线盘装置及其灌胶工艺
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及大功率无线充电技术领域,尤其涉及一种线盘装置及其灌胶工艺。
背景技术
随着科学技术的发展,以及应对环境问题的现状,近年来新能源汽车得到了快速的发展。新能源汽车中的电动汽车采用高能密度电池组作为动力源,利用清洁能源实现电能转换。目前,电动汽车的电池组主要依靠充电桩,并通过有线的方式进行充电,然而有线充电的方式便利性以及通用性受到一定的限制。因此,现有的电动汽车可采用无线充电进行充电。
现有电动汽车的无线充电系统中,线盘装置中存在如下问题:1)、各零部件相互间缝隙很小,导致灌胶时导热胶流不到位,不能完全浸没零件。2)、铁氧体数量多组装不方便,且没有限位槽容易放错位置。3)、绝缘板尺寸偏大,加工容易翘曲变形。因此,针对上述问题,有必要提出进一步地解决方案。
发明内容
本发明旨在提供一种线盘装置及其灌胶工艺,以克服现有技术中存在的不足。
为解决上述技术问题,本发明的技术方案是:
一种线盘装置,其包括:线圈托盘、励磁线、绝缘板、铁氧体组件以及散热板;
所述励磁线收容于所述线圈托盘的线槽中,所述线圈托盘的底部还设置有若干限位凸起,所述绝缘板堆叠于所述励磁线上方,且所述若干限位凸起对所述绝缘板进行支撑,所述绝缘板与线圈托盘之间形成第一灌胶空间,所述铁氧体组件堆叠于所述绝缘板上方,所述散热板安装于所述线圈托盘的开口处,所述散热板与铁氧体组件之间形成所述第二灌胶空间。
作为本发明的线盘装置的改进,所述若干凸起设置于所述线圈托盘底部的四角位置和中间区域。
作为本发明的线盘装置的改进,所述绝缘板上设置有若干镂空区域,所述绝缘板包括:两个环形部以及连接两个环形部的中间部,两个环形部围成的区域以及中间部两侧的区域形成所述镂空区域。
作为本发明的线盘装置的改进,所述铁氧体组件包括:一体设置的铁氧体板、分布于所述铁氧体板四周的铁氧体块。
作为本发明的线盘装置的改进,所述铁氧体板上开设有第一灌胶口,所述散热板上开设有与所述第一灌胶口相对的第二灌胶口。
作为本发明的线盘装置的改进,所述第一、第二灌胶口还作为所述励磁线的出线口。
作为本发明的线盘装置的改进,所述散热板上还开设有多个孔洞,多个孔洞分布于所述散热板的中间以及两侧。
作为本发明的线盘装置的改进,所述散热板面向所述铁氧体组件的一面为粗糙面。
为解决上述技术问题,本发明的技术方案是:
一种如上所述线盘装置的灌胶工艺,其包括如下步骤:
将组装有励磁线的线圈托盘进行预热处理;
将组装有励磁线和绝缘板的线圈托盘置于真空环境下,并进行保压处理;
泄压后对励磁线进行灌胶,再次抽压并保压处理,无气泡出现时,再次泄压后,对励磁线进行补充灌胶,抽压保压至无气泡;
组装铁氧体组件和散热板,在铁氧体组件和散热板之间进行灌胶,同时反复抽压泄压;
灌胶完成后,进行固化保温处理。
为解决上述技术问题,本发明的技术方案是:
一种如上所述线盘装置的灌胶工艺,其包括如下步骤:
将线圈托盘、励磁线、绝缘板、铁氧体组件以及散热板组装形成线盘装置;
将线盘装置进行预热处理;
预热处理后,置于真空环境下,并进行保压处理;
泄压后对内部的灌胶空间进行灌胶,再次抽压并保压处理,无气泡出现时,再次泄压后,对励磁线进行补充灌胶,抽压保压至无气泡;
灌胶完成后,进行固化保温处理。
与现有技术相比,本发明的有益效果是:本发明的线盘装置结构上专门设计了灌胶流道,便于灌胶时导热胶的流动,保证导热胶快速填满整个内部型腔。通过将铁氧体组件一体化设计,保证了组装方便,又减小了铁氧体的磁损耗。通过在线圈托盘上增设限位凸起,增加了绝缘板与线圈托盘之间的间隙,有利于形成灌胶通道。通过在散热板上形成粗糙面,有利于增加与散热板导热胶的粘接力度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
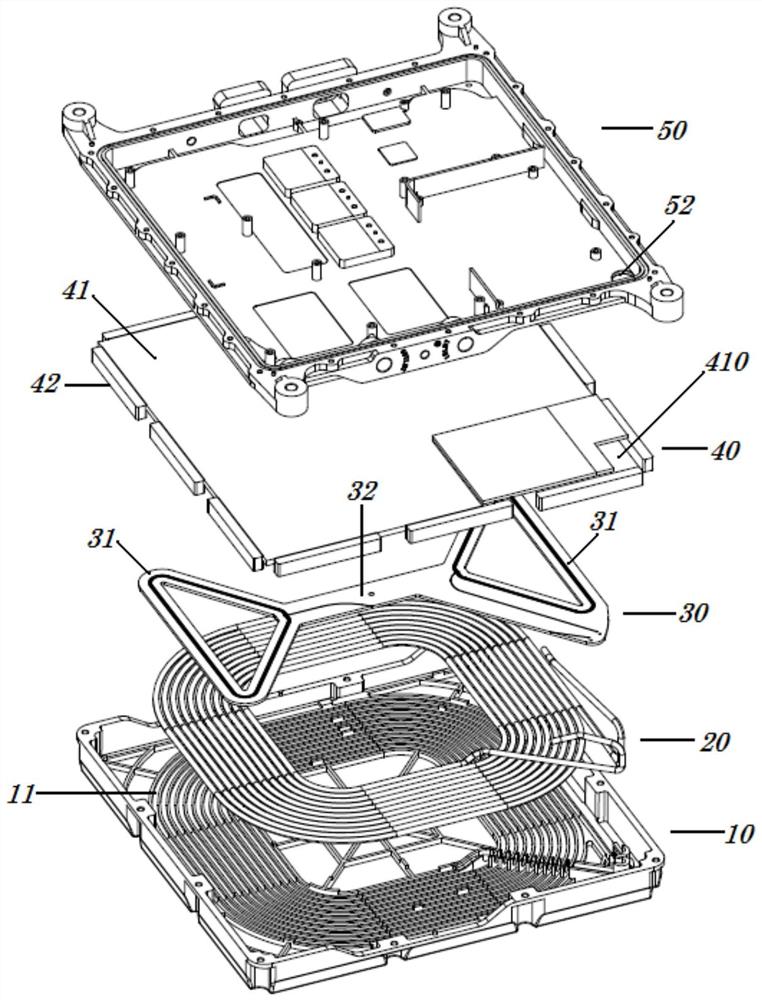
图1为本发明线盘装置一实施例的立体分解示意图;
图2为显示第一灌胶空间和第二灌胶空间的立体示意图;
图3为图1中线圈托盘的立体放大示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明一实施例提供一种线盘装置,其包括:线圈托盘10、励磁线20、绝缘板30、铁氧体组件40以及散热板50。
线圈托盘10用于励磁线20的安装固定。相应的,线圈托盘10上形成有与励磁线20绕线形状相适应的线槽11,励磁线20能够收容于线圈托盘10的线槽11中。上述线槽11由设置于线圈托盘10上的隔板限定而成。
如图2、3所示,线圈托盘10的底部还设置有若干限位凸起12,绝缘板30堆叠于励磁线20上方,且若干限位凸起12对绝缘板30进行支撑,绝缘板30与线圈托盘10之间形成第一灌胶空间13。如此设置,通过专设灌胶流道,便于灌胶时导热胶的流动。同时,还增加了线圈托盘10的强度。若干凸起设置于线圈托盘10底部的四角位置和中间区域,以便于导热胶的充分流动。一个实施方式中,若干限位凸起12设置于:形成线槽11的隔板的顶部以及线圈托盘10上加强筋的顶部。
考虑到现有技术中,绝缘板30尺寸偏大,加工容易翘曲变形的问题。绝缘板30上设置有若干镂空区域,如此通过减小绝缘板30尺寸,有利于灌胶时,导热胶完全浸没励磁线20和铁氧体组件40,保证产品的防水、震动、导热的性能。一个实施方式中,绝缘板30包括:两个环形部31以及连接两个环形部31的中间部32,此时两个环形部31围成的区域以及中间部32两侧的区域形成镂空区域。
铁氧体组件40堆叠于绝缘板30上方。考虑到现有技术中,铁氧体数量多组装不方便的问题,铁氧体组件40包括:一体设置的铁氧体板41、分布于铁氧体板41四周的铁氧体块42。如此,一体化设置的铁氧体板41可方便组装,提高了线盘装置的组装效率。
同时,铁氧体板41上还开设有第一灌胶口410,该第一灌胶口410与第一灌胶空间13相连通,以便于灌胶时导热胶流入到第一灌胶空间13中。同时,考虑到励磁线20需要自线圈装置内部引出,本实施例中,第一灌胶口410还作为励磁线20的出线口。
散热板50用于线盘装置工作时的散热,其安装于线圈托盘10的开口处,散热板50与铁氧体组件40之间形成第二灌胶空间51。为了便于灌胶。散热板50上还开设有第二灌胶口52,该第二灌胶口52与第一灌胶口410相对设置,并与第二灌胶空间51保持连通。散热板50上还开设有多个孔洞上述过个孔洞便于灌胶时的排气,同时可作为观察孔使用,以便观察导热胶是否灌满。为了均匀排气以及观察不同的灌胶位置,多个孔洞分布于散热板50的中间以及两侧。
此外,本实施例中,散热板50面向铁氧体组件40的一面为粗糙面,如此设置,有利于增加与散热板50导热胶的粘接力度。一个实施方式中,散热板50可采用水冷板,此时,可对散热板50进行抛丸工艺处理,以使得水冷板上形成粗糙面。
工艺上,本发明还提供一种如上所述的线盘装置的灌胶工艺,其包括如下步骤:
将组装有励磁线的线圈托盘进行预热处理;
将组装有励磁线和绝缘板的线圈托盘置于真空环境下,并进行保压处理;
泄压后对励磁线进行灌胶,再次抽压并保压处理,无气泡出现时,再次泄压后,对励磁线进行补充灌胶,抽压保压至无气泡;
组装铁氧体组件和散热板,在铁氧体组件和散热板之间进行灌胶,同时反复抽压泄压;
灌胶完成后,进行固化保温处理。
上述灌胶工艺中,采用两次灌胶的方式进行灌封,即首先对组装有励磁线和绝缘板的线圈托盘进行灌胶,然后再对组装铁氧体组件和散热板后的线圈装置进行灌胶。
下面结合具体的实施例,对线盘装置的灌胶工艺进行举例说明。
该实施例的灌胶工艺包括:
S1、将组装有励磁线的线圈托盘,在50℃下进行预热1h。
其中,预热的目的在于,有利于后续灌胶时,气泡的排放和处理。此外,根据线圈托盘的材质,也可采用其他温度进行预热。
S2、将组装有励磁线和绝缘板的线圈托盘置于真空环境下,并进行保压处理。
其中,可将组装有励磁线和绝缘板线圈托盘置于一真空腔中,并控制真空腔的气压维持在10mbar以下,并保压30min。
S3、泄压至150mbar后,对励磁线进行第一次灌胶,灌胶量为500g左右。再次抽压至10mbar以下,并保压3min左右。无明显气泡出现时,再次泄压后,对励磁线进行补充灌胶。此时,该补充灌胶的目的在于补胶。抽压至10mbar左右,保压5min至无气泡。
S4、组装铁氧体组件和散热板,在铁氧体组件和散热板之间进行灌胶,同时反复抽压泄压。当通过散热板上的孔洞观察到导热胶时,则停止灌胶。
S5、灌胶完成后,进行固化保温处理。
工艺上,本发明还提供一种如上所述的线盘装置的灌胶工艺,其包括如下步骤:
将线圈托盘、励磁线、绝缘板、铁氧体组件以及散热板组装形成线盘装置;
将线盘装置进行预热处理;
预热处理后,置于真空环境下,并进行保压处理;
泄压后对内部的灌胶空间进行灌胶,再次抽压并保压处理,无气泡出现时,再次泄压后,对励磁线进行补充灌胶,抽压保压至无气泡;
灌胶完成后,进行固化保温处理。
上述灌胶工艺中,通过一次灌胶的方式,对组装完成的线盘装置进行灌封。
综上所述,本发明的线盘装置结构上专门设计了灌胶流道,便于灌胶时导热胶的流动,保证导热胶快速填满整个内部型腔。通过将铁氧体组件一体化设计,保证了组装方便,又减小了铁氧体的磁损耗。通过在线圈托盘上增设限位凸起,增加了绝缘板与线圈托盘之间的间隙,有利于形成灌胶通道。通过在散热板上形成粗糙面,有利于增加与散热板导热胶的粘接力度。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 线盘装置及其灌胶工艺
- 一种用于线束端子自动灌胶的间歇式灌胶装置