内侧拍打翻转振动整理组件上的极板片料。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
本方案的极板叠片整理输送线,通过叠片输送机构、连续自动叠片机构和自动整理机构相互配合,可以进行连续的极板片料堆叠、输送、缓存和整理,整个过程自动进行,不需要人工干预,提高了收板堆叠码垛的效率和效果。
附图说明
下面结合附图对本发明技术方案作进一步说明:
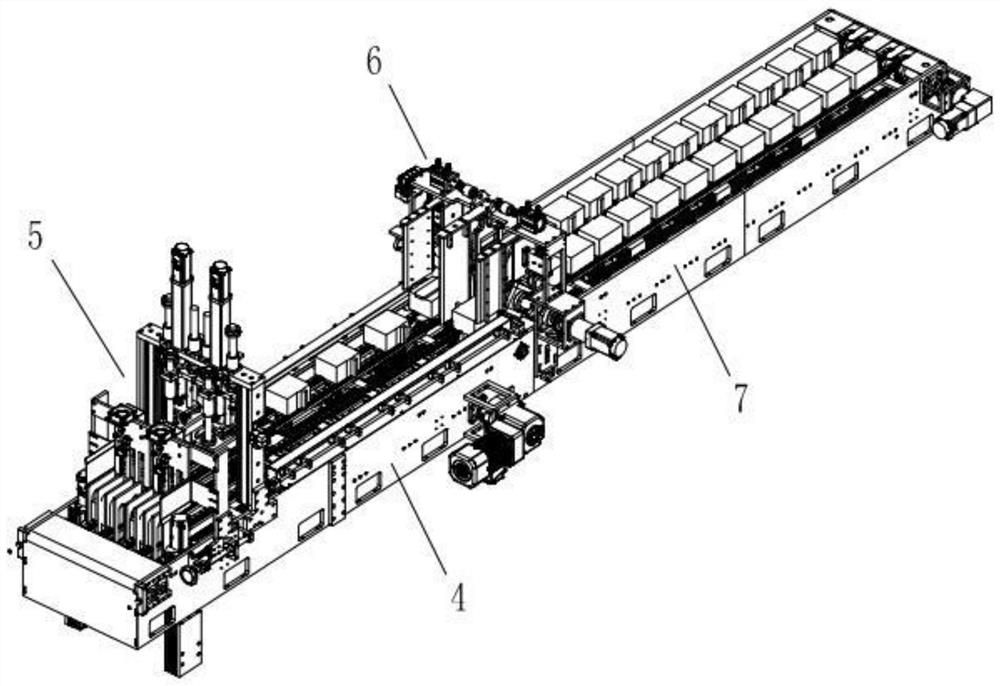
附图1为本发明所述的一种极板叠片整理输送线的示意图;
附图2为本发明所述的缓存顶升机构的结构示意图;
附图3为本发明所述的连续自动叠片机构的结构示意图;
附图4为本发明所述的叠片叉料组件的结构示意图;
附图5为本发明所述的自动整理机构的立体结构示意图;
附图6为本发明所述的自动整理机构的正面结构示意图;
附图7为本发明所述的翻转振动整理组件的结构示意图。
具体实施方式
下面结合附图来说明本发明。
如附图1所示,本发明所述的一种极板叠片整理输送线,包含叠片输送机构4、连续自动叠片机构5、自动整理机构6和后段输送机构7,连续自动叠片机构5设置在叠片输送机构4的上料端,用于收集和堆叠极板片料,自动整理机构6设置在叠片输送机构4的出料端,用于整理堆叠的极板片料,自动整理机构6整理后的堆叠片料送至后段输送机构7;所述叠片输送机构4和后段输送机构7均包含叠片输送机架、缓存顶升机构和输送链条及其驱动机构,输送链条将连续自动叠片机构5堆叠的片料向自动整理机构6输送。
所述缓存顶升机构有多个,多个缓存顶升机构沿着输送链条布置,如附图2所示,每个缓存顶升机构均包含缓存顶升底座31、缓存顶升气缸32和缓存顶升台33,缓存顶升底座31上设置有链条托轮34,输送链条的下方回位链条可以搭载链条托轮34上;所述缓存顶升气缸32设置在缓存顶升底座31上,缓存顶升气缸32带动缓存顶升台33升降,缓存顶升台33上设置有叠料缓存检测传感器35;当叠料缓存检测传感器35检测到上方有物料,并且当前状态满足需要缓存的设定条件时,缓存顶升气缸32带动缓存顶升台33上升,将输送链条上的堆叠的极板顶起,停止在当前位置,输送链条可带动其他位置的堆叠片料继续前进。
如附图3-4所示,所述连续自动叠片机构5包含叠片升降组件、叠片挡料组件和叠片叉料组件,叠片升降组件包含叠片升降滑台41、立板托架42和多个叠片立板43,叠片升降滑台41为竖向的直线电机丝杆机构,叠片升降滑台41带动立板托架42升降,多个叠片立板43等间距设置在立板托架42上,相邻的叠片立板43之间留有避让空隙。
所述叠片挡料组件包含叠片挡料架44、叠片挡料板45、散热风扇53、计数传感器54、落料导向板55和挡料前后调节机构56,叠片挡料板45安装在叠片挡料架44上,叠片挡料板45用于挡住上游工位抛送过来的极板片料,挡下来的极板片料落在叠片立板43上;所述散热风扇53对叠片挡料板45风冷散热,减少极板高频撞击在挡料板45上产生的热量,计数传感器54用于计算当前堆叠的片料数量,落料导向板55位于叠片挡料板45的侧部,挡料前后调节机构56用于手动调节叠片挡料架44的前后位置。
所述叠片叉料组件包含叉料连接架46、叉料升降架47和叉料升降板48,叉料连接架46上设置有长行程升降驱动机构49;长行程升降驱动机构49为竖向的直线电机丝杆机构,长行程升降驱动机构49带动叉料升降架47升降,叉料升降架47上设置有快速升降驱动机构50,快速升降驱动机构50为高速气缸,快速升降驱动机构50带动叉料升降板48升降,叉料升降板48上设置有料叉前移缸51,料叉前移缸51的工作端设置有接料叉52。
其中,相邻的叠片立板43之间的空隙用于避让输送链条和接料叉52,叠片挡料板45上也设置有用于避让接料叉52的竖向槽结构。
极板抛料堆叠时,接料叉52的前端先穿过叠片挡料板45,伸到叠片挡料板45的前侧,上游工位抛来的极板片料撞击到叠片挡料板45之后,先落在接料叉52上,抛料的同时,接料叉52不断下降到叠片立板43的空隙中,使堆叠的极板片料落在叠片立板43上,随后接料叉52快速回位,但不伸到叠片挡料板45的前侧,叠片立板43继续下降,直至堆叠的极板片料落在输送链条上,由输送链条带动堆叠的极板片料向下游工位移动,之后叠片立板43再上升回位;在这个过程中,如果抛片的数量达到一组的量的同时,接料叉52立刻伸到叠片挡料板45的前侧,使接下来再抛过来的片料堆叠在接料叉52上,然后重复上述过程。
如附图5-7所示,所述自动整理机构6包含入料侧导向架61、电机转轴支架62、主轴电机63、主转轴64、翻转振动整理组件65、外侧拍打支架80和内侧拍打支架81;所述主轴电机63和主转轴64设置在电机转轴支架62上,主轴电机63通过主转轴64带动翻转振动整理组件65转动;所述外侧拍打支架80上设置有外侧拍打组件,内侧拍打支架81上设置有内侧拍打组件,外侧拍打组件和内侧拍打组件从两侧拍打翻转振动整理组件65上的堆叠片料。
如附图7所示,所述翻转振动整理组件65包含翻转振动座66、联轴环67、取料叉68、振动气缸69和振动块70,联轴环67、取料叉68和振动气缸69固定安装在翻转振动座66上,翻转振动座66通过联轴环67与主转轴64固定连接;所述取料叉68具有两块取料挡板,两块取料挡板之间的间距大于一组堆叠的极板片料,使取料叉68容易拿取堆叠的极板片料,并使堆叠的极板片料在取料叉68中具有一定的活动余量;振动块70设置在两块取料挡板之间的根部,振动气缸69带动振动块70对堆叠的极板片料进行振动。
所述外侧拍打组件包含外侧拍打气缸71和外侧拍打板72,外侧拍打气缸71带动外侧拍打板72从外侧拍打翻转振动整理组件65上的极板片料;所述内侧拍打组件包含内侧拍打气缸73、悬吊板74、内侧拍打滑座75和内侧拍打板76;所述外侧拍打板72和内侧拍打板76,悬吊板74、内侧拍打滑座75和内侧拍打板76依次连接,悬吊板74由上到下跨过内侧拍打支架81,与内侧拍打支架81下侧的内侧拍打滑座75连接,内侧拍打支架81上设置有内侧拍打滑轨77,内侧拍打滑座75与内侧拍打滑轨77滑动配合,内侧拍打气缸73带动内侧拍打板76从内侧拍打翻转振动整理组件65上的极板片料。
其中,每套翻转振动整理组件65中设置正反两个取料叉68,可以连续的转动取料整理送料;整理时,取料叉68接取一组堆叠的片料,然后转动至上方,通过控制转轴使取料叉68摇晃,并通过振动块70对片料进行振动,配合两侧拍打将片料整理整齐,之后取料叉68翻转到另一侧,送至下游工位。
通过上述结构的设计,可以在主转轴64上设置两套翻转振动整理组件65,并使两套翻转振动整理组件65可以靠得非常近,大幅提高结构紧凑性;本流水线中的全部输送、叠料、整理的机构都对称设置两道,整体结构紧凑,大幅节省设备用地。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
- 一种极板叠片整理输送线
- 一种极板自动叠片整理流水线