一种陶瓷酒瓶烘干装置
文献发布时间:2023-06-19 11:16:08
技术领域
本发明涉及一种陶瓷酒瓶烘干装置,涉及陶瓷酒瓶生产技术领域。
背景技术
目前,生产成型后的陶瓷酒瓶瓶体内部需要作加热烘干处理,但是因为瓶体材质为陶瓷,对于加热温度的控制有需求,且长时间加热可能造成陶瓷材质的形变,进一步地,由于成型后的陶瓷酒瓶瓶口窄小,无法放入大型加热源对瓶体内部作充分加热,能够放入瓶体内的块状加热源无法实现瓶体内的充分烘干,且需要长时间作业,效率低下,加热效果差。现有技术中,采用体积较大的翻转架车将瓶体倒置,再向瓶体内部放入加热源作烘干处理,采用此种方法烘干15-25L的陶瓷酒瓶内部需要20个小时以上的时间,如果是15-25L石膏模具内的烘干需要24个小时以上的时间才能完成,且采用小型块状加热源的方式烘干,对瓶体内部整体加热效果差;进一步地,所述翻转架车占地面积大,使用不方便,且一次只能对一个瓶体作烘干处理,处理效率非常低。
申请号为CN202011416878.5的发明专利申请公开了一种药瓶干燥机,涉及药瓶干燥技术领域,包括底座、转动座、若干个药瓶夹持机构、吸附机构和吹风机构,转动座转动设置在底座的上端面,转动座的大径为底座的大径的二分之一,若干个药瓶夹持机构呈环形内嵌在转动座的径向侧壁,吸附机构和吹风机构均内嵌在底座的上端边缘位置。该发明为一种药瓶干燥机,通过转动座围绕若底座的上端转动,带动药瓶夹持机构围绕底座的上端面转动,可分别通过吸附机构和吹风机构对药瓶夹持机构所夹持的药瓶内清洗残留液进行吸附和吹干操作,从而使得药瓶内干净无残留液,避免滋生细菌或者粘附灰尘,使得药瓶存储药液或者粉剂时,药品的药效能够得到有效延长,降低用药的安全隐患。但是该申请装置是针对小型药瓶的干燥处理,对于大口径的瓶体的处理无法实现,且该装置只是通过单一的吹风机构作吹风和吸附工作,仅通过来回往复的风能对瓶体内的液体去除,该方法干燥效果不好,且如果用于大瓶体的瓶内干燥,用时较长,干燥效率低,对资源造成大量的浪费。
发明内容
本发明的发明目的在于,针对上述存在的问题,提供了一种陶瓷酒瓶烘干装置,有效解决了陶瓷酒瓶在生产后期瓶内烘干处理时间特别长、处理效率低、处理效果差的问题,通过加热管吹送热风和吸风管抽吸瓶内空气的协同作用,在陶瓷瓶内的热空气和抽吸走的空气形成对流,瓶内空气产生的压强差形成整体的循环对流,加速了瓶体内的干燥速度,相对于现有技术陶瓷酒瓶的瓶内烘干减少了20个小时以上的干燥时间。
本发明采用的技术方案如下:
本发明公开了一种陶瓷酒瓶烘干装置,包括陶瓷酒瓶放置回转带和架设在陶瓷酒瓶放置回转带上的若干烘干工位,其特征在于,所述烘干工位包括加热装置和吸风装置,所述加热装置包括风机连接加热丝,加热丝连接加热管从瓶口伸入瓶体内部,所述吸风装置包括离心风机连接吸风管从瓶口伸入瓶体内部。
进一步地,所述加热管和吸风管从同一陶瓷酒瓶瓶口伸入陶瓷酒瓶内部,所述加热管伸入瓶体内部长度长于吸风管伸入瓶体内部长度设置。
进一步地,所述加热管管体下部设置若干第一通气圆孔,第一通气圆孔均匀分布在加热管管体上,所述加热管管体圆形底端中心设置第二通气圆孔,加热管管体圆形底端外圆边缘设置若干条形通气孔。
进一步地,所述加热管上设置第一限位块,吸风管上设置第二限位块;所述第一限位块上设置第一控制把手,第二限位块上设置第二控制把手。
进一步地,所述加热丝连接温控器,温控器控制加热丝加热温度为70-90℃。
进一步地,所述加热管和吸风管下端管口处设置梯形中空罩,梯形中空罩呈下侧开口的合围梯形壳状结构,所述梯形中空罩上表面设置供加热管和吸风管穿过的圆形通孔。
进一步地,所述陶瓷酒瓶放置回转带呈椭圆形回转结构,陶瓷酒瓶放置回转带上设置支撑架架设若干烘干工位,所述相邻若干烘干工位间距0.5-1m。
进一步地,所述陶瓷酒瓶放置回转带相对称的烘干工位支撑架之间设置T形支撑架,所述T形支撑架横向和竖向L形交接面设置倒角槽钢,倒角槽钢通过精制螺栓连接T形支撑架。
进一步地,本发明公开了一种陶瓷酒瓶烘干装置的使用方法,包括如下步骤:
S1:放置若干瓶体于陶瓷酒瓶放置回转带上,瓶体放置位置正对烘干工位梯形中空罩下方,所述若干陶瓷酒瓶瓶体放置数量等于烘干装置的烘干工位数量;
S2:所述供干工位加热装置开始工作,加热管向下伸入陶瓷酒瓶瓶体内部,风机和加热丝作业向瓶体内输送热风,对瓶体内环境作预热处理;
S3:温控器控制加热丝温度达到70-90℃,吸风管向下伸入陶瓷酒瓶瓶体内部,离心风机连接吸风管抽取瓶体内气体,所述吸风管伸入瓶体内长度短于加热管伸入瓶体内长度,加热管和吸风管持续作业,在4小时内完成瓶体内的烘干脱模。
本发明的技术效果如下:
本发明提供了一种陶瓷酒瓶烘干装置,通过在陶瓷酒瓶内同时做吹热风和吸风工作,在瓶体内形成对流热空气,陶瓷酒瓶瓶体内的烘干处理时间大大缩减,处理效率高,瓶体内整体烘干效果好。
具体如下:
1、本发明通过伸入瓶体内的加热管和吸风管协同作用,加热管伸入瓶体内深度较长,加热管体伸入瓶体内部分管体上设有均匀分布的送气孔,由于热空气在瓶内是向上移动的,通气时在瓶底输送热空气,热空气向上移动,使瓶体内均匀受热,吸风管伸入瓶体内深度短于加热管伸入瓶体内深度,吸风管抽取瓶体内空气和向上的热空气,和加热管协同作用形成瓶内的压强差,使得瓶内空气循环速度加快,瓶体内的干燥速度极大地提升。
2、本发明通过陶瓷酒瓶放置回转带可以同时对多个陶瓷酒瓶作烘干处理,处理效率提升,且陶瓷酒瓶放置回转带上架设支撑架,所述支撑架结构简单,支撑效果好,能够有效地支撑烘干工位内放置的风机重量。
3、本发明加热装置的风机和吸风装置的离心风机可以协同第一控制把手和第二控制把手控制输送热风和抽吸瓶内空气的速率,以达到最优的烘干效果。
4、本发明设置了梯形中空罩,通过梯形中空罩形成的包络空间可以完全覆盖陶瓷酒瓶瓶口,可以避免因烘干排水空气上升,长时间作业水汽进入烘干工位内影响机械的正常运行,通过梯形中空罩可将上升的水汽阻隔在梯形中空罩内,水汽上升后可通过梯形中空罩四边斜面对水汽作有效排出处理。
附图说明
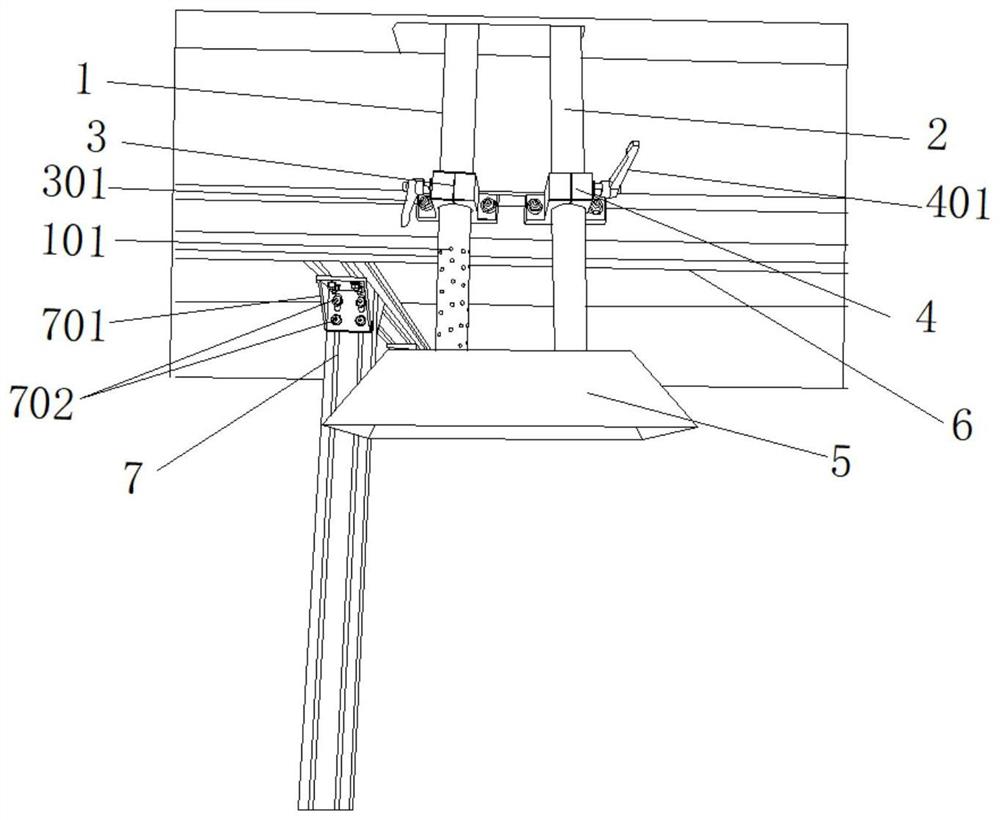
图1是本发明烘干工位结构示意图;
图2是本发明烘干工位仰视示意图。
图中标记:1-加热管,101-第一通气圆孔,102-第二通气圆孔,103-条形通气孔,2-吸风管,3-第一限位块,301-第一控制把手,4-第二限位块,401-第二控制把手,5-梯形中空罩,6-支撑架,7-T形支撑架,701-倒角槽钢,702-精制螺栓。
具体实施方式
下面结合附图,对本发明作详细的说明。
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
本实施例中,所采用的数据为优选方案,但并不用于限制本发明;
本实施例中选用15-25L的陶瓷酒瓶作烘干处理。
如图1-2所示,本实施例提供了一种陶瓷酒瓶烘干装置,包括陶瓷酒瓶放置回转带和架设在陶瓷酒瓶放置回转带上的若干烘干工位,所述烘干工位包括加热装置和吸风装置,所述加热装置包括风机连接加热丝,加热丝连接加热管从瓶口伸入瓶体内部,所述吸风装置包括离心风机连接吸风管从瓶口伸入瓶体内部。
本实施例中,所述加热管和吸风管从同一陶瓷酒瓶瓶口伸入陶瓷酒瓶内部,所述加热管伸入瓶体内部长度长于吸风管伸入瓶体内部长度设置。
优选地,通过如下试验数据对比,得到加热管和吸风管伸入瓶体内长度关系对烘干时间和效果的影响,本试验加热、吸风速率相同,加热温度和时间相同;
(1)吸风管从陶瓷酒瓶瓶口进入伸入瓶底,加热管从同一陶瓷酒瓶瓶口进入伸入陶瓷酒瓶瓶颈位置,热风无法进入瓶内进行循环,瓶内烘干效果差;
(2)吸风管和加热管从同一陶瓷酒瓶瓶口进入伸入陶瓷酒瓶瓶颈位置,吸风管和加热管在瓶体内伸入长度相同,热风进入瓶内很快就被吸风管吸走,无法形成有效的热循环,瓶内烘干效果不好,仍有部分水渍残留;
(3)吸风管从陶瓷酒瓶瓶口进入伸入酒瓶瓶颈位置,加热管从同一陶瓷酒瓶瓶口进入伸入陶瓷酒瓶瓶底位置,由于热风比空气质量轻,所以热风从加热管输出后在瓶体底部自下而上的上升,吸风管在上方抽吸空气和上升的热气流,通过上下存在温差和吸风管加速热空气的循环,瓶体内供干效果好,且无瓶体裂纹产生。
综上所述,加热管伸入瓶体内部长度长于吸风管伸入瓶体内部长度设置烘干效果最好。
进一步地,所述加热管管体下部设置若干第一通气圆孔,第一通气圆孔均匀分布在加热管管体上,所述加热管管体圆形底端中心设置第二通气圆孔,加热管管体圆形底端外圆边缘设置若干条形通气孔;本实施例中,所述加热管罐体下部进入瓶体内,通过所述管体上设置的第一通气圆孔、第二通气圆孔和条型通气孔输送热气,因为水渍残留多向瓶底堆积,通过全方位通气孔设置使得瓶体底部整体受热,烘干效果更好。
本实施例中,所述加热管上设置第一限位块,吸风管上设置第二限位块;所述第一限位块上设置第一控制把手,第二限位块上设置第二控制把手。
优选地,本实施例中,所述第一限位块夹持加热管、第二限位块夹持吸风管固定在支撑架上,避免因输气和吸气过程中管体晃动,加热管和吸气管在陶瓷酒瓶体内破坏陶瓷酒瓶结构。
进一步地,所述第一控制把手和第二控制把手连接加热管和吸风管内的输气控制阀,通过人工调整输气和吸气的速率,以满足出现不同的装置运行状况。
本实施例中,所述加热丝连接温控器,温控器控制加热丝加热温度为70-90℃。
进一步地,通过如下试验对比,得到最优的加热温度区间,本试验加热时间和其他加热条件相同;
(1)当加热管送风温度在0-60℃,陶瓷酒瓶瓶体内残留部分水渍,烘干效果不好;
(2)当加热管送风温度在70-90℃,陶瓷酒瓶瓶体内无水渍残留,且瓶身无破损裂纹,烘干效果最好;
(3)当加热管送风温度在90-150℃,加热温度过高,陶瓷酒瓶产生可见的裂纹,烘干效果不好。
综上所述,当温控器控制加热丝加热温度为70-90℃送气时,瓶内烘干效果最好。
优选地,本实施例中,所述加热装置风机采用罗茨鼓风机,吸风装置采用相同风量和压力的高温离心风机。进一步地,本实施例通过如下试验数据对比,在相同作业时间内,得到最优的风量和压力数值范围。
(1)罗茨鼓风机和高温离心风机的风量在0.44-1.22m
(2)罗茨鼓风机和高温离心风机的风量在1.22-2.0m
(3)罗茨鼓风机和高温离心风机的风量在2.0-2.78m
综上所述,罗茨鼓风机和高温离心风机的风量在1.22-2.0m
进一步地,本实施例中,设置高温离心风机的风量在1.22-2.0m
(1)设置罗茨鼓风机和高温离心风机的风量和压力相同,陶瓷酒瓶烘干时间在5-6个小时;
(2)设置罗茨鼓风机的风量和压强高于高温离心风机的风量和压强,陶瓷酒瓶烘干时间在3-4个小时;
(3)设置罗茨鼓风机的风量和压强低于高温离心风机的风量和压强,陶瓷酒瓶烘干时间在6个小时以上。
综上所述,当设置罗茨鼓风机的风量和压强高于高温离心风机的风量和压强时,陶瓷酒瓶瓶内烘干时间最短。
本实施例中,所述加热管和吸风管下端管口处设置梯形中空罩,梯形中空罩呈下侧开口的合围梯形壳状结构,所述梯形中空罩上表面设置供加热管和吸风管穿过的圆形通孔。本实施例通过梯形中空罩形成的包络空间可以完全覆盖陶瓷酒瓶瓶口,可以避免因烘干排水空气上升,长时间作业水汽进入烘干工位内影响机械的正常运行,通过梯形中空罩可将上升的水汽阻隔在梯形中空罩内,水汽上升后可通过梯形中空罩四边斜面对水汽作有效排出处理。
本实施例中,所述陶瓷酒瓶放置回转带呈椭圆形回转结构,陶瓷酒瓶放置回转带上设置支撑架架设若干烘干工位,所述相邻若干烘干工位间距0.5-1m。优选地,本实施例中相邻烘干工位间距0.8m,可在相邻烘干工位间放置下一轮需要烘干的陶瓷酒瓶,通过陶瓷酒瓶放置回转带转动,自动进行下一轮陶瓷酒瓶的烘干工作。
本实施例中,所述陶瓷酒瓶放置回转带相对称的烘干工位支撑架之间设置T形支撑架,所述T形支撑架横向和竖向L形交接面设置倒角槽钢,倒角槽钢通过精制螺栓连接T形支撑架。优选地,本实施例中支撑架上需要放置罗茨鼓风机和高温离心风机,由于机械重量较大,所以采用T形支撑架作有效支撑;所述T形支撑架在交接点处压力最大,通过设置倒角槽钢和精致螺栓固定,形成T形支撑架交接点的有效支撑,保证整套装置的有效运行。
进一步地,本发明公开了一种陶瓷酒瓶烘干装置的使用方法,包括如下步骤:
S1:放置若干瓶体于陶瓷酒瓶放置回转带上,瓶体放置位置正对烘干工位梯形中空罩下方,所述若干陶瓷酒瓶瓶体放置数量等于烘干装置的烘干工位数量;
S2:所述供干工位加热装置开始工作,加热管向下伸入陶瓷酒瓶瓶体内部,风机和加热丝作业向瓶体内输送热风,对瓶体内环境作预热处理;
S3:温控器控制加热丝温度达到70-90℃,吸风管向下伸入陶瓷酒瓶瓶体内部,离心风机连接吸风管抽取瓶体内气体,所述吸风管伸入瓶体内长度短于加热管伸入瓶体内长度,加热管和吸风管持续作业,在4小时内完成瓶体内的烘干脱模。
本实施例中,通过所述方法对于15-25L的陶瓷酒瓶可在4小时内完成瓶体内的烘干处理,且瓶身无裂纹产生,相对于现有技术节约了20个小时以上的烘干时间。
优选地,通过本装置对15-25L的石膏模具作烘干处理,相对于现有技术烘干时间,本装置可以在8个小时内烘干,比现有技术快了16个小时的时间,节省了大量的时间和资源。
以上所述仅是本发明的优选实施方式,并不用以限制本发明,凡在本发明的精神和原则之内所做的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种陶瓷酒瓶生产用烘干装置
- 一种陶瓷酒瓶烘干装置