搪玻璃片式冷凝器安装设备及安装方法
文献发布时间:2023-06-19 11:00:24
技术领域
发明涉及化工机械设备领域,更具体涉及一种搪玻璃片式冷凝器安装设备。
背景技术
搪玻璃片式冷凝器由搪玻璃底、盖、双面搪玻璃夹层凹凸片、丁腈橡胶垫圈、U型胶管和紧固件等组成重迭式组装结构。主要用于农药、医药、有机及无机化工等工业生产系统中带有酸性及弱碱性的气体、液体的热交换。其特点是主要通过热介质与冷却水的逆相流动进行热交换,经过介质的反复扩散、流动,有效地提高了冷凝效率并消除了气流外泄现象。在目前对于搪玻璃片式冷凝器的组装过程通常包括检验、组装、固定、试压、调整等,紧固件包括至少8根连杆以及固定螺母。对于现有的安装方式具有以下的缺陷:一、搪瓷夹层凹凸片进行固定的过程中需要保持紧固件的压合力相同,如果压合力不同则有可能造成泄露,在较大压力下甚至造成液体崩出烫伤操作者,如果所有的紧固件都压得很紧,很导致密封件完全被压缩,使用寿命短,且后期也会造成泄露,但是单纯的人工进行固定很难保证在施压过程中每个紧固件的压合力相同;二、同时,如果紧固件的压合力不同容易造成搪瓷夹层凹凸片的弯曲,导致搪瓷层崩坏,造成次品严重时容易导致安全事故;三、在试压的过程中,可能会出现某个搪瓷夹层凹凸片的压力有问题,这种情况下就需要将所有的紧固件拆开,进行更换,在进行紧固件的压合,在试压,过程繁琐耗时耗力,工作效率低。。
发明内容
为了解决上述问题,发明的目的在于提供了一种使用方便、节省人工、节约组装时间提高工作效率、压力恒定的搪玻璃片式冷凝器安装设备。
根据发明的一个方面,提供了搪玻璃片式冷凝器安装设备,包括安装导轨、外观检测组件、吊装组件、第一组装平台、测试平台、恒压固定组件和第二组装平台,安装导轨上依次设有外观检测组件、第一组装平台和测试平台,第一组装平台和测试平台固定设置在安装导轨上,外观测试组件通过滑块设置在安装导轨上且在安装导轨上滑动靠近或者远离第一组装平台,吊装组件设置在安装轨道的上方且能够移动到外观检测组件、第一组装平台、测试平台和第二组装平台的上方,第二组装平台与安装导轨之间具有操作空间且设置在安装导轨上具有测试平台的一端。
在一些实施方式中,恒压固定组件包括连接座、第一压合组件、第二压合组件、驱动件和调整件,第一压合组件安插在连接板内且的通过调整件连接第一压合组件,第二压合组件安装在连接板远离第一压合组件的一端且能够在连接板上滑动,驱动件固定设置在连接板上且驱动第二压合组件远离或者靠近第一压合组件,第一压合组件包括第一安装架和可拆卸设置在第一安装架一端的第一压合块,第一安装架为″U″字型。
在一些实施方式中,第二压合组件包括第二安装架、驱动块和第二压合块,第二安装架的一端垂直固定驱动块,第二安装架远离驱动块一端的背面设有第二压合块,驱动件的输出端穿过连接板直接与驱动块连接。
在一些实施方式中,调整件包括第一调整孔、第二调整孔和固定销,第一调整孔设在连接板上,第二调整孔设置在第一安装架上,第一调整孔和第二调整孔均设有多个,固定销穿过第一调整孔和第二调整孔,驱动件为液压缸。
在一些实施方式中,外观检测组件包括至少一组支架部件,支架部件包括第一支架和第二支架,第一支架和第二支架安装在滑块上,第一支架和第二支架的顶部均设有V型槽,第一支架与第二支架的底部设置连接杆,连接杆限定第一支架与第二支架之间的距离。
在一些实施方式中,第一组装平台、测试平台和第二组装平台的顶部均设有支撑架,支撑架的顶部与搪玻璃片式冷凝器的底部贴合。
搪玻璃片式冷凝器安装方法,利用所述的搪玻璃片式冷凝器安装设备进行安装,包括如下步骤:
一、底部部件检测,将搪玻璃片式冷凝器的底部部件进行检测,对于检测合格的将搪玻璃片式冷凝器的底部部件利用吊装组件放置到第一组装平台上;
二、放置密封件,将密封件放置到将搪玻璃片式冷凝器的底部部件的顶部;
三、搪瓷夹层凹凸片检测,利用吊装组件将搪瓷夹层凹凸片放置到外观检测组件上,翻转搪瓷夹层凹凸片进行检测;
四、预组装,将检验合格的搪瓷夹层凹凸片利用所述吊装组件移动至搪玻璃片式冷凝器的底部部件的顶部放置,再依次放置密封件和搪瓷夹层凹凸片;
五、顶部部件检测,将搪玻璃片式冷凝器的顶部部件进行检测,对于检测合格的将搪玻璃片式冷凝器的顶部部件利用吊装组件放置到第一组装平台上的搪瓷夹层凹凸片上,搪瓷夹层凹凸片和搪玻璃片式冷凝器的顶部部件之间设有密封件;
六、恒压固定,利用恒压固定组件对预组装好的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片进行恒压固定;
七、吊装试压,利用吊装组件将加工固定好的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片吊装到测试平台,进行试压检测;
八、紧固件固定,对于试压合格的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片,利用所述吊装组件移动到第二组装平台,进行紧固件的固定;
九、下线出场,对于组装完成的搪玻璃片式冷凝器,拆除恒压固定组件利用所述吊装组件移动下发明,出场运送至仓库。
在一些实施方式中,步骤六中的恒压固定组件设置6-12个且均匀分布在搪玻璃片式冷凝器的外壁。
在一些实施方式中,步骤七中出现不合格的部件,则松开所述恒压固定组件,利用吊装组件进行吊装更换不合格的部件,再重复实施步骤六和步骤七直至合格为止。
在一些实施方式中,步骤八中利用紧固件进行固定是采用力矩扳手旋紧固定螺栓,进而保证所有的紧固件压合力相同。
发明通过安装导轨,便于对搪瓷夹层凹凸片进行检测、转运以及组装;通过设置外观检测组件对搪瓷夹层凹凸片进行翻转检测搪瓷夹层凹凸片的外观是否存在崩瓷、磕碰以及其他的损坏;在完成外观检测以后,利用吊装组件对完成检测的搪瓷夹层凹凸片进行吊装组装移动到下一工序,节约人工的同时更加省力;利用第一组装平台完成外观检测的搪瓷夹层凹凸片,先进行组装;再利用恒压固定件组件进行固定,这样的设有提高组装效率的同时大大降低了工人的劳动强度,提高产品的合格率。
通过驱动件保持第一压合组件与第二压合组件之间的压力,以便于在对搪玻璃片式冷凝器试压时既能保证紧固力相同,又能够在需要调整时快速的拆卸更换,提高组装效率;利用第一压合块和第二压合块从上下同时固定住搪瓷夹层凹凸片,防止在试压过程中造成产品崩瓷,提高成品率;利用调整件便于在相对较大的范围调整第一压合块和第二压合块之间的距离,以便于适用不同规格的产品。
附图说明
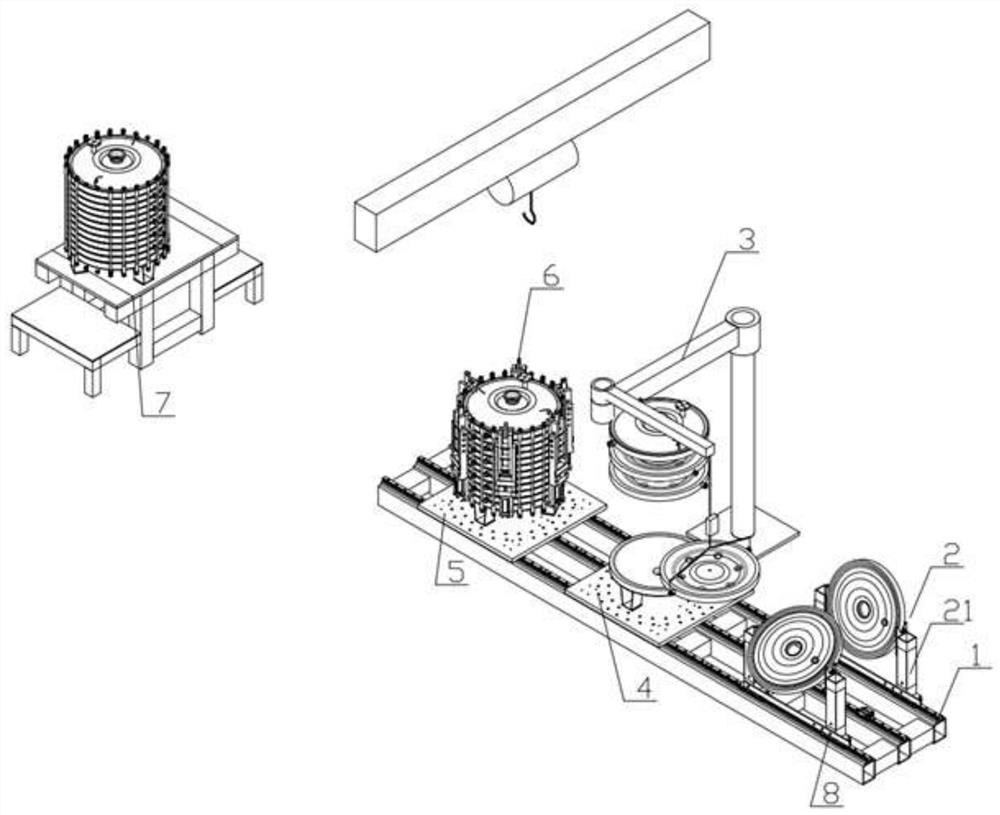
图1是发明搪玻璃片式冷凝器安装设备的结构示意图;
图2是发明搪玻璃片式冷凝器安装设备的恒压固定组件的结构示意图;
图3是发明搪玻璃片式冷凝器安装设备的恒压固定组件的分解示意图;
图4是发明搪玻璃片式冷凝器安装设备的恒压固定组件安装状态示意图;
图5是发明搪玻璃片式冷凝器安装设备的外观检测组件的结构示意图。
具体实施方式
下面结合附图所示的各实施方式对发明进行详细说明,但应当说明的是,这些实施方式并非对发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法或者结构上的等效变换或替代,均属于发明的保护范围之内。
在发明的描述中,需要说明的是,除非另有规定和限定,术语″安装″、″相连″、″连接″应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解所述术语的具体含义。
如图1所示,发明所述的搪玻璃片式冷凝器安装设备,包括安装导轨1、外观检测组件2、吊装组件3、第一组装平台4、测试平台5、恒压固定组件 6和第二组装平台7,安装导轨1上依次设有外观检测组件2、第一组装平台4和测试平台5,第一组装平台4和测试平台5固定设置在安装导轨1上,外观测试组件通过滑块8设置在安装导轨1上且在安装导轨1上滑动靠近或者远离第一组装平台4,吊装组件3设置在安装轨道的上方且能够移动到外观检测组件2、第一组装平台4、测试平台5和第二组装平台7的上方,第二组装平台7与安装导轨1之间具有操作空间且设置在安装导轨1上具有测试平台5的一端。通过安装导轨1,便于对搪瓷夹层凹凸片进行检测、转运以及组装;通过设置外观检测组件2对搪瓷夹层凹凸片进行翻转检测搪瓷夹层凹凸片的外观是否存在崩瓷、磕碰以及其他的损坏;在完成外观检测以后,利用吊装组件3对完成检测的搪瓷夹层凹凸片进行吊装组装移动到下一工序,节约人工的同时更加省力;利用第一组装平台4完成外观检测的搪瓷夹层凹凸片,先进行组装;再利用恒压固定件组件进行固定,这样的设有提高组装效率的同时大大降低了工人的劳动强度,提高产品的合格率。
如图2和图3所示,恒压固定组件6包括连接座61、第一压合组件62、第二压合组件63、驱动件64和调整件65,第一压合组件62安插在连接座 61内且的通过调整件65连接第一压合组件62,第二压合组件63安装在连接座61的远离第一压合组件62的一端且能够在连接座61上滑动,驱动件 64固定设置在连接座61上且驱动第二压合组件63远离或者靠近第一压合组件62。通过驱动件64保持第一压合组件62与第二压合组件63之间的压力,以便于在对搪玻璃片式冷凝器试压时既能保证紧固力相同,又能够在需要调整时快速的拆卸更换,提高组装效率;利用第一压合块622和第二压合块633从上下同时固定住搪瓷夹层凹凸片,防止在试压过程中造成产品崩瓷,提高成品率;利用调整件65便于在相对较大的范围调整第一压合块622和第二压合块633之间的距离,以便于适用不同规格的产品。
调整件65包括第一调整孔651、第二调整孔652和固定销653,第一调整孔651设在连接座61上,第二调整孔652设置在第一安装架621上,第一调整孔651和第二调整孔652均设有多个,固定销653穿过第一调整孔651和第二调整孔652。通过利用第一调整孔651和第二调整孔652交错便于在相对较大的范围调整第一压合块622和第二压合块633之间的距离,以便于适用不同规格的搪玻璃片式冷凝器。
驱动件64的输出端穿过连接座61直接与驱动块632连接。连接座61 的底部设有安装平台,安装平台的两端延伸出两个支架,第一调整孔651安装设置在这两个支架上,安装平台上设有通孔,驱动件64的输出端穿过通孔直接连接驱动块632。同时两个对称的支架上设有滑槽,驱动块632上设于与滑槽匹配的滑块8,以便于使第二压合组件63在连接座61上移动。
第一压合组件62包括第一安装架621和可拆卸设置在第一安装架621 一端,第一安装架621为″U″字型。第二调整孔652设置在第一安装架 621的两个凸起上。第一压合块622上最优是与搪玻璃片式冷凝器的顶部或者底部匹配以便于在驱动件64驱动时能够限定在预定位置上。
第二压合组件63包括第二安装架631、驱动块632和第二压合块633,第二安装架631的一端垂直固定驱动块632,第二安装架631远离驱动块 632一端的背面设有第二压合块633。第一压合块622上最优是与搪玻璃片式冷凝器的顶部或者底部匹配以便于在驱动件64驱动时能够限定在预定位置上
驱动件64为液压缸。液压缸能够提供相对于气缸更大的压合力,更加的稳定可靠。
如图4所示,在多个搪瓷夹层凹凸片以及密封件交替放置完成竖直方向的组装以后,利用发明进行紧固试压,在使用过程中,发明需要多个配合使用,通常数量时2的倍数。首先,拔出固定销653调整好第一压合块622 和第二压合块633之间的距离,在将固定销653插入第一调整孔651和第二调整孔652进行固定;其次,将多个驱动件64的压力调整为相同的数值;再次,将第一压合块622放置到搪玻璃片式冷凝器的顶部,第二压合块633 放置到将搪玻璃片式冷凝器的底部;继而,在搪玻璃片式冷凝器的对称位置在按上述方法放置多个发明;最后,依次驱动对称位置的驱动件64完成紧固,然后在进行试压。如果试压检测合格,则直接利用扭矩扳手对紧固件进行固定,所有的紧固件都完成固定以后再撤下发明,完成组装;如果检测不合格,直接松开驱动件64进行更换,效率更高。
吊装组件3包括但不限于行车、悬臂起重机、电动葫芦、桥式起重机、门式起重机、塔式起重机、流动式起重机、门座式起重机、升降机、缆索式起重机、桅杆式起重机等垂直升降再水平移动重物的设备。
如图5所示,外观检测组件2包括至少一组支架部件21,支架部件21 包括第一支架211和第二支架212,第一支架211和第二支架212安装在滑块8上,第一支架211和第二支架212的顶部均设有V型槽213,第一支架211与第二支架212的底部设置连接杆214,连接杆214限定第一支架211与第二支架212之间的距离。搪瓷夹层凹凸片的两侧设有进液口和出液口用于热介质或者冷介质的进入以及排出,因此进液口和出液口都是凸起在搪瓷夹层凹凸片上在组装之后通过管道进行连通,在进行检测时就将进液口和出液口放置在第一支架211和第二支架212的顶部的设有V型槽213 内,最优的是V型槽213的底部设有圆弧面,以便于对搪瓷夹层凹凸片进行翻转,检查搪瓷夹层凹凸片的外部有没有崩瓷、磕碰、裂纹等问题。同时连接杆214上可以开有多个孔,再用螺栓与第一支架211或者第二支架212 进行固定,进而对第一支架211与第二支架212之间的距离进行调整,以适应于不同规格的搪瓷夹层凹凸片的检查。
第一组装平台4、测试平台5和第二组装平台7的顶部均设有支撑架,支撑架的顶部与搪玻璃片式冷凝器的底部贴合。由于搪玻璃片式冷凝器的底部具有撑脚,但是主体是具有弧形的,因此较大的贴合面保证搪玻璃片式冷凝器放置更加稳定。
玻璃片式冷凝器安装方法,利用所述的搪玻璃片式冷凝器安装设备进行安装,包括如下步骤:
一、底部部件检测,将搪玻璃片式冷凝器的底部部件进行检测,对于检测合格的将搪玻璃片式冷凝器的底部部件利用吊装组件3放置到第一组装平台4上;
二、放置密封件,将密封件放置到将搪玻璃片式冷凝器的底部部件的顶部;
三、搪瓷夹层凹凸片检测,利用吊装组件将搪瓷夹层凹凸片放置到外观检测组件2上,翻转搪瓷夹层凹凸片进行检测;
四、预组装,将检验合格的搪瓷夹层凹凸片利用所述吊装组件3移动至搪玻璃片式冷凝器的底部部件的顶部放置,再依次放置密封件和搪瓷夹层凹凸片;
五、顶部部件检测,将搪玻璃片式冷凝器的顶部部件进行检测,对于检测合格的将搪玻璃片式冷凝器的顶部部件利用吊装组件3放置到第一组装平台4上的搪瓷夹层凹凸片上,搪瓷夹层凹凸片和搪玻璃片式冷凝器的顶部部件之间设有密封件;
六、恒压固定,利用恒压固定组件6对预组装好的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片进行恒压固定;
七、吊装试压,利用吊装组件3将加工固定好的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片吊装到测试平台5,进行试压检测;
八、紧固件固定,对于试压合格的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片,利用所述吊装组件3移动到第二组装平台7,进行紧固件的固定;
九、下线出场,对于组装完成的搪玻璃片式冷凝器,拆除恒压固定组件 6利用所述吊装组件3移动,出场运送至仓库。
步骤六中的恒压固定组件6设置6-12个且均匀分布在搪玻璃片式冷凝器的外壁。在具体实施中利用恒压固定组件6每两个对称设置在组装好的搪玻璃片式冷凝器的顶部部件、搪玻璃片式冷凝器的底部部件和搪瓷夹层凹凸片上,设置6-12个恒压固定组件6均匀分布,设置的恒压固定组件6的数量根据需要维持的紧固压力,以及驱动件的驱动力进行调整,为了提供组装效率通常设置6个恒压固定组件6,既能保证紧固所需的压力,又可以减少恒压固定组件6的使用提高效率。
步骤七中出现不合格的部件,则松开所述恒压固定组件6,利用吊装组件3进行吊装更换不合格的部件,再重复实施步骤六和步骤七直至合格为止。在现有的安装中,最麻烦的就是试压如果出现不合格的部件,就需要将之前固定好的紧固件全部拆除,进行更换之后再利用紧固件进行压合,试压,直至全部合格为止,对于紧固件压合力需要相同,以避免压合力不同容易造成搪瓷夹层凹凸片的弯曲,导致搪瓷层崩坏,造成次品严重时容易导致安全事故。因此调整更换非常的费时费力。
步骤八中利用紧固件进行固定是采用力矩扳手旋紧固定螺栓,进而保证所有的紧固件压合力相同。以避免压合力不同容易造成搪瓷夹层凹凸片的弯曲,导致搪瓷层崩坏,造成次品严重时容易导致安全事故。
本发明采用流水线作业的安装方法,通过安装导轨1便于对搪瓷夹层凹凸片进行检测、转运以及组装;通过设置外观检测组件2对搪瓷夹层凹凸片进行翻转检测搪瓷夹层凹凸片的外观是否存在崩瓷、磕碰以及其他的损坏;在完成外观检测以后,利用吊装组件3对完成检测的搪瓷夹层凹凸片进行吊装组装移动到下一工序,节约人工的同时更加省力;利用第一组装平台4完成外观检测的搪瓷夹层凹凸片,先进行组装;再利用恒压固定件组件进行固定,这样的设有提高组装效率的同时大大降低了工人的劳动强度,提高产品的合格率,经实践减少一半的组装人员的情况下还能提高50%-60%的产量。
以上所述的仅是发明的一些实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离发明的创造构思的前提下,还可以做出其它变形和改进,这些都属于发明的保护范围。
- 搪玻璃片式冷凝器安装设备及安装方法
- 搪玻璃片式冷凝器安装设备