一种高回弹型PVC发泡垫及其工艺
文献发布时间:2023-06-19 11:19:16
技术领域
本发明属于发泡垫技术领域,具体地说,涉及一种高回弹型PVC发泡垫及其工艺。
背景技术
随着社会的进步,人们生活水平的提户外生活成为人们的追求。户外用品的需求越来越多,这对户外用品行业提出了更高的要求,户外用品也需要不断的改良以适应新的生活需求。PVC垫子化学稳定性好,抗拉、抗弯、抗压和抗冲击能力强。但是户外环境复杂,现有的户外PVC垫子回弹性、防潮性及热稳定性差,并且整体舒适性不佳,在清晨的野外草地铺设和垫子被雨水淋湿时,垫子容易吸潮,难以快速得到恢复利用,并且户外使用,铺设的场地往往细菌较多,在水分的作用下,细菌更佳容易滋生,从而对人体健康造成严重影响;当垫子铺设在沙石、粘土等坚硬物质上时,人体坐在垫子上时,垫子回弹性差,其舒适性差,因此,极需研发一种能够满足各种复杂环境的多功能垫子。
发明内容
有鉴于此,本发明所要解决的技术问题是提供了一种高回弹型PVC发泡垫及其工艺,解决现有技术中发泡垫回弹性差的问题。
为了解决上述技术问题,本发明公开一种高回弹型PVC发泡垫及其工艺,包括:发泡垫主体;发泡垫主体由上至下依次具有防滑耐磨层、高回弹层、骨架层以及防潮抗菌层,防滑耐磨层、高回弹层与防潮抗菌层通过粘结剂连接在一起,骨架层嵌于高回弹层中下部;高回弹层内具有多个球形承托部,承托部呈中空状,底部设有开口,骨架层穿设于承托部底部。
进一步地,其上述防潮抗菌层包裹住高回弹层的五个面。
进一步地,其上述防滑耐磨层上表面设有多个凸起的防滑部,防滑部成半椭圆状。
进一步地,其上述防滑耐磨层下表面设有多个曲面凹坑。
进一步地,其上述骨架层为方格形纤维网布。
进一步地,其上述承托部中心点落在纤维网布的方格边角点上方。
进一步地,其上述包括如下工艺步骤:S1、将PVC糊树脂、增塑改性树脂、EVA增韧树脂、稳定剂、改性纳米粒子和发泡剂混合均匀,再加入增塑剂搅拌均匀成膏状混合物;
S2、将纤维网布固定在第一套模板上,采用连续刮涂法将膏状混合物涂覆在相应幅宽的纤维网布上,在180°C-210°C的发泡炉中进行塑化、发泡5-15分钟后成型,然后通过风冷和冷却水循环冷却至30°C,定型5-20分钟得到网状承托部;
S3、将网状承托部固定在第二套模板上,将膏状混合物添加一定量的发泡剂,涂覆在网状承托部上放入发泡炉中进行塑化成型,成型为更蓬松的高回弹层;
S4、将膏状混合物涂覆在第三套模板上,放入发泡炉中进行塑化成型为防滑耐磨层;
S5、将膏状混合物混入涂覆在第四套模板上,放入发泡炉中进行塑化成型为防潮抗菌层,在防潮抗菌层的内外表面涂覆上防潮剂与抗菌剂;
S6、最后将防滑耐磨层、高回弹层与防潮抗菌层通过环氧性树脂粘结剂粘结在一起。
与现有技术相比,本申请可以获得包括以下技术效果:
本发明的高回弹层内部具有纤维网布与承托部,多个承托部分布固定在纤维网布上形成网状承托部,网状承托部外部包裹着更蓬松的发泡棉,每个承托部内部也填满更蓬松的发泡棉,高回弹层发泡更蓬松,球形承托部可以加快高回弹层被挤压后的回弹速度,也可以对高回弹层形成支撑作用避免被挤压后过分变形。
当然,实施本申请的任一产品必不一定需要同时达到以上所述的所有技术效果。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
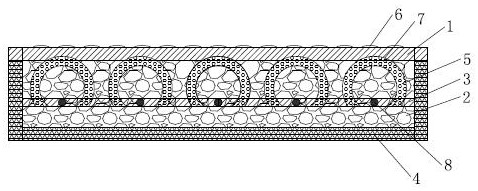
图1是本发明一实施方式的发泡垫的截面示意图。
附图标识
防滑耐磨层1,高回弹层2,骨架层3,防潮抗菌层4,承托部5,防滑部6,曲面凹坑7,边角点8。
具体实施方式
以下将配合附图及实施例来详细说明本申请的实施方式,借此对本申请如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
请参考图1,图1是本发明一实施方式的发泡垫的截面示意图。一种高回弹型PVC发泡垫及其工艺,包括:发泡垫主体;发泡垫主体由上至下依次具有防滑耐磨层1、高回弹层2、骨架层3以及防潮抗菌层4,防滑耐磨层1、高回弹层2与防潮抗菌层4通过粘结剂连接在一起,骨架层3嵌于高回弹层2中下部;高回弹层2内具有多个球形承托部5,承托部5呈中空状,底部设有开口,骨架层3穿设于承托部5底部。
防潮抗菌层4包裹住高回弹层2的五个面;防滑耐磨层4上表面设有多个凸起的防滑部6,防滑部6成半椭圆状,防滑耐磨层4下表面设有多个曲面凹坑7;骨架层3为方格形纤维网布,承托部5中心点落在纤维网布的方格边角点8上方。
高回弹型PVC发泡垫制作工艺步骤如下:S1、将PVC糊树脂、增塑改性树脂、EVA增韧树脂、稳定剂、改性纳米粒子和发泡剂混合均匀,再加入增塑剂搅拌均匀成膏状混合物;
S2、将纤维网布固定在第一套模板上,采用连续刮涂法将膏状混合物涂覆在相应幅宽的纤维网布上,在180°C-210°C的发泡炉中进行塑化、发泡5-15分钟后成型,然后通过风冷和冷却水循环冷却至30°C,定型5-20分钟得到网状承托部;
S3、将网状承托部固定在第二套模板上,将膏状混合物添加一定量的发泡剂,涂覆在网状承托部上放入发泡炉中进行塑化成型,成型为更蓬松的高回弹层2;
S4、将膏状混合物涂覆在第三套模板上,放入发泡炉中进行塑化成型为防滑耐磨层1;
S5、将膏状混合物混入涂覆在第四套模板上,放入发泡炉中进行塑化成型为防潮抗菌层4,在防潮抗菌层4的内外表面涂覆上防潮剂与抗菌剂;
S6、最后将防滑耐磨层1、高回弹层2与防潮抗菌层4通过环氧性树脂粘结剂粘结在一起。
本发明的高回弹层2内部具有纤维网布与承托部5,多个承托部5分布固定在纤维网布上形成网状承托部,网状承托部外部包裹着更蓬松的发泡棉,每个承托部5内部也填满更蓬松的发泡棉,高回弹层2发泡更蓬松,球形承托部5可以加快高回弹层2被挤压后的回弹速度,也可以对高回弹层2形成支撑作用避免被挤压后过分变形。
上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
- 一种高回弹型PVC发泡垫及其工艺
- 一种高回弹型PVC发泡垫