一种模块化电镀系统及模块化电镀方法及其应用
文献发布时间:2023-06-19 11:19:16
技术领域
本发明属于电镀技术领域,涉及电路板的电镀装置,尤其涉及一种模块化电镀系统及模块化电镀方法及其应用。
背景技术
随着5G项目发展,基站建设不断推动线路板制作工艺的提升;对于基站板,高频板的要求不断提升,电路板的厚度增加,导通孔孔径变小,出现了高纵横比板材。这种线路板单元面积大,板材厚度大,孔径小,孔密度大,焊盘直径小,布线宽度小,线间距小,同时层数多。
传统的电镀过程中电路板的通孔区域存在电流分布高低不等、且极差较大的现象,不能保证电镀后孔内、板面铜厚均匀,出现孔内铜厚两头厚中间薄的现象,铜厚薄,即TP值低。即便采用低的电流密度(0.5~0.8A/dm
CN208857381U公开了一种具有蜂巢挡板的电镀设备,用于对电镀板进行电镀,包括电镀缸、阳极、喷管及蜂巢挡板,所述电镀板、所述阳极、所述喷管及所述蜂巢挡板均沿竖直方向设于所述电镀缸内,所述喷管设于所述电镀板两侧,每个所述喷管上设有若干个喷嘴,所述喷嘴由上至下均匀分布于所述喷管上,且两侧所述喷嘴喷出端分别垂直正对于对应的所述电镀板两侧面,所述阳极设于所述电镀板两侧,所述蜂巢挡板位于所述电镀板与其中一所述阳极之间。
CN208038574U提供了具有移动功能喷流杆的电镀装置,包括电镀槽、两个阳极、阴极、电镀液喷流系统和动力装置,其中所述电镀槽包含电镀部件且在其中配制有电镀液,所述两个阳极相对地靠近所述电镀槽两侧壁设置;所述动力装置包括涡轮、涡轮杆和电动机,涡轮杆垂直固定在被设置在喷流杆顶端的喷流总杆的中间位置且涡轮的转动轴与电动机相连接;被设置在喷流杆顶端的每根喷流总杆上均垂直固定有一涡轮杆,每一涡轮杆均与一涡轮相啮合,每一涡轮的转动轴均与一电动机相连;所述动力装置用来推动所述四根喷流总杆上下移动,从而带动喷流杆上的喷嘴上下移动。
CN105063709A公开了一种印刷电路板用电镀装置,包括中间可供印刷电路板通过的电镀槽、设置在所述印刷电路板的任意一侧或者两侧的阳极板、设置在所述电镀槽中且开口朝向所述印刷电路板的喷嘴,所述阳极板上开设有沿自身厚度方向贯穿的通孔,所述喷嘴固定设置在所述阳极板上且所述喷嘴的开口与所述通孔相配合。所述喷嘴的数量为多个,所述阳极板上开设有多个所述的通孔,多个所述喷嘴一一对应地配合在多个所述通孔中;所述阳极板上的多个所述喷嘴通过喷管依次相连通,所述喷管位于所述阳极板上背向所述印刷电路板的后侧。
以上报道的电镀装置无法有效的解决在电镀过程中,由于电流分布不均而引起的电路板通孔内电镀困难的问题,会出现孔中间镀层过薄的现象,从而达不到良好的散热效果。
因此,如果减少电路板通孔的极差,使得孔内电镀均匀,使电路板具有良好的散热效果,已然成为亟待解决的问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种模块化电镀系统及模块化电镀方法及其应用,能够解决电路板通孔电镀不均匀的问题。
为达此目的,本发明采用以下技术方案:
第一方面,本发明提供了一种模块化电镀系统,所述的模块化电镀系统包括电镀槽、设置于所述电镀槽内的传动组件以及与所述传动组件电性连接的控制系统。
所述的电镀槽内设有电路板和位于所述电路板至少一侧的阳极板,所述的电路板的表面的局部区域形成密孔区,所述的阳极板包括至少两个模块阳极板。
所述的模块阳极板与所述的传动组件驱动连接,所述的控制系统用于驱动所述的传动组件,与密孔区位置对应的模块阳极板在传动组件的驱动下向靠近电路板的方向移动。
本发明提供的一种模块化电镀系统通过组建程序化控制阳极板,通过缩短特定区域的电路板与阳极板之间的距离,使得密孔区的电流分布均匀,消除通孔区域的极差问题,实现电路板密孔区内的电镀均匀。
作为本发明一个优选技术方案,所述的模块阳极板呈矩形排布形成阳极板。
优选地,所述的阳极板为正方形或长方形结构。
优选地,所述阳极板的长度为500~850mm,例如可以是500mm、520mm、540mm、550mm、560mm、580mm、590mm、600mm、620mm、640mm、650mm、680mm、690mm、700mm、710mm、720mm、730mm、740mm、750mm、760mm、780mm、800mm、820mm、830mm、840mm和850mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述阳极板与所述电路板之间的距离为50~300mm,例如可以是50mm、60mm、70mm、90mm、100mm、110mm、120mm、140mm、150mm、160mm、180mm、200mm、220mm、230mm、240mm、250mm、260mm、270mm、280mm、290mm和300mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述模块阳极板的材料为不溶性阳极材料。
优选地,所述的模块阳极板为正方形或长方形结构。
优选地,所述的模块阳极板的长度为10~100mm,例如可以是10mm、15mm、20mm、25mm、30mm、35mm、40mm、45mm、50mm、55mm、60mm、65mm、70mm、75mm、80mm、85mm、90mm、95mm和100mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明一个优选技术方案,所述的模块阳极板上开设有贯穿所述模块阳极板的穿孔。
优选地,所述穿孔的孔径为3~30mm,例如可以是3mm、4mm、5mm、6mm、8mm、10mm、12mm、14mm、15mm、16mm、18mm、20mm、22mm、24mm、25mm、26mm、28mm和30mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明一个优选技术方案,所述的传动组件包括固定板和垂直设置于所述固定板的至少两个传动杆,所述的固定板与阳极板相互平行,同时设置于阳极板远离电路板的一侧,每一个模块阳极板均对应连接一个传动杆,所述的传动杆用于带动所述模块阳极板移动。
优选地,所述的固定板采用导电材料。
优选地,所述的传动杆为导电传动杆。
优选地,所述的导电传动杆为可伸缩的导电传动杆。
优选地,所述的传动杆内部为空心结构。
所述密孔区对应的传动杆在控制系统的控制下伸缩,从而带动模块阳极板往复移动。
作为本发明一个优选技术方案,所述传动杆远离所述固定板的一端设有喷嘴,所述喷嘴的喷口由模块阳极板的穿孔伸出并朝向电路板,所述传动杆远离喷嘴的一端分别独立接入喷流总管,电解液由所述喷流总管流入,分配至各个传动杆中并由喷嘴喷出。
优选地,所述喷嘴的喷口与所述穿孔相匹配。
作为本发明一个优选技术方案,所述电路板的密孔区与所述模块阳极板之间的距离为10~30mm,例如可以是10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm、20mm、21mm、22mm、23mm、24mm、25mm、26mm、27mm、28mm、29mm和30mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述密孔区的边长为5~90mm,5mm、6mm、8mm、10mm、15mm、20mm、25mm、30mm、35mm、40mm、45mm、50mm、55mm、60mm、65mm、70mm、75mm、80mm、85mm和90mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述密孔区内开设有通孔。
优选地,所述通孔的孔径为0.2~0.5mm,例如可以是0.2mm、0.25mm、0.3mm、0.35mm、0.4mm、0.45mm和0.5mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述密孔区的面积小于或等于所述模块阳极板的面积。
优选地,相邻两个通孔的孔间距为0.5mm~1.5mm,例如可以是0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1.0mm、1.1mm、1.2mm、1.3mm、1.4mm和1.5mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
第二方面,本发明提供了一种采用第一方面所述的模块化电镀系统进行电镀的模块化电镀方法,所述的模块化电镀方法包括:
控制系统根据电路板上密孔区的位置驱动相应的传动组件,从而推动相应的模块阳极板向靠近电路板的方向移动,电路板与模块阳极板的距离达到预设距离后开始电镀。
本发明提供的一种模块化电镀方法通过组建程序化控制阳极板,解决了由于电流分布不均而引起的电路板通孔内电镀困难的问题,通过缩小特定区域的电路板与阳极板之间的距离,消除了通孔区域的极差问题。
作为本发明一个优选技术方案,电镀过程中,电路板固定不动,与密孔区位置对应的模块阳极板在传动组件的推动下靠近电路板的密孔区,其余的模块阳极板保持不变,电镀结束后,移动的模块阳极板恢复至原位。
优选地,所述移动的模块阳极板与密孔区之间的距离为10~30mm,例如可以是10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm、20mm、21mm、22mm、23mm、24mm、25mm、26mm、27mm、28mm、29mm和30mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述其余的模块阳极板与电路板之间的距离为50~300mm,例如可以是50mm、60mm、70mm、90mm、100mm、110mm、120mm、140mm、150mm、160mm、180mm、200mm、220mm、230mm、240mm、250mm、260mm、270mm、280mm、290mm和300mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明一个优选技术方案,电镀过程中,电路板进行移动,与电路板密孔区移动路线位置对应的模块阳极板在传动组件的推动下沿电路板移动方向逐一靠近电路板的密孔区,随着电路板的继续移动,移动的模块阳极板逐渐远离密孔区,当前的模块阳极板恢复至原位,而下一块模块阳极板立即移动靠近密孔区,如此循环直至电镀结束后,移动的模块阳极板全部恢复至原位。
优选地,所述移动的模块阳极板与密孔区之间的距离为10~30mm,例如可以是10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm、20mm、21mm、22mm、23mm、24mm、25mm、26mm、27mm、28mm、29mm和30mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述其余的模块阳极板与电路板之间的距离为50~300mm,例如可以是50mm、60mm、70mm、90mm、100mm、110mm、120mm、140mm、150mm、160mm、180mm、200mm、220mm、230mm、240mm、250mm、260mm、270mm、280mm、290mm和300mm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
模块化电镀系统在电镀工艺中的应用,所述的模块化电镀系统应用于龙门电镀、垂直连续电镀或水平电镀工艺。
需要说明的是,本发明提供的模块化电镀系统在应用于龙门电镀过程中,电路板固定不动,与密孔区位置对应的模块阳极板在传动组件的推动下靠近电路板的密孔区,其余的模块阳极板保持不变,电镀结束后,移动的模块阳极板恢复至原位。而应用于垂直连续电镀或水平电镀工艺的电镀过程中电路板进行移动,与电路板密孔区移动路线位置对应的模块阳极板在传动组件的推动下沿电路板移动方向逐一靠近电路板的密孔区,随着电路板的继续移动,移动的模块阳极板逐渐远离密孔区,当前的模块阳极板恢复至原位,而下一块模块阳极板立即移动靠近密孔区,如此循环直至电镀结束后,移动的模块阳极板全部恢复至原位。
与现有技术相比,本发明的有益效果为:
本发明提供的一种模块化电镀系统及模块化电镀方法及其应用,通过组建程序化控制阳极板,解决了由于电流分布不均而引起的电路板密孔区通孔内电镀困难的问题,通过缩小特定区域的电路板与阳极板之间的距离,消除通孔区域的极差问题,实现电路板通孔内的均匀电镀。
附图说明
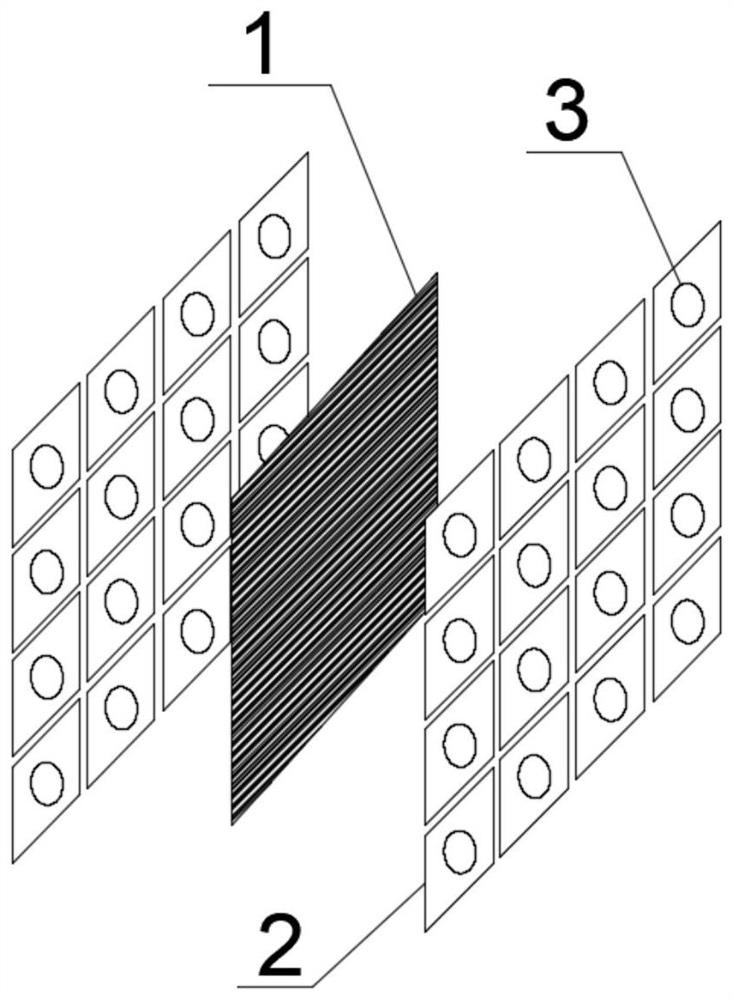
图1为本发明一个具体实施方式提供的模块化电镀系统内电路板和阳极板的结构示意图;
图2为本发明一个具体实施方式提供的模块化电镀系统的结构示意图。
其中,1-电路板;2-模块阳极板;3-穿孔;4-固定板;5-传动杆;6-密孔区;7-控制系统。
具体实施方式
需要理解的是,在本发明的描述中,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
在一个具体实施方式中,本发明提供了一种模块化电镀系统,包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于电路板1至少一侧的阳极板,电路板1的表面的局部区域形成密孔区6,密孔区6的边长为5~90mm,且密孔区6的面积小于模块阳极板2的面积,相邻两个通孔的孔间距为0.5mm~1.5mm。
阳极板与电路板1之间的距离为50~300mm,阳极板的长度为500~850mm,包括至少两个模块阳极板2,模块阳极板2呈矩形排布形成阳极板,可以为正方形或长方形结构。模块阳极板2的材料为不溶性阳极材料,模块阳极板2为正方形或长方形结构,长度为10~100mm,模块阳极板2上开设有贯穿模块阳极板2的穿孔3,穿孔3的孔径为3~30mm。
模块阳极板2与的传动组件驱动连接,控制系统7用于驱动的传动组件。传动组件包括固定板4和垂直设置于固定板4的至少两个传动杆5,固定板4与阳极板相互平行,同时设置于阳极板远离电路板1的一侧,每一个模块阳极板2均对应连接一个传动杆5,传动杆5用于带动模块阳极板2移动。移动后的模块阳极板与电路板1的密孔区6之间的距离为10~30mm。其中,固定板4采用导电材料,传动杆5为可伸缩的导电传动杆5,且内部为空心结构。密孔区6对应的传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2往复移动。
传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。
在一个具体实施方式中,本发明提供了一种采用一个具体实施方式提供的模块化电镀系统进行电镀的模块化电镀方法,包括:
电镀过程中,电路板1固定不动,控制系统7根据电路板1上密孔区6的位置驱动相应的传动组件,从而推动相应的模块阳极板2。与密孔区6位置对应的模块阳极板2在传动组件的推动下靠近电路板1,直至模块阳极板2与密孔区6之间的距离缩短至10~30mm。其余的模块阳极板2保持不变,与电路板1之间的距离为50~300mm。电镀结束后,移动的模块阳极板2恢复至原位。
在另一个具体实施方式中,本发明提供了一种采用一个具体实施方式提供的模块化电镀系统进行电镀的模块化电镀方法,包括:
电路板1在电镀槽内水平移动,控制系统7根据电路板1上密孔区6的位置驱动相应的传动组件推动模块阳极板2。随着电路板1上的密孔区6的移动,与其移动路线位置对应的模块阳极板2在传动组件的推动下,沿电路板1移动方向逐一靠近电路板1。移动的模块阳极板2与密孔区6之间的距离为10~30mm,其余的模块阳极板2与电路板1之间的距离为50~300mm。随着电路板1的继续移动,移动的模块阳极板2逐渐远离电路板1,当前的模块阳极板2恢复至原位,而下一块模块阳极板2立即移动靠近密孔区6,如此循环直至电镀结束后,移动的模块阳极板2全部恢复至原位。
本实施例提供了一种模块化电镀系统包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于所述电路板1一侧的阳极板,所述的电路板1表面形成有三个不同位置的密孔区6,三个密孔区6的边长均为90mm的正方形结构。所述的密孔区6内开设有多个孔径为0.5mm的通孔,相邻两个通孔的孔间距为1.5mm。
采用长度为100mm的正方形结构的模块阳极板2呈矩形排布形成阳极板,阳极板与电路板1之间的距离为300mm,阳极板的长度为850mm,模块阳极板2的材料为不溶性阳极材料,每一个模块阳极板2上开设有贯穿模块阳极板2的孔径为30mm的穿孔3。
在阳极板远离电路板1的一侧的平行设置固定板4,固定板4上垂直设置多个传动杆5,其中每一个模块阳极板2均对应连接一个传动杆5。传动杆5为可伸缩的导电传动杆5,且内部为空心结构。传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。其中分别与三个密孔区6对应的三个传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2移动至与密孔区6距离30mm的位置后进行电镀。
本实施例提供了一种模块化电镀系统包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于电路板1一侧的阳极板,电路板1表面形成有四个不同位置的密孔区6,四个密孔区6的边长均为80mm的正方形结构。密孔区6内开设有多个孔径为0.45mm的通孔,相邻两个通孔的孔间距为1.3mm。
采用长度为80mm的正方形结构的模块阳极板2呈矩形排布形成阳极板,阳极板与电路板1之间的距离为280mm,阳极板的长度为730mm,模块阳极板2的材料为不溶性阳极材料,每一个模块阳极板2上开设有贯穿模块阳极板2孔径为26mm穿孔3。
在阳极板远离电路板1的一侧的平行设置固定板4,固定板4上垂直设置多个传动杆5,其中每一个模块阳极板2均对应连接一个传动杆5。传动杆5为可伸缩的导电传动杆5,且内部为空心结构。传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。其中分别与四个密孔区6对应的四个传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2移动至与密孔区6距离28mm的位置后进行电镀。
本实施例提供了一种模块化电镀系统包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于电路板1两侧的阳极板,电路板1表面形成有四个不同位置的密孔区6,四个密孔区6的边长均为50mm的正方形结构。密孔区6内开设多个孔径为0.4mm的通孔,相邻两个通孔的孔间距为1.0mm。
采用长度为60mm的正方形结构的模块阳极板2呈矩形排布形成阳极板,阳极板与电路板1之间的距离为180mm,阳极板的长度为620mm,模块阳极板2的材料为不溶性阳极材料,每一个模块阳极板2上开设有贯穿模块阳极板2孔径为20mm穿孔3。
在阳极板远离电路板1的一侧的平行设置固定板4,固定板4上垂直设置多个传动杆5,其中每一个模块阳极板2均对应连接一个传动杆5。传动杆5为可伸缩的导电传动杆5,且内部为空心结构。传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。其中分别与四个密孔区6对应的四个传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2移动至与密孔区6距离20mm的位置后进行电镀。
本实施例提供了一种模块化电镀系统包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于电路板1两侧的阳极板,电路板1表面形成有五个不同位置的密孔区6,五个密孔区6的边长均为30mm的正方形结构。密孔区6内开设多个孔径为0.35mm的通孔,相邻两个通孔的孔间距为0.9mm。
采用长度为50mm的正方形结构的模块阳极板2呈矩形排布形成阳极板,阳极板与电路板1之间的距离为150mm,阳极板的长度为600mm,模块阳极板2的材料为不溶性阳极材料,每一个模块阳极板2上开设有贯穿模块阳极板2孔径为15mm穿孔3。
在阳极板远离电路板1的一侧的平行设置固定板4,固定板4上垂直设置多个传动杆5,其中每一个模块阳极板2均对应连接一个传动杆5。传动杆5为可伸缩的导电传动杆5,且内部为空心结构。传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。其中分别与五个密孔区6对应的五个传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2移动至与密孔区6距离18mm的位置后进行电镀。
本实施例提供了一种模块化电镀系统包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于电路板1两侧的阳极板,电路板1表面形成有两个不同位置的密孔区6,两个密孔区6的边长均为10mm的正方形结构。密孔区6内开设多个孔径为0.25mm的通孔,相邻两个通孔的孔间距为0.6mm。
采用长度为20mm的正方形结构的模块阳极板2呈矩形排布形成阳极板,阳极板与电路板1之间的距离为100mm,阳极板的长度为520mm,模块阳极板2的材料为不溶性阳极材料,每一个模块阳极板2上开设有贯穿模块阳极板2孔径为10mm穿孔3。
在阳极板远离电路板1的一侧的平行设置固定板4,固定板4上垂直设置多个传动杆5,其中每一个模块阳极板2均对应连接一个传动杆5。传动杆5为可伸缩的导电传动杆5,且内部为空心结构。传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。其中分别与两个密孔区6对应的两个传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2移动至与密孔区6距离12mm的位置后进行电镀。
本实施例提供了一种模块化电镀系统包括电镀槽、设置于电镀槽内的传动组件以及与传动组件电性连接的控制系统7。电镀槽内设有电路板1和位于电路板1两侧的阳极板,电路板1表面形成有两个不同位置的密孔区6,两个密孔区6的长度为10mm、宽度为5mm的长方形结构。密孔区6内开设多个孔径为0.2mm的通孔,相邻两个通孔的孔间距为0.5mm。
采用长度为10mm的正方形结构的模块阳极板2呈矩形排布形成阳极板,阳极板与电路板1之间的距离为70mm,阳极板的长度为500mm,模块阳极板2的材料为不溶性阳极材料,每一个模块阳极板2上开设有贯穿模块阳极板2的孔径为3mm穿孔3。
在阳极板远离电路板1的一侧的平行设置固定板4,固定板4上垂直设置多个传动杆5,其中每一个模块阳极板2均对应连接一个传动杆5。传动杆5为可伸缩的导电传动杆5,且内部为空心结构。传动杆5远离固定板4的一端设有喷嘴,喷嘴的喷口由模块阳极板2的穿孔3伸出并朝向电路板1,传动杆5远离喷嘴的一端分别独立接入喷流总管,电解液由喷流总管流入,分配至各个传动杆5中并由喷嘴喷出。其中分别与两个密孔区6对应的两个传动杆5在控制系统7的控制下伸缩,从而带动模块阳极板2移动至与密孔区6距离10mm的位置后进行电镀。
本实施例中提供了一种模块化电镀方法,包括:
电路板1固定不动,控制系统7根据电路板1上密孔区6的位置驱动相应的传动组件,从而推动相应的模块阳极板2。与密孔区6位置对应的模块阳极板2在传动组件的推动下靠近电路板1,直至模块阳极板2与密孔区6之间的距离缩短为10mm。其余的模块阳极板2位置保持不变,与电路板1之间的距离为100mm。电镀结束后,移动的模块阳极板2恢复至原位。
本实施例提供了一种模块化电镀方法,包括:
电路板1在电镀槽内移动,控制系统7根据电路板1上密孔区6的位置驱动相应的传动组件推动相应的模块阳极板2。随着电路板1上的密孔区6的移动,与其移动路线位置对应的模块阳极板2在传动组件的推动下,沿电路板1移动方向逐一靠近电路板1,直至移动的模块阳极板2与密孔区6之间的距离为20mm。其余的模块阳极板2与电路板1之间的距离为100mm。随着电路板1的继续移动,移动的模块阳极板2逐渐远离电路板1,当前的模块阳极板2恢复至原位,而下一块模块阳极板2立即移动靠近密孔区6,如此循环直至电镀结束后,移动的模块阳极板2全部恢复至原位。
本对比例提供了一种电镀系统,与实施例1的区别在于:阳极板为固定结构,阳极板在电镀的整个过程中不进行移动,其余结构与实施例1相同。
在电流密度为3A/dm
表1
其中TP值(%)表示深镀能力,从表1可以看出,在相同的电流密度下,采用实施例1提供的模块化电镀系统与对比例1相比,电镀后孔内、板面铜厚均匀,未出现孔中间镀层薄的现象。实施例1~8有效的解决了由于电流分布不均而引起的电路板1通孔内电镀困难的问题,特定区域的电路板1与阳极板之间的距离变小,消除通孔区域的极差问题。
申请人声明,以上仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
- 一种模块化电镀系统及模块化电镀方法及其应用
- 一种适用于电镀混合废水处理的模块化集成系统及工艺