一种用于光电器件的TO管帽及其制作方法
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及一种用于光电器件的TO管帽及其制作方法,属于光模块器件技术领域。
背景技术
随着大数据、云计算、移动互联网、物联网和人工智能技术的不断发展,庞大的数据流量对光纤通信的容量和带宽提出了更高的要求。特别是5G通信和数据中心的建设方兴未艾,全球高性能光模块的需求与日俱增。TO管帽(Transistor Outline CAN)即晶体管外壳,是控制某种特殊导电电子外壳的国际行业标准名称,它是光模块中重要的光耦合器件。TO封装包含两个元件:管座和管帽。在光电子领域中,管帽实现了两大基本功能。首先,它们对传输和接收应用领域中的光学元件提供了持久可靠的保护。其次,作为光学接口,它们还确保了光学信号的顺利传输。因此,安装在管帽上的窗口或透镜的光学性质必须达到相当高的要求。TO管帽中的光模块发射的激光经过管帽中的透镜汇聚后入射到光纤中,实现光通信,TO管帽是光通信中的重要光耦合部件。
现有的球透镜TO管帽所用玻璃透镜的折射率为1.5-2.0,由于存在球差的问题,使得激光耦合效率只有10~25%,且光束质量无法达到高速传输光信号的性能要求。中国专利CN108535823A中,采用双透镜型管帽,内侧透镜折射率为1.8,直径1.0mm,外侧透镜折射率为1.5,直径2.0mm,这种管帽所用玻璃透镜的折射率不超过1.8,耦合效率受限,而且需要制作两个管壳进行两次焊接,制作工艺复杂,成本较高。专利CN103214191B中,将玻璃柱装配在管帽上,在氮气保护下以880-920℃温度熔融玻璃柱冷却成型于管帽上,将透镜成型技术和连接技术合二为一,但制作的透镜面型难精确控制,而且加工温度很高。专利CN108002716B中,使用粘合剂封接透镜与管壳,通过机台的施压头校正透镜位置来保证产品的精度,机台的转座设置有凸台(托盘),将管壳安装在所述凸台上,再将一透镜置于所述管壳的通孔,接着使用所述机台的施压头将所述透镜的上端施压固定,使所述透镜底部与所述凸台充分接触,该方法要使用凸台(托盘)和施加压力,焊接装置和焊接工艺都较复杂。
发明内容
本发明所要解决的技术问题在于针对上述现有技术存在的不足提供一种用于光电器件的TO管帽及其制作方法,它结构简单,耦合效率高且便于制作。
本发明为解决上述提出的问题所采用的TO管帽技术方案为:包括有金属管壳,在金属管壳顶部开设中心通孔,中心通孔中安设有玻璃透镜,其特征在于所述的玻璃透镜为直径为d的圆球形玻璃透镜,所述的圆球形玻璃透镜的折射率为2.0~2.4,在圆球形玻璃透镜表面镀AR膜(减反射膜)。
按上述方案,所述的中心通孔与圆球形玻璃透镜的最大外径相配置,中心通孔的孔径D等于或小于圆球形玻璃透镜的直径d。
按上述方案,所述的圆球形玻璃透镜的直径d为1.0~3.0mm,由气悬浮激光烧结的镧系高折射率玻璃制作而成。
按上述方案,所述的圆球形玻璃透镜与金属管壳中心通孔的周边连接处通过点胶焊接法或焊料玻璃环焊接法焊接成一体;焊接所用玻璃焊料由膨胀系数与所述玻璃球透镜以及金属管壳相匹配的低温玻璃制成。
按上述方案,所述的表面镀AR膜的圆球形玻璃透镜的透过率≥97%。
按上述方案,所述的管帽到光纤的耦合效率达到25~40%。
本发明上述TO管帽制作方法的技术方案为:
制作圆球形玻璃透镜,用折射率为2.0~2.4的玻璃球加工成直径d为1.0~3.0mm的圆球形玻璃透镜;
制作金属管壳,金属管壳中心通孔直径为D,中心通孔的孔径D等于或小于圆球形玻璃透镜的直径d,使得圆球形玻璃透镜镶嵌在中心通孔中而不会穿过中心通孔;
TO管帽焊接,通过点胶焊接法或焊料玻璃环焊接法将圆球形玻璃透镜与金属管壳焊接成一体;
镀膜,将上述制作的TO管帽放在真空镀膜机中,在玻璃透镜上镀上AR膜(减反射膜)即成。
按上述方案,所述的点胶焊接法是将焊料玻璃粉与松油醇混合成浆料制备成焊料玻璃胶,通过点胶机将焊料玻璃胶均匀涂覆在球透镜和金属管壳中心通孔的接触处,形成一圈焊料玻璃胶,然后一起放入焊接炉中,在350~500℃温度下烧结10~40min,自然冷却后得到圆球形玻璃透镜与金属管壳焊接成一体的TO管帽。
按上述方案,所述的焊料玻璃环焊接法是将相配置的焊料玻璃环套在圆球形玻璃透镜和金属管壳中心通孔的接触处,然后一起放入焊接炉中,在300~450℃温度下烧结15~30min,自然冷却后得到圆球形玻璃透镜与金属管壳焊接成一体的TO管帽。
按上述方案,圆球形玻璃透镜紧密镶嵌在中心通孔中时圆球形玻璃透镜的球心高于中心通孔孔深中线(金属管壳厚度的中线)形成高度差Δh,Δh为0.01~0.2mm。。
按上述方案,在金属管壳支撑后进行表面电镀,形成一层镀镍层。
本发明的有益效果在于:1、结构简单,采用圆球形玻璃透镜和高折射率玻璃材料,加之AR膜,耦合效率高;透过率≥97%,管帽到光纤的耦合效率达到25~40%。2、本发明TO管帽的制作过程中无需使用托盘(或凸台),不仅工艺简单,而且还可以改善球透镜和金属管壳的同轴度,具有同轴度好、耦合效率高、制作工艺简单、成本低的优势。3、圆球形玻璃透镜与金属管壳中心通孔的周边连接处通过点胶焊接法或焊料玻璃环焊接法焊接成一体,封接强度高、气密性好。
附图说明
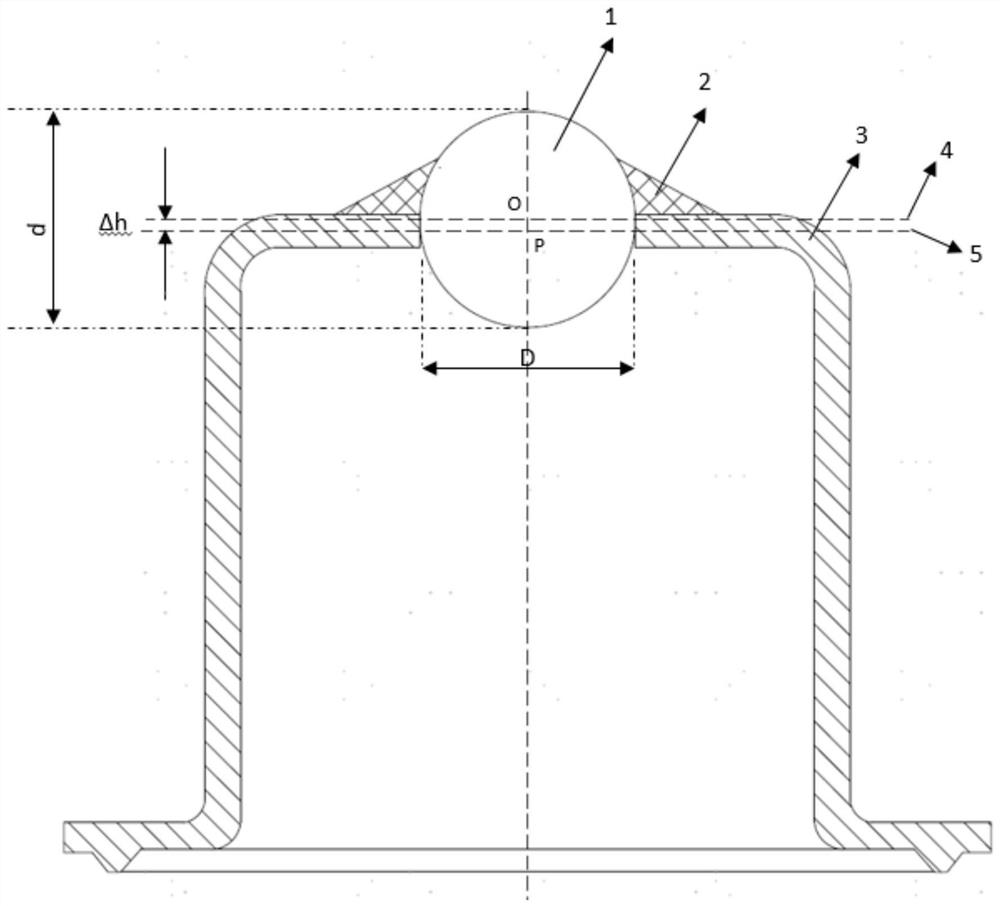
图1为本发明一个实施例的主剖视结构图。
图2为本发明另一个实施例的主剖视结构图及对应的俯视图。
具体实施方式
以下结合附图和实施例,对本发明作进一步详细说明。
本发明的第一个实施例如图1所示,包括有金属管壳3,在金属管壳顶部开设中心通孔,中心通孔中安设有玻璃透镜1,所述的玻璃透镜为直径为d的圆球形玻璃透镜,所述的圆球形玻璃透镜的折射率为2.0~2.2,在圆球形玻璃透镜表面镀AR膜(减反射膜),圆球形玻璃透镜的透过率≥97%。所述的圆球形玻璃透镜的直径d为2.0mm。所述的圆球形玻璃透镜与金属管壳中心通孔的周边连接处通过点胶焊接法焊接成一体。
本实施例的制作步骤如下:
第一步,制作圆球形玻璃透镜:采用折射率为2.0~2.4的高折射率玻璃球,将此玻璃球加工成直径d为2.0mm的圆球形玻璃透镜;
第二步,制作金属管壳:用可伐合金(kovar alloy)或不锈钢材料制作成金属管壳,金属管壳中心通孔孔径为D,中心通孔的孔径D小于圆球形玻璃透镜的直径d,d与D的差值为0.01mm~0.02mm,以保证玻璃透镜不会穿过金属管壳的中心通孔;
第三步,电镀:在金属管壳表面电镀,形成一层镀镍层;
第四步,管帽焊接:采用点胶焊接法将圆球形玻璃透镜1和金属管壳3焊接在一起,具体步骤如下:将所制备的圆球形玻璃透镜放在金属管壳的中心通孔上,经过球透镜球心O的水平线4与金属管壳厚度中线5之间形成高度差Δh,Δh为0.01~0.2mm,将焊料玻璃粉与松油醇混合成浆料制备成焊料玻璃胶,通过点胶机将焊料玻璃胶均匀涂覆在球透镜和金属管壳的接触处,形成一圈焊料玻璃胶2,然后一起放入焊接炉中,在350~500℃温度下烧结10~40min,自然冷却后得到焊接好的TO管帽。
第五步,镀膜:将上述制备的TO管帽放在真空镀膜机中,在玻璃球透镜上镀上AR膜(减反射膜)。本实施例制作的TO管帽,透过率≥97%,管帽到光纤的耦合效率达到25-35%。
本发明的另一个实施例如图2所示,其结构与制作方法如下:
第一步,制作圆球形玻璃透镜:采用折射率为2.3~2.4的高折射率玻璃球,将此玻璃球加工成直径d为1.5mm的圆球形玻璃透镜;
第二步,制作金属管壳:用可伐合金(kovar alloy)或不锈钢材料制作成金属管壳,金属管壳中心通孔孔径为D,中心通孔的孔径D小于圆球形玻璃透镜的直径d,d与D的差值为0.01mm~0.02mm,以保证玻璃透镜不会穿过金属管壳的中心通孔;
第三步,电镀:在金属管壳表面电镀,形成一层镀镍层;
第四步,管帽焊接:采用焊料玻璃环焊接法,将所制备的球透镜放在金属管壳的中心通孔上,经过球透镜球心O的水平线与金属管壳厚度中线之间形成高度差Δh,Δh为0.015~0.195mm,球透镜不会穿过金属管壳的中间开孔,因此无需使用托盘(凸台)来支撑球透镜,工艺更简单,另外也保证了球透镜与金属管壳的同轴度。将合适规格尺寸的焊料玻璃环2套在圆球形玻璃透镜和金属管壳中心通孔的接触处,然后一起放入焊接炉中,在300~450℃温度下烧结15~30min,自然冷却后得到焊接好的TO管帽。
第五步,镀膜:将上述制备的TO管帽放在真空镀膜机中,在玻璃球透镜上镀上AR膜(减反射膜)。本实施例制作的TO管帽,折射率高、耦合效果高、同轴度高、制作工艺简单、成本较低,透过率≥97%,管帽到光纤的耦合效率达到30~40%。
两个实施例的各项参数如表1所示。
表1实施例各项参数
- 一种用于光电器件的TO管帽及其制作方法
- 一种阻隔膜层、具其的光电器件及光电器件的制作方法