一种永磁电动滚筒转子磁钢固定结构及装配方法
文献发布时间:2023-06-19 11:17:41
技术领域:
本发明涉及电机制造技术领域,更具体地说是一种永磁电动滚筒转子磁钢固定结构及装配方法。
背景技术:
永磁电动滚筒亦称磁滑轮或干式大块磁选机。其内部采用高性能硬磁材料组成复合磁系、具有磁场强度高、深度大、结构简单、使用方便、不需维修、不消耗电力,常年使用不退磁等特点。永磁电动滚筒可用于水泥、磁选、矿山、钢铁、化工、耐火材料、垃圾处理等行业的选铁,与固定皮带输送机配套使用代替主动轮,也可与专用皮带输送机配套。
在外筒的内壁上固连有永久磁条,目前常用的结构均为机械连接,即采用螺栓等结构连接,对磁钢永磁体具有结构性的破坏,同样的,此种连接方法在装配过程中十分的浪费时间和精力,而且螺栓等机械部件也会增加外筒的自重。
永磁电动滚筒亦称外转子永磁电机。其转子内部采用高性能稀土永磁材料组成复合磁系、具有磁场强度高、深度大、结构简单、使用方便、不需维修、不消耗电力,常年使用不退磁等特点。永磁电动滚筒可用于水泥、磁选、矿山、钢铁、化工、耐火材料、垃圾处理等行业,与皮带输送机配套使用代替传统驱动系统,即取代异步电机+联轴器+减速机+传动滚筒,减少驱动链,提高传动效率。
永磁电动滚筒转子结构是在外筒的内壁上固连有永久磁条,目前常用的结构均为机械连接,即采用螺栓等结构连接,对磁钢永磁体或转子外筒具有结构性的破坏,降低外筒的机械强度,同样的,此种连接方法在装配过程中十分的浪费时间和精力,而且螺栓联接具有一定的风险性,如螺栓松动、掉落,均会对永磁电动滚筒的转子和定子造成致命的损坏,即会造成永磁电动滚筒的损坏。
发明内容:
为解决上述问题,克服现有技术的不足,本发明提供了装配简单、结构合理、不影响外筒的机械强度的永磁电动滚筒转子磁钢固定结构及装配方法。
为实现上述目的,本发明提供的一种永磁电动滚筒转子磁钢固定结构,包括外筒,外筒内部设置有若干呈阵列式结构分布的磁钢;
若干磁钢包括N极磁钢和S极磁钢,若干N极磁钢纵向依次排列组成N极磁钢列,若干S极磁钢纵向依次排列组成S极磁钢列,多个N极磁钢列和多个S极磁钢列相互间隔设置。
进一步的,相邻的N极磁钢列和S极磁钢列之间设置有用于隔磁的隔磁条。
进一步的,隔磁条包括辅隔磁条和用于定位N极磁钢列和S极磁钢列的定位隔磁条。
进一步的,外筒内部还设置有用于定位所有磁钢的定位环。
进一步的,定位环包括首定位环和尾定位环,首定位环和尾定位环的外侧分别设置有若干用于固定的首定位块和尾定位块。
本发明还提供一种装配方法,包含以下步骤:
步骤一:于外筒内部镶嵌若干定位隔磁条,于若干定位隔磁条的首端处焊接首定位环,于首定位环的外侧焊接首定位块;
步骤二:于相邻定位隔磁条之间以间隔形式排列放置磁钢和辅隔磁条,以试验磁钢和辅隔磁条的相互配合情况,实验完毕之后取出磁钢和辅隔磁条;根据磁钢和辅隔磁条的相互配合情况选取合适尺寸的辅隔磁条以补偿尺寸偏差;
步骤三:于相邻定位隔磁条之间以间隔形式粘贴安装磁钢和辅隔磁条;
步骤四:于若干定位隔磁条的尾端处焊接尾定位环,于尾定位环的外侧焊接尾定位块;
步骤五:于转子隔爆面涂防锈层,于磁钢部外侧的非隔爆面涂耐弧层。
进一步的,于步骤二中,相邻隔磁条之间放置的磁钢不少于两个。
进一步的,于步骤三中,N极磁钢列、辅隔磁条和S极磁钢列依次间隔设置。
进一步的,于步骤三中,磁钢和辅隔磁条的底部均涂胶水,随后在胶面上喷涂催化剂。
进一步的,喷涂催化剂之后的固化时间为15秒。
本发明的有益效果是:
本发明提供的永磁电动滚筒转子磁钢固定结构及装配方法具有装配简单、结构合理、不影响外筒的机械强度的优点。采用胶水连接,消除了采用机械连接对外筒的机械破坏,不会影响外筒的机械强度,装配过程简单高效,极大提高工作效率。
附图说明:
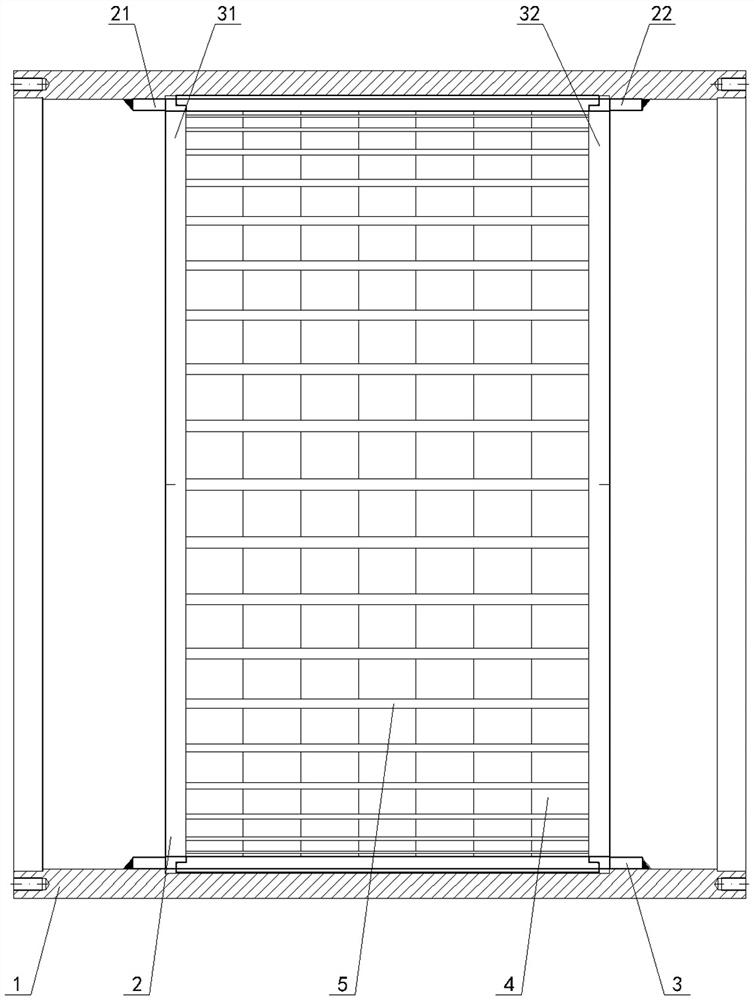
附图1是本发明的侧视剖面示意图;
附图2是本发明的俯视结构示意图;
附图中:1、外筒,2、定位环,3、定位块,4、磁钢,5、隔磁条,6、防锈层,7、耐弧层,21、首定位环,22、尾定位环,31、首定位块,32、尾定位块,41、N极磁钢,42、S极磁钢,51、辅隔磁条,52、定位隔磁条。
具体实施方式:
为使本发明实施的目的、技术方案和优点更加清楚,下面将结合本发明的附图1和附图2,对本发明进行更加详细的描述。
本发明提供的永磁电动滚筒转子磁钢固定结构,包括外筒1,外筒1内部设置有若干呈阵列式结构分布的磁钢4;
若干磁钢4包括N极磁钢41和S极磁钢42,若干N极磁钢41纵向依次排列组成N极磁钢列,若干S极磁钢42纵向依次排列组成S极磁钢列,多个N极磁钢列和多个S极磁钢列相互间隔设置。
进一步的,相邻的N极磁钢列和S极磁钢列之间设置有用于隔磁的隔磁条5。
进一步的,隔磁条5包括辅隔磁条51和用于定位N极磁钢列和S极磁钢列的定位隔磁条52。
进一步的,外筒1内部还设置有用于定位所有磁钢4的定位环2。
进一步的,定位环2包括首定位环21和尾定位环22,首定位环21和尾定位环22的外侧分别设置有若干用于固定的首定位块31和尾定位块32。
本发明还提供一种装配方法,包含以下步骤:
步骤一:于外筒1内部镶嵌若干定位隔磁条52,于若干定位隔磁条52的首端处焊接首定位环21,于首定位环21的外侧焊接首定位块31;
步骤二:于相邻定位隔磁条52之间以间隔形式排列放置磁钢4和辅隔磁条51,以试验磁钢4和辅隔磁条51的相互配合情况,实验完毕之后取出磁钢4和辅隔磁条51;根据磁钢4和辅隔磁条51的相互配合情况选取合适尺寸的辅隔磁条51以补偿尺寸偏差;
步骤三:于相邻定位隔磁条52之间以间隔形式粘贴安装磁钢4和辅隔磁条51;
步骤四:于若干定位隔磁条52的尾端处焊接尾定位环22,于尾定位环22的外侧焊接尾定位块32;
步骤五:于转子隔爆面涂防锈层6,于磁钢部外侧的非隔爆面涂耐弧层7。
进一步的,于步骤二中,相邻隔磁条5之间放置的磁钢4不少于两个。
进一步的,于步骤三中,N极磁钢列、辅隔磁条51和S极磁钢列依次间隔设置。
进一步的,于步骤三中,磁钢和辅隔磁条51的底部均涂胶水,随后在胶面上喷涂催化剂。
进一步的,喷涂催化剂之后的固化时间为15秒。
本发明的其中一种实施例如下:
包括外筒1,外筒1设置为圆筒状结构,在外筒1的内表面上设置有磁钢部,磁钢部由磁钢4和隔磁条5组成,磁钢部贴合在外筒1的内表面上,也呈圆筒状结构;磁钢部的两端设置定位环2和定位块3,定位环2为圆环状结构,与外筒1的内表面固定连接,与磁钢部的两端紧密接触,起到定位的作用,两个定位环2的外侧设置若干定位块3,若干定位块3之间间隔均匀,保证受力平衡,定位块3与外筒1的内表面固定连接,与定位环2紧密接触,起到固定和定位的作用。
包括N极磁钢41和S极磁钢42,若干N极磁钢41纵向紧密排列组成N极磁钢列,若干S极磁钢42纵向紧密排列组成S极磁钢列,在本实施例中,N极磁钢列和S极磁钢列均设置为长条状结构,彼此相互平行,并且相互间隔设置,相邻的N极磁钢列和S极磁钢列之间设置隔磁条5,隔磁条5、N极磁钢列和S极磁钢列的长度相同,彼此相互平行。
隔磁条5包括辅隔磁条51和定位隔磁条52,定位隔磁条52固定设置在外筒1内表面的键槽中,起到定位的作用,辅隔磁条51设置在相邻的N极磁钢列和S极磁钢列之间,起到隔磁的作用。
本实施例中,共设置4个定位隔磁条52,分别以相隔90度角的位置均匀设置在外筒1内表面,相邻的定位隔磁条52之间间隔设置5列N极磁钢列和5列S极磁钢列,相邻的N极磁钢列和S极磁钢列设置辅隔磁条51,N极磁钢41、S极磁钢42和辅隔磁条51均涂抹胶水和催化剂,并粘贴在外筒1的内表面上。N极磁钢41、S极磁钢42和辅隔磁条51之间均相互紧贴。
本实施例还包括一种装配方法,包含以下步骤:
步骤一:于外筒1内部的键槽内以彼此相隔90度角的位置镶嵌4个定位隔磁条52,镶嵌定位隔磁条52时,可使用紫铜棒将定位隔磁条52慢慢敲入键槽,同时在定位隔磁条52上垫不锈钢扁条,以防止敲击过程中定位隔磁条52变形,然后将首定位环21和首定位块31焊接在定位隔磁条52的首端,首定位块31的数量不少于2个;
步骤二:本步骤为试验磁钢4和辅隔磁条51的相互配合情况以及确认尺寸偏差的步骤;
于相邻定位隔磁条52之间以间隔形式排列放置磁钢4和辅隔磁条51,即排列预装四分之一圈磁钢4,每列设置不少于2个磁钢4,并且保证同列的磁钢4磁极相同,相邻列的磁钢4磁极不同;在相邻列磁钢4之间设置辅隔磁条51,在安装设计列数的磁钢4和辅隔磁条51之后,确认尺寸误差,然后根据尺寸误差确认在正是安装时所需使用的隔磁条5的尺寸,以补偿尺寸偏差。
情况1:设计列数B+1列的磁钢4和B列辅隔磁条51全部安装之后,仍存在空隙:
设空隙距离为A,辅隔磁条51的宽度为b,则每个辅隔磁条51需要补偿的尺寸误差a=A/B,所需辅隔磁条51的宽度b'=a+b。
情况2:设计列数B+1列的磁钢4和B列辅隔磁条51无法全部安装,在安装B列磁钢4和B列辅隔磁条51,所剩空隙距离A小于磁钢4的宽度c:
设空隙距离为A,辅隔磁条51的宽度为b,每个辅隔磁条51需要补偿的尺寸误差a=c-A/B,所需辅隔磁条51的宽度b'=b-a。
确认尺寸误差之后,将磁钢4和辅隔磁条51取出。
步骤三:从一个定位隔磁条52向相邻的定位隔磁条52,按照磁钢4、辅隔磁条51、磁钢4的顺序进行粘贴安装,相邻列的磁钢4磁极不同,先粘贴一列N极磁钢列,然后粘贴辅隔磁条51,再粘贴S极磁钢列,以此类推,直至粘贴完毕设计列数的磁钢4和辅隔磁条51;
粘贴磁钢4和辅隔磁条51时,先在磁钢4和辅隔磁条51的底部涂胶水,然后在胶面上喷催化剂,固化时间设为15秒;对于粘接时溢出的胶水,使用毛巾以清洁剂进行清理。
本实施例中,胶水采用汉高乐泰AA-326,催化剂采用7649催化剂,清洁剂采用SF755清洁剂。
以相同方式将其他相邻定位隔磁条52之间的磁钢4和辅隔磁条51安装完毕。
步骤四:将尾定位环22和尾定位块32焊接在定位隔磁条52的尾端,尾定位块32的数量不少于2个;
步骤五:于转子隔爆面涂防锈层6,于磁钢部外侧的非隔爆面涂耐弧层7。
本实施例中,防锈层6采用204-1防锈油涂抹形成,耐弧层7采用1320耐弧漆涂抹形成。
固定结构装配完毕之后放置在清洁无尘处,并采取防尘措施。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种永磁电动滚筒转子磁钢固定结构及装配方法
- 一种永磁电动滚筒磁钢固定结构