一种散热器自动焊接快速装夹工装
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于散热器焊接夹具,尤其涉及一种散热器自动焊接快速装夹工装。
背景技术
铝型材散热器又称作散热器铝型材或太阳花铝型材,铝型材散热器具有外型美观、重量轻、散热性能好,节能效果好等特点。铝型材散热器主要包括芯体总成,在芯体总成两端需要分别焊接一个槽铝,目前的铝型材散热器一般依靠人工进行焊接,但是人工焊接用的力度不均匀,导致焊锡厚度也不均匀,焊口不平整,而且槽铝的一圈都需要与芯体总成端部焊接,所以还需要将芯体总成以及槽铝翻转后再焊接,如果人工进行焊接的话,还需手工进行翻转,焊接效率低下。
发明内容
针对现有技术中所存在的不足,本发明提供了一种散热器自动焊接快速装夹工装,其解决了现有的铝型材散热器由于采用人工进行焊接,导致焊口不平整以及焊接效率低下的问题。
根据本发明实施例一种散热器自动焊接快速装夹工装,所述散热器包括芯体总成、第一槽铝和第二槽铝,所述芯体总成包括四个侧面,包括互相平行的第一侧面和第二侧面,互相平行的第三侧面和第四侧面,所述第一槽铝和所述第二槽铝分别与所述第一侧面和所述第二侧面焊接,包括用于承托散热器的托架,分别设置在所述托架上的槽铝下压结构一、槽铝下压机构二、第一芯体下压结构、第二芯体下压结构,设置在托架上的第一顶紧组合结构和第二顶紧组合结构以及支撑架,所述槽铝下压结构一和所述槽铝下压结构二相对设置,且分别压住所述第一槽铝和所述第二槽铝的顶面,所述第一芯体下压结构和所述第二芯体下压结构相对设置,且分别压住所述芯体总成的靠近第三侧面和第四侧面的顶面上,所述第一顶紧组合结构用于同时夹紧所述第一槽铝和所述第二槽铝,所述第二顶紧组合结构用于同时夹紧第三侧面和第四侧面,所述托架设置在所述支撑架上,所述支撑架用于将所述托架360°翻转。
进一步的,所述托架包括主梁、三根横梁和六根立柱,三根所述横梁间隔设置在所述主梁上,分别依次排布为第一横梁、第二横梁和第三横梁,所述第一横梁靠近所述第一槽铝,所述第三横梁靠近所述第二槽铝,所述主梁垂直于所述横梁的中部,每个所述横梁的端部上均设有一个立柱,所述散热器的底面被六根所述立柱共同承托住。
进一步的,所述横梁的长度方向与所述第一槽铝和所述第二槽铝的长度方向平行。
进一步的,所述第一顶紧组合结构包括相互对立的第一抵接架和第一推顶结构,所述第一抵接架设置在所述第一横梁上,所述第一推顶结构设置在所述第三横梁上,当所述第一槽铝抵接在所述第一抵接架的顶端时,所述第一推顶结构向所述第二槽铝推顶,直到所述第一抵接架和所述第一推顶结构共同将所述散热器夹紧;所述第二顶紧组合结构包括相互对立的第二抵接架和第二推顶结构,所述第二抵接架设置在三根所述横梁的其中一端的立柱上,所述第二推顶结构设置在三根所述横梁的另一端的立柱上,当所述第三侧面抵接在所述第二抵接架上时,所述第二推顶结构向所述第四侧面推顶,直到所述第二抵接架和所述第二推顶结构共同将所述散热器夹紧。
进一步的,所述槽铝下压结构一和槽铝下压结构二均包括第一摇摆结构和下压架,所述第一摇摆结构控制所述下压架上下摇摆,以实现松开或压紧槽铝两个状态的切换,所述槽铝下压结构一设置在所述第一抵接架顶部,所述槽铝下压结构二通过支撑柱设置在所述第三横梁上,所述第一芯体下压结构和所述第二芯体下压结构包括第二摇摆结构和下压板,所述第二摇摆结构控制所述下压板上下摇摆,以实现松开或压紧散热器两个状态的切换,第一芯体下压结构设置在第二抵接架中部的顶部,所述第二芯体下压结构设置在所述第二推顶结构中部的顶部。
进一步的,所述第二横梁和所述第三横梁能够在所述主梁的长度方向上来回移动,以此调整所述第二横梁与第一横梁之间的间距、所述第三横梁与所述第二横梁的间距,所述第二横梁和所述第三横梁上均设有防止第二横梁和所述第三横梁移动的锁定结构。
进一步的,每根所述横梁上的两个立柱都能背向位移或者相向位移。
本发明具有如下有益效果:
本发明包括托架,分别设置在所述托架上的槽铝下压结构一、槽铝下压机构二、第一芯体下压结构、第二芯体下压结构,设置在托架上的第一顶紧组合结构和第二顶紧组合结构以及支撑架,所述槽铝下压结构一和所述槽铝下压结构二相对设置,且分别压住所述第一槽铝和所述第二槽铝的顶面,所述第一芯体下压结构和所述第二芯体下压结构相对设置,且分别压住所述芯体总成的靠近第三侧面和第四侧面的顶面上,所述第一顶紧组合结构用于同时夹紧所述第一槽铝和所述第二槽铝,所述第二顶紧组合结构用于同时夹紧第三侧面和第四侧面,所述托架设置在所述支撑架上,支撑架用于将所述托架360°翻转,当散热器放置在托架上,四周及上下都被夹紧,随后,支撑架将托架360度翻转,同时焊枪将第一槽铝和第二槽铝分别与芯体总成的两端360度焊接,本发明能够精调整其长度方向和宽度方向装夹不同规格散热器,降低了制造各种规格装夹工装的成本,而且焊枪在焊接的时候,可以根据预设的焊接轨迹来焊接,焊接精度比较高,焊接力度均匀,焊接口平整美观,而且自动翻转散热器,焊接效率大幅度提高。
附图说明
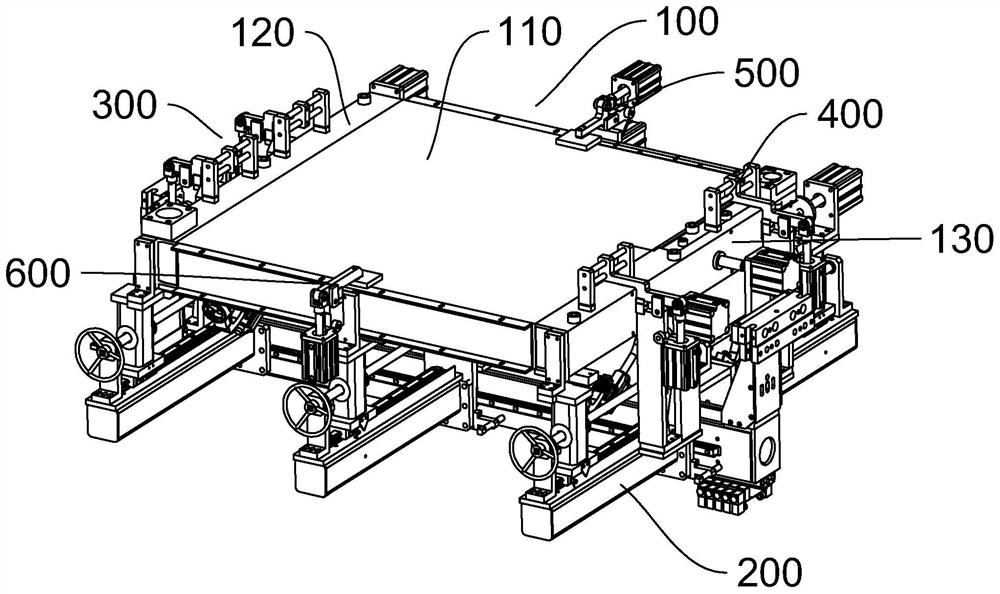
图1为本发明实施例散热器自动焊接快速装夹工装的结构示意图(装夹散热器的情况下);
图2为本发明实施例散热器装夹工装安装在支撑架上的结构示意图;
图3为本发明实施例散热器自动焊接快速装夹工装的结构示意图;
图4为图3的A部放大示意图;
图5为图3的B部放大示意图;
图6为图3的C部放大示意图;
图7为图3的D部放大示意图;
图8为本发明实施例槽铝下压结构一(槽铝下压结构二)的结构示意图;
图9为本发明实施例第一芯体下压结构(第二芯体下压结构)的结构示意图;
图10为本发明实施例第一横梁(第二横梁)与主梁的结构示意图;
图11为本发明实施例滚珠螺母与立柱的组装示意图;
图12为本发明实施例连接套的结构示意图;
图13为本发明实施例锁定结构与轴座的位置关系图。
上述附图中:100、散热器;110、芯体总成;120、第一槽铝;130、第二槽铝;200、托架;300、槽铝下压结构一;400、槽铝下压结构二;500、第一芯体下压结构;600、第二芯体下压结构;900、支撑架;210、主梁;220、第一横梁;230、第二横梁;240、第三横梁;250、立柱;251、垫块;710、第一抵接架;720、第一推顶结构;711、连接板;721、支撑架;722、气缸;723、压紧盘;810、第二抵接架;820、第二推顶结构;811、支撑板;821、固定板;340、第一摇摆结构;341、下压架;560、第二摇摆结构;561、下压板;431、第一支梁;432、第二支梁;260、滑块;211、滑轨;270、锁定结构;280、工字架;281、中轴座;431a、第一轴座;432a、第二轴座;10、第一丝杆;20、连接套;21、固定孔;30、滚珠螺母;31、连接孔;40、第二丝杆;50、联轴器;60、手轮;70、焊枪。
具体实施方式
下面结合附图1-13及实施例对本发明中的技术方案进一步说明。
如图1和图2所示,散热器100包括芯体总成110、第一槽铝120和第二槽铝130,芯体总成110包括四个侧面,包括互相平行的第一侧面和第二侧面,互相平行的第三侧面和第四侧面,第一槽铝120和第二槽铝130分别与第一侧面和第二侧面焊接,本发明包括用于承托该散热器100的托架200,分别设置在托架200上的槽铝下压结构一300、槽铝下压机构二400、第一芯体下压结构500、第二芯体下压结构600,设置在托架200上的第一顶紧组合结构和第二顶紧组合结构以及支撑架900,槽铝下压结构一300和槽铝下压结构二400相对设置,且分别压住第一槽铝120和第二槽铝130的顶面,第一芯体下压结构500和第二芯体下压结构600相对设置,且分别压住芯体总成110的靠近第三侧面和第四侧面的顶面上,第一顶紧组合结构用于同时夹紧第一槽铝120和第二槽铝130(其中,芯体总成110在第一槽铝120和第二槽铝130之间),第二顶紧组合结构用于同时夹紧第三侧面和第四侧面,托架200设置在支撑架900上,用于将托架200 360°翻转,以便于设置在本发明上方的焊枪70能够围绕第一槽铝120和第二槽铝130一圈将第一槽铝120和第二槽铝130分别焊接在芯体总成110的两端。本发明中的焊枪70固定在焊接机器人上,焊接机器人可以自动对散热器100进行焊接,焊枪70和焊接机器人均为市售产品,在这里其具体结构不再阐述。
如图1和图3所示,具体的,托架200包括主梁210、三根横梁和六根立柱250,三根横梁间隔设置在主梁210上,分别依次排布为第一横梁220、第二横梁230和第三横梁240,第一横梁220靠近第一槽铝120,第三横梁240靠近第二槽铝130,主梁210垂直于横梁的中部,每个横梁的端部上均设有一个立柱250,立柱250的顶面固定有垫块251,散热器100底面与垫块251相接触,被六个垫块251共同承托,横梁的长度方向与第一槽铝120和第二槽铝130的长度方向平行。
如图3-图5所示,第一顶紧组合结构包括相互对立的第一抵接架710和第一推顶结构720,第一抵接架710设置在第一横梁220上,第一抵接架710包括连接板711和垫块251,连接板711的底端与第一横梁220连接,顶端内侧面设有垫块251,垫块251与第一槽铝120相抵接,第一推顶结构720设置在第三横梁240上,第一推顶结构720包括支撑架721、气缸722和压紧盘723,支撑架721底端设置在第三横梁240上,气缸722缸体固定在支撑架721顶端,压紧盘723固定在气缸722的伸缩杆上,且与第二槽铝130的侧面相对。当第一槽铝120抵接在第一抵接架710的顶端时,第一推顶结构720向第二槽铝130推顶,直到第一抵接架710和第一推顶结构720共同将散热器100夹紧。
如图3、图6和图7所示,第二顶紧组合结构包括相互对立的第二抵接架810和第二推顶结构820,第二抵接架810设置在三根横梁的其中一端的立柱250上,第二抵接架810包括支撑板811和垫块251,支撑板811底端设置在立柱250上,支撑板811内侧面设有垫块251,垫块251抵接在第三侧面上,第二推顶结构820设置在三根横梁的另一端的立柱250上,第二推顶结构820包括固定板821、气缸722和压紧盘723,固定板821底端固定在立柱250上,固定板821顶端固定气缸722,压紧盘723固定在气缸722的伸缩杆上。当第三侧面抵接在第二抵接架810上时,第二推顶结构820向第四侧面推顶,直到第二抵接架810和第二推顶结构820共同将散热器100夹紧。
如图1、图3、图8和图9所示,槽铝下压结构一300和槽铝下压结构二400均包括第一摇摆结构340和下压架341,第一摇摆结构340控制下压架341上下摇摆,以实现松开或压紧槽铝两个状态的切换,槽铝下压结构一300设置在第一抵接架710顶部,槽铝下压结构二400通过支撑柱设置在第三横梁240上,第一芯体下压结构500和第二芯体下压结构600包括第二摇摆结构560和下压板561,第二摇摆结构560控制下压板561上下摇摆,以实现松开或压紧散热器100两个状态的切换,第一芯体下压结构500设置在第二抵接架810中部的顶部,第二芯体下压结构600设置在第二推顶结构820中部的顶部。
如图3和图10所示,第二横梁230和第三横梁240能够在主梁210的长度方向上来回移动,具体的,第一横梁220和第二横梁230均分成第一支梁431和第二支梁432,第一支梁431和第二支梁432分别滑动连接于主梁210的两侧,更具体的,第一支梁431和第二支梁432与主梁210连接的一端设有滑块260,而主梁210与第一支梁431和第二支梁432连接的两个侧面均设有滑轨211,滑块260卡在滑轨211上,且在滑轨211上滑动,以此调整第二横梁230与第一横梁220之间的间距、第三横梁240与第二横梁230的间距,且其中一个滑块260与主梁210之间设有锁定结构270,能够使得第二横梁230和第三横梁240调整好位置后与主梁210之间固定,不再发生位移。具体的,第一支梁431和第二支梁432通过一个工字架280与主梁210连接,工字架280套在主梁210上方,工字架280的两个侧板的内侧面各连接一滑块260,两个侧板的外侧面分别连接第一支梁431和第二支梁432。
如图10-13,图工字架280的顶板上设有中轴座281,第一支梁431的外端设有第一轴座431a,第二支梁432的外端上设有第二轴座432a,在第一轴座431a、第一支梁431上的立柱250和中轴座281上依次穿设第一丝杆10,第一轴座431a和中轴座281内均设有轴承,立柱250内部固定一圆柱形中空的连接套20,连接套20的其中一端面的边沿上设有固定孔21,第一丝杆10上设有与第一丝杆10滑动连接的滚珠螺母30,滚珠螺母30小径端伸入连接套20内,滚珠螺母30大径端上设有连接孔31,连接孔31与固定孔21连接;同样的,在第二轴座432a、第二支梁432上的立柱250和中轴座281上依次穿设第二丝杠40,立柱250内部固定一圆柱形中空的连接套20,连接套20其中一端面的边沿上设有固定孔21,第二丝杆40上设有与第二丝杆40滑动连接的滚珠螺母30,滚珠螺母30小径段伸入连接套20内,滚珠螺母30大径端上设有连接孔31,连接孔31与固定孔21连接,第一丝杆10和第二丝杆40的螺纹的转向相反,第一丝杆10和第二丝杆40也通过联轴器50连接,第一支梁431和第二支梁432上均设有滑轨211,第一支梁431的立柱250底部设有滑块260,第二支梁432的立柱250底部设有滑块260,滑块260可在滑轨211上滑动,第一丝杆10的外端设有手轮60,当朝一个方向转动手轮60后,第一丝杆10和第二丝杆40转动,两个滚珠螺母30背向或相向滑动,使得两个立柱250背向或相向移动,以此调节第二抵接架810和第二推顶结构820的间距,每个手轮60处均设有一个锁定结构270,使得调整好立柱250位置后,手轮60与第一轴座431a固定,阻止第一丝杆10和第二丝杆40再次转动。
如图1和图2所示,支撑架900包括支撑座910、支撑梁920和两个支架组合930,支撑座910上设有支撑梁920,两个支架组合930分别对称设置在支撑梁920的左右两侧上,两个支架组合930分别能够连接一个散热器装夹工装,支撑梁920能够在支撑座910上旋转,当其中一个支架组合930旋转到焊接机器人处时,焊接机器人对该支架组合930进行焊接工作,且两个支架组合930均设有与散热器装夹工装连接的翻转结构940,翻转结构能够360°翻转,用于焊接机器人对散热器100的槽铝与芯体总成110接触的一圈进行焊接。
本发明的使用方法:在装夹散热器100之前,事先根据散热器100的长度(即第一槽铝120到第二槽铝130的距离),首先调整第二横梁230与第一横梁220的间距、第三横梁240与第二横梁230的间距,同时根据散热器100的宽度(即第一槽铝120的长度或者第二槽铝130的长度),调整每根横梁上两个立柱250之间的间距,然后将散热器100放置在托架200上,将第一推顶结构720推紧在第二槽铝130外侧面,第二推顶结构820推紧在第三侧面上,接着把槽铝下压结构一300、第二槽铝130下压机构、第一芯体下压结构500和第二芯体下压结构600向下压,接着支撑架900启动,将托架200进行翻转,同时焊枪70对第一槽铝120和第二槽铝130进行一圈焊接。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
- 一种散热器自动焊接快速装夹工装
- 一种散热器快速装夹工装距离调整机构