电动车电机阻燃控制电线外护套的加工方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及电动车控制电线,特别是涉及一种电动车电机阻燃控制电线外护套的加工方法,属于电线、电缆技术领域。
背景技术
电动车电机(马达)控制线是近年来随着电动车行业的不断发展,技术不断更新随之出现的一种新型电线,主要由多芯动力线和信号线组成,并由阻燃聚氯乙烯(PVC)作外护套,但是,聚氯乙烯(PVC)是一种热塑性材料,其物理性能随温度变化很大,电动车超负载运行时,动力线电流很大,导体发热导致电线外护套受热软化,更严重时会出现熔融,破坏了外护套的保护功能,通过加大导体截面,增加电流承载量,可以减少温升幅度,但是其硬度增大,手感僵硬,特别是在冬季给后续加工和安装带来了难度;加大导体截面积,缓解了导体的发热量,但是因导体截面增大,整个电线的外径变大,给本来空间就有限的马达内部设计带来困难,从而也增大了电线成本。因此,开发一种更耐寒、耐热、柔软电线刻不容缓。
发明内容
本发明的目的是为了克服已有技术的缺点,提供一种强度高,柔软,耐磨,耐热,阻燃,受热无软化的电动车电机阻燃控制电线外护套的加工方法。
本发明电动车电机阻燃控制电线外护套的加工方法,其特征在于按重量比例,取母胶25~45%,补强剂20~35%,耐热增塑剂10~15%,填充料10~40%,稳定剂3~5%,防护剂、交联剂及交联助剂和阻燃剂1%;
所述的母胶为氯化聚乙烯与氟橡胶共混,氯化聚乙烯与氟橡胶的共混比例为:50/90:50/10;
所述的补强剂为N330/N550炭黑;
所述的耐热增塑剂为偏苯三酸酐TOTM和癸二酸二辛酯DOS;
所述的填充料为碳酸钙CaCO
所述的稳定剂为氧化镁MgO;
所述的防护剂为石蜡,所述的交联剂为过氧化二异丙苯,所述的交联助剂为三烯丙基异三聚氰酸酯,所述的阻燃剂为三氧化二锑Sb
其加工步骤包括:
①、塑炼:将氯化聚乙烯与氟橡胶按重量比例先后放入开炼机共混塑炼,待混合均匀后,定量打卷停放至少8小时,得到母胶;
②、混炼:将塑炼后的母胶与补强剂、增塑剂和填充料放入密炼机混炼,混炼均匀后,再加入稳定剂和阻燃剂用密炼机混炼,混炼均匀后,排料到开炼机上薄通打卷停放8小时以上,得到混炼胶;
③、加交联剂:将停放后的混炼胶放入开炼机上,再添加交联剂,待交联剂分散均匀后,打卷移到出片机上;
④、出片:出片机开练出片,得到胶片,胶片经过冷却机冷却,装框待用;
⑤、挤压和交联:将胶片送入装有导线的挤橡成型机,在挤橡成型机模具的作用下,将胶片挤包在导线外围,定型成电线,定型后的电线再穿过施加1MPa压力的蒸汽交联管道,进行1—2分钟连续交联,得到带外护套的电线成品。
本发明公开了一种电动车电机阻燃控制电线外护套的加工方法,加工时,先将氯化聚乙烯与氟橡胶按重量比例先后投放入开炼机中进行共混塑炼,得到母胶,母胶的共混比例为50/90:50/10,再将母胶放入密炼机中,先后加入补强剂、增塑剂和填充料进行混炼,混炼均匀后,再加入稳定剂和阻燃剂进行混炼,排料到开炼机上薄通打卷停放8小时以上,得到混炼胶,接着,将混炼胶加入交联剂再次进行混炼,使交联剂分散均匀,打卷移到出片机上,出片机其实也是开炼机,上述开炼机用于混炼,此开炼机用于出片,再将开练出的胶片经过电线专用冷却机进行冷却,装框待用,最后是进行挤压和交联,将胶片送入装有导线的挤橡成型机,导线包括动力线和信号线,动力线一般是2-8根,信号线一般是2-20根,预装在挤橡成型机中,然后在挤橡成型模具的作用下,将胶片挤包在导线外围,定型成电线,电线再穿过施加1MPa压力的蒸汽交联管道,进行1—2分钟连续交联,得到带外护套的电线成品,即外护套与电动车电机阻燃控制电线同时成型。本方案在原有生产工艺的基础上,将外护套生产工艺和材料进行了改进,原有外护套的材料为聚氯乙烯(PVC),通过塑料挤出机加热塑化,模具挤压,水槽冷却成型,成型后的聚氯乙烯(PVC)的分子结构仍成线型结构,受热变软,遇冷变硬,容易磨损,成型前后其性能无明显变化。氯化聚乙烯(CPE橡胶)与氟橡胶共混胶在交联前,其分子也是线型结构,在一定条件下,添加一定的配合剂使胶料中的橡胶分子与交联剂发生化学反应,其结构由线型结构交联成为立体网状结构,使胶料具备高强度、高弹性、高耐磨、抗腐蚀、受热无熔融等优良性能,这些性能正好弥补了原有外护套存在的缺点。同时网状结构具有非常强的抗撕裂性能,不会发生断裂事故,确保电线的安全使用。
本发明的电动车电机阻燃控制电线外护套的加工方法,其最佳比例是取母胶38%,补强剂30%,耐热增塑剂12%,填充料15%,稳定剂4%,防护剂、交联剂及交联助剂和阻燃剂1%,稳定性最好。所述交联完成的电线成品,再经过冷却水冷却、吹干、印字、收盘、检验、入库。所述的胶片厚度H可以为1.5-2mm,宽度K可以为180-220mm,根据不同规格的电线,即挤包后的外径也不同,厚度及宽度有所不同,视实际情况而定。
附图说明
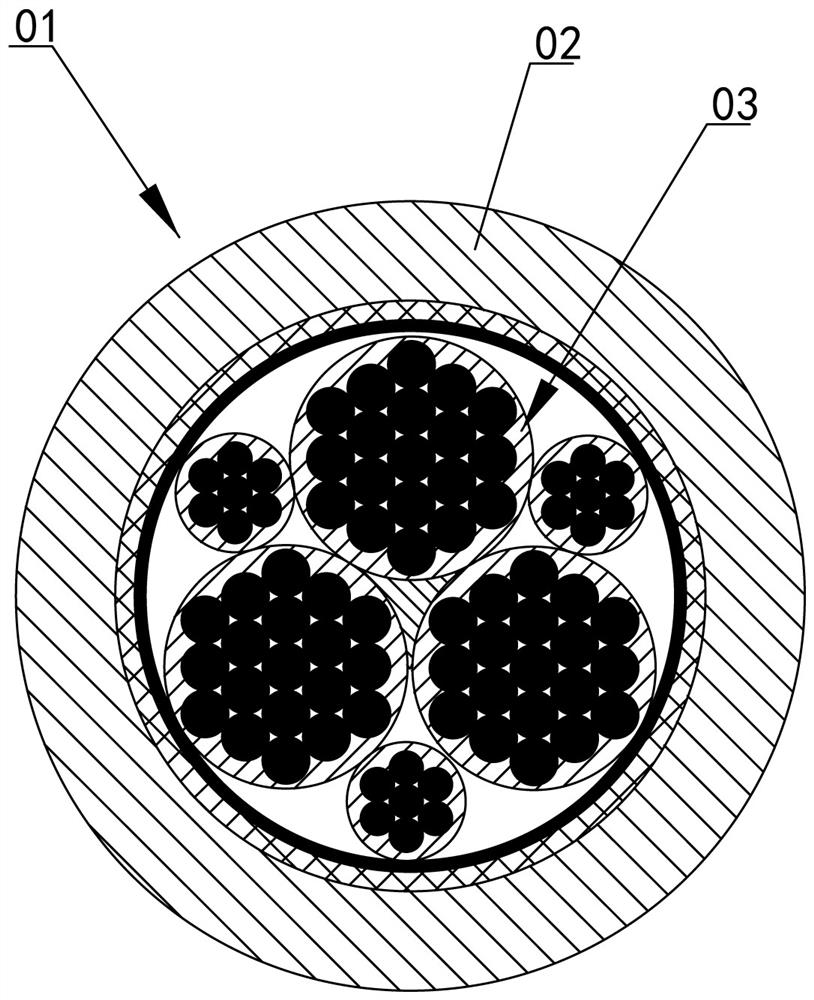
图1是本发明的带外护套电线成品截面示意图;
图2是本发明的胶片端面示意图。
具体实施方式
本发明涉及一种电动车电机阻燃控制电线外护套的加工方法,如图1、图2所示,按重量比例,取母胶25~45%,补强剂20~35%,耐热增塑剂10~15%,填充料10~40%,稳定剂3~5%,防护剂、交联剂及交联助剂和阻燃剂1%;
所述的母胶为氯化聚乙烯(CPE)与氟橡胶共混,氯化聚乙烯(CPE)与氟橡胶的共混比例为:50/90:50/10;
所述的补强剂为N330/N550炭黑;
所述的耐热增塑剂为偏苯三酸酐TOTM和癸二酸二辛酯DOS;
所述的填充料为碳酸钙CaCO
所述的稳定剂为氧化镁MgO;
所述的防护剂为石蜡,所述的交联剂为过氧化二异丙苯(DCP),所述的交联助剂为三烯丙基异三聚氰酸酯(TAIC),所述的阻燃剂为三氧化二锑Sb
其加工步骤包括:
①、塑炼:将氯化聚乙烯(CPE)与氟橡胶按重量比例放入开炼机共混塑炼,待混合均匀后,定量打卷停放至少8小时,得到母胶;
②、混炼:将塑炼后的母胶与补强剂、增塑剂和填充料放入密炼机混炼,混炼均匀后,再加入稳定剂和阻燃剂用密炼机混炼,混炼均匀后,排料到开炼机上薄通打卷停放8小时以上,得到混炼胶;
③、加交联剂:将停放后的混炼胶放入开炼机上,再添加交联剂,待交联剂分散均匀后,打卷移到出片机上;
④、出片:出片机开练出片,得到胶片,胶片经过冷却机冷却,装框待用;
⑤、挤压和交联:将胶片送入装有导线03的挤橡成型机,在挤橡成型机模具的作用下,将胶片挤包在导线外围,定型成电线,定型后的电线再穿过施加1MPa压力的蒸汽交联管道,进行1—2分钟连续交联,得到带外护套02的电线成品01。
本方案在原有生产工艺的基础上,加工时,先将氯化聚乙烯与氟橡胶按重量比例先后投放入开炼机中进行共混塑炼,得到母胶,母胶的共混比例为50/90:50/10,再将母胶放入密炼机中,先后加入补强剂、增塑剂和填充料进行混炼,混炼均匀后,再加入稳定剂和阻燃剂进行混炼,排料到开炼机上薄通打卷停放8小时以上,得到混炼胶,接着,将混炼胶加入交联剂再次进行混炼,使交联剂分散均匀,打卷移到出片机上,出片机其实也是开炼机,上述开炼机用于混炼,此开炼机用于出片,再将开练出的胶片经过电线专用冷却机进行冷却,装框待用,最后是进行挤压和交联,将胶片送入装有导线的挤橡成型机,导线包括动力线和信号线,动力线一般是2-8根,信号线一般是2-20根,如图1所示为一种实施例,有3根动力线和3根信号线,预装在挤橡成型机中,然后在挤橡成型模具的作用下,将胶片挤包在导线外围,定型成电线,电线再穿过施加1MPa压力的蒸汽交联管道,进行1—2分钟连续交联,得到带外护套的电线成品,即外护套与电动车电机阻燃控制电线同时成型。本方案将外护套生产工艺和材料进行了改进,原有外护套的材料为聚氯乙烯(PVC),通过塑料挤出机加热塑化,模具挤压,水槽冷却成型,成型后的聚氯乙烯(PVC)的分子结构仍成线型结构,受热变软,遇冷变硬,容易磨损,成型前后其性能无明显变化。氯化聚乙烯(CPE橡胶)与氟橡胶共混胶在交联前,其分子也是线型结构,在一定条件下,添加一定的配合剂使胶料中的橡胶分子与交联剂发生化学反应,其结构由线型结构交联成为立体网状结构,使胶料具备高强度、高弹性、高耐磨、抗腐蚀、受热无熔融等优良性能,这些性能正好弥补了原有外护套存在的缺点。同时网状结构具有非常强的抗撕裂性能,不会发生断裂事故,确保电线的安全使用。在实际实际生产中,外护套材料的最佳比例是取母胶38%,补强剂30%,耐热增塑剂12%,填充料15%,稳定剂4%,防护剂、交联剂及交联助剂和阻燃剂1%,稳定性最好。所述的密炼机、开炼机、出片机(开炼机)、挤橡成型机和蒸汽交联管道(也可称为硫化管道)均为已有技术,市场上有售,密炼机、开炼机、出片机为混炼橡胶生产流水线,挤橡成型机、蒸汽交联管道为电线制作流水线。所述交联完成的电线成品,再经过冷却水冷却、吹干、印字、收盘、检验、入库。所述的胶片04厚度H可以为1.5-2mm,宽度K可以为180-220mm,根据不同规格的电线,即挤包后的外径也不同,厚度及宽度有所不同,视实际情况而定。
- 电动车电机阻燃控制电线外护套的加工方法
- 电动车电机阻燃控制电线