一种快速装夹产品的联动装置及操作方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及机器人相关技术领域,尤其是指一种快速装夹产品的联动装置及操作方法。
背景技术
随着社会的不断发展和科技的不断进步, 越来越多的产品在制作过程中人工干预越来越少,多数以机械手代替人工按照设定好的程序指令完成各种加工步骤,这不仅节约了人力,为公司节约了人工成本,而且也提高了工作效率,给公司带来了很大的效益。
但是在现有技术中,水龙头工件从上料加工到下料的整个过程中,还是需要人为地将水龙头工件放入加工中心,然后从加工中心移至车床,整个过程无法实现全程自动化操作,自动化程度低。
发明内容
本发明是为了克服现有技术中水龙头工件的加工无法实现全程自动化操作的不足,提供了一种水龙头工件能实现全程自动化操作的快速装夹产品的联动装置及操作方法。
为了实现上述目的,本发明采用以下技术方案:
一种快速装夹产品的联动装置,它包括工作台、上料料仓、下料料仓、加工中心、抽检台和车床,所述工作台上设有关节机器人,所述上料料仓、下料料仓、加工中心、抽检台和车床均位于工作台的侧面,所述上料料仓上设有若干个均匀分布的加工产品,所述关节机器人包括底座,所述底座的底端与工作台可拆卸连接,所述底座的顶端设有伺服电机一,所述伺服电机一的输出端设有转动座,所述转动座上设有机械大臂和伺服电机二,所述机械大臂的一端通过伺服电机二驱动与转动座转动连接,所述机械大臂的另一端设有机械小臂,所述机械大臂内设有伺服电机三,所述机械小臂的一端通过伺服电机三驱动与机械大臂转动连接,所述机械小臂的另一端设有与加工产品相匹配的夹爪总成,所述夹爪总成与机械小臂转动连接。
所述工作台上设有关节机器人,所述上料料仓、下料料仓、加工中心、抽检台和车床均位于工作台的侧面,所述上料料仓上设有若干个均匀分布的加工产品,所述关节机器人包括底座,所述底座的底端与工作台可拆卸连接,所述底座的顶端设有伺服电机一,所述伺服电机一的输出端设有转动座,所述转动座上设有机械大臂和伺服电机二,所述机械大臂的一端通过伺服电机二驱动与转动座转动连接,所述机械大臂的另一端设有机械小臂,所述机械大臂内设有伺服电机三,所述机械小臂的一端通过伺服电机三驱动与机械大臂转动连接,所述机械小臂的另一端设有与加工产品相匹配的夹爪总成,所述夹爪总成与机械小臂转动连接。伺服电机一带动转动座旋转,可实现关节机器人的360度旋转,从而利于实现夹爪总成能够移至上料料仓、下料料仓、加工中心、抽检台或车床所在的位置处进行相关操作,同时根据关节机器人与上料料仓、下料料仓、加工中心、抽检台或车床的远近位置关系,机械大臂在伺服电机二的控制下可实现与转动座的转动,机械小臂在伺服电机三的控制下可实现与机械大臂的转动,最终实现关节机器人的伸展或收缩;最后根据相关工位的位置方向,夹爪总成与机械小臂转动连接,便于夹爪总成旋转至合适位置进行操作,提高位置精准度,最终达到了水龙头工件能实现全程自动化操作的目的。
作为优选,所述加工产品包括横轴杆和纵轴杆,所述纵轴杆的一端与横轴杆的中心固定连接且与横轴杆构成一个T型结构,所述横轴杆的两端形状和纵轴杆的另一端形状均为弧形。本方案所涉及的加工产品主要为水龙头工件。
作为优选,所述夹爪总成包括转轴和安装块,所述转轴的侧面设有伺服电机四,所述伺服电机四通过转轴与机械小臂转动连接,以实现夹爪总成在伺服电机四的控制下实现360方向旋转的同时,可通过转轴沿机械小臂摆动,从而提高了夹爪总成的自由度,所述安装块的形状为矩形体,所述安装块的一侧与伺服电机四的输出端连接,所述安装块其他任意两个相邻的侧面上均设有夹爪气缸,两个夹爪气缸所构成的夹角为直角,所述夹爪气缸的左右两侧均设有伸缩臂,所述伸缩臂上设有夹爪本体,所述夹爪本体与伸缩臂相互垂直,所述夹爪本体的一端与伸缩臂固定连接,所述夹爪本体的另一端设有与横轴杆端部相匹配的弧形槽。夹爪气缸通过左右两侧的伸缩臂带动夹爪本体进行伸缩,两侧的夹爪本体通过弧形槽分别与横轴杆的两端一一相匹配,可实现对加工工件的夹取和释放,设计合理;同时通过设置两个夹爪气缸有利于提高工作效率。
作为优选,所述机械小臂包括保护壳和转动架,所述保护壳的一端通过伺服电机三驱动与机械大臂转动连接,所述保护壳内可拆卸安装有伸缩气缸,所述伸缩气缸上设有伸缩轴,所述转动架的形状呈U型,便于夹爪总成在转轴的作用下能够在较大的角度范围内摆动,所述伸缩轴贯穿保护壳的另一端与转动架的底部连接,所述转动架内设有伺服电机五,所述伺服电机五位于转动架的底部,所述转轴通过伺服电机五驱动与转动架的开口端两侧转动连接。伸缩气缸可实现机械小臂的伸长与缩短,使得夹爪总成能够适应远距离的夹取或释放操作,提高夹爪总成的自由度和移动的位置精确度;伺服电机五能够通过控制程序精准控制转轴沿机械小臂摆动的角度范围。
作为优选,所述下料料仓包括支撑架和输送带,所述支撑架的底部设有若干个脚杯,所述支撑架的顶部设有两根传动辊,两根传动辊分别位于支撑架的两端且与支撑架转动连接,所述输送带的两端分别套设于两根传动辊上,所述支撑架上设有驱动电机,其中一根传动辊的端部通过驱动电机驱动与支撑架转动连接,所述输送带上设有若干个与加工产品相匹配的限位机构,加工工件完成加工后,关节机器人将加工完成的工件移至输送带一端上的限位机构内,并向另一端进行有序输送下料;由于水龙头工件的形状为不易于整齐摆放的形状,故将其通过普通的输送带进行下料时,占用空间大,很容易且很快能够堆满输送带,关节机器人的操作速度受限,若干个限位机构沿输送带的输送方向均匀分布,有利于提高输送带的容纳量,从而有利于提高关节机器人的操作速度,提高工作效率。
作为优选,所述限位机构包括两个限位件和与纵轴杆端部相匹配的凹槽,所述凹槽位于输送带的中心位置处,两个限位件以凹槽为中心呈左右镜像分布,所述限位件包括支撑杆和与横轴杆端部相匹配的U型限位块,所述支撑杆的一端与输送带固定连接,所述支撑杆的另一端设有旋转轴,所述支撑杆通过旋转轴与U型限位块的底部转动连接,其中一个限位件上的U型限位块的开口与另一个限位件上U型限位块的开口相对设置。由于加工工件的形状为T型,两个U型限位块和凹槽可实现对加工工件的三点限位,使得加工工件能够在输送平面上进行整齐有序地输送。
作为优选,所述U型限位块的一端远离输送带,所述U型限位块相对应的另一端靠近输送带,所述支撑杆通过旋转轴与U型限位块远离输送带一端的中心转动连接。这样设计使得U型限位块的重心位于旋转轴的正下方,有利于U型限位块在输送带的作用下进行环形输送时,能够始终保持垂直于水平面的状态,进而便于加工工件移动至输送带的另一端时,能够在自身的重力作用下,脱离U型限位块垂直掉入收集框内,以实现下料操作,设计合理,操作简单。
作为优选,所述传动辊上设有若干个与凹槽相匹配的凸块,若干个凸块沿传动辊的圆周方向均匀分布,所述传送带上的凹槽所采用的材料为橡胶。加工工件移动至输送带的另一端准备下料时,传动辊上的凸块将凹槽向外顶出,便于加工工件上的纵轴杆脱离凹槽,便于下料;橡胶的设计便于凸块能够将凹槽向外顶出,设计合理。
作为优选,所述支撑架的顶部设有接近开关,所述接近开关位于支撑杆的侧面。输送带的一端向另一端进行有序输送下料,接近开关位于输送带的一端,当空置的限位机构移动至接近开关相对应的位置处时,接近开关与关节机器人通信,关节机器人将加工完成的工件精准地插入此限位机构内,以实现自动化处理,提高工作效率,设计合理。
本发明还提供了一种快速装夹产品的操作方法,包括以下步骤:
步骤一,关节机器人从上料料仓夹取半成品移至加工中心,加工中心侧门自动开启,并吹气清洁工装夹具;
步骤二,关节机器人将半成品放入加工中心左侧治具进行一序加工,关节机器人转至右侧,吹气清洁工装夹具,夹爪总成翻转取出半成品;
步骤三,吹气清洁工装夹具,翻转夹爪总成放入半成品进行二序加工;
步骤四,关节机器人移出加工中心,加工中心侧门自动关闭;
步骤五,关节机器人取出半成品移至车床,车床侧门自动打开,吹气清洁工装夹具,夹爪总成翻转取出半成品,再次吹气清洁工装夹具,夹爪总成翻转放入半成品,车床侧门自动关闭,车床启动加工三序;具体地,在此过程中,关节机器人移至车床卡盘,夹爪本体旋转90度夹住半成品、卡盘松开,夹爪本体再次旋转90度,卡盘夹紧半成品、夹爪本体松开,关节机器人退出,车床侧门自动关闭;
步骤六,关节机器人移至下料料仓将成品放入限位机构内或抽检台上,并从上料料仓夹取半成品移至加工中心等待,加工中心侧门自动打开,重复上述操作。
本发明中所提及的关节机器人的型号可根据加工工件的重量及所需工作范围进行选择;在关节机器人系统信号控制下,工装夹具具有自动夹紧、松开功能以配合上下料操作;加工中心侧门和车床侧门配合对应的电控信号与关节机器人通信;同时结合关节机器人的较高的自由度,达到了水龙头工件能实现全程自动化操作的目的,吹气清洁工装夹具以保证夹具定位面无残留铁屑。
本发明的有益效果是:水龙头工件能实现全程自动化操作;提高了夹爪总成的自由度和移动的位置精确度;加工工件能够在输送平面上进行整齐有序地输送进行下料,有利于提高输送带的容纳量,从而有利于提高关节机器人的操作速度,提高工作效率;设计合理。
附图说明
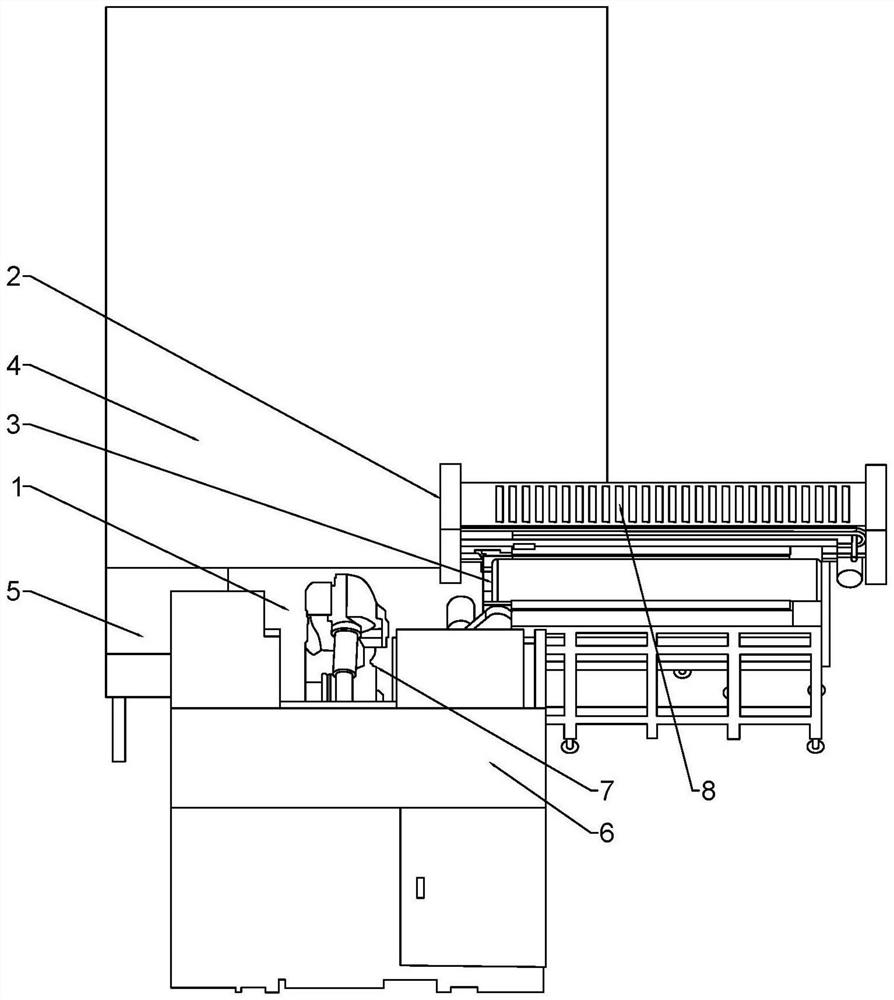
图1是本发明的结构示意图;
图2是关节机器人的结构示意图;
图3是加工产品的结构示意图;
图4是夹爪总成的结构示意图;
图5是图4的左视图;
图6是下料料仓的结构示意图;
图7是下料时的结构示意图;
图8是图6中A处的结构放大图。
图中:1. 工作台,2. 上料料仓,3. 下料料仓,4. 加工中心,5. 抽检台,6. 车床,7. 关节机器人,8. 加工产品,9. 底座,10. 转动座,11. 机械大臂,12. 伺服电机一,13.伺服电机二,14. 机械小臂,15. 夹爪总成,16. 横轴杆,17. 纵轴杆,18. 转轴,19. 安装块,20. 夹爪气缸,21. 伸缩臂,22. 夹爪本体,23. 弧形槽,24. 保护壳,25. 转动架,26.伸缩轴,27. 支撑架,28. 输送带,29. 传动辊,30. 电机,31. 限位机构,32. 限位件,33.凹槽,34. 支撑杆,35. U型限位块,36. 旋转轴,37. 凸块,38. 接近开关。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步的描述。
如图1所述的实施例中,一种快速装夹产品的联动装置,它包括工作台1、上料料仓2、下料料仓3、加工中心4、抽检台5和车床6,工作台1上设有关节机器人7,上料料仓2、下料料仓3、加工中心4、抽检台5和车床6均位于工作台1的侧面,上料料仓2上设有若干个均匀分布的加工产品8,如图2所示,关节机器人7包括底座9,底座9的底端与工作台1可拆卸连接,底座9的顶端设有伺服电机一12,伺服电机一12的输出端设有转动座10,转动座10上设有机械大臂11和伺服电机二13,机械大臂11的一端通过伺服电机二13驱动与转动座10转动连接,机械大臂11的另一端设有机械小臂14,机械大臂11内设有伺服电机三,机械小臂14的一端通过伺服电机三驱动与机械大臂11转动连接,机械小臂14的另一端设有与加工产品8相匹配的夹爪总成15,夹爪总成15与机械小臂14转动连接。
如图3所示,加工产品8包括横轴杆16和纵轴杆17,纵轴杆17的一端与横轴杆16的中心固定连接且与横轴杆16构成一个T型结构,横轴杆16的两端形状和纵轴杆17的另一端形状均为弧形。
如图2、图4和图5所示,夹爪总成15包括转轴18和安装块19,转轴18的侧面设有伺服电机四,伺服电机四通过转轴18与机械小臂14转动连接,安装块19的形状为矩形体,安装块19的一侧与伺服电机四的输出端连接,安装块19其他任意两个相邻的侧面上均设有夹爪气缸20,两个夹爪气缸20所构成的夹角为直角,夹爪气缸20的左右两侧均设有伸缩臂21,伸缩臂21上设有夹爪本体22,夹爪本体22与伸缩臂21相互垂直,夹爪本体22的一端与伸缩臂21固定连接,夹爪本体22的另一端设有与横轴杆16端部相匹配的弧形槽23。
如图2所示,机械小臂14包括保护壳24和转动架25,保护壳24的一端通过伺服电机三驱动与机械大臂11转动连接,保护壳24内可拆卸安装有伸缩气缸,伸缩气缸上设有伸缩轴26,转动架25的形状呈U型,伸缩轴26贯穿保护壳24的另一端与转动架25的底部连接,转动架25内设有伺服电机五,伺服电机五位于转动架25的底部,转轴18通过伺服电机五驱动与转动架25的开口端两侧转动连接。
如图6和图7所示,下料料仓3包括支撑架27和输送带28,支撑架27的底部设有若干个脚杯,支撑架27的顶部设有两根传动辊29,两根传动辊29分别位于支撑架27的两端且与支撑架27转动连接,输送带28的两端分别套设于两根传动辊29上,支撑架27上设有驱动电机30,其中一根传动辊29的端部通过驱动电机30驱动与支撑架27转动连接,输送带28上设有若干个与加工产品8相匹配的限位机构31,若干个限位机构31沿输送带28的输送方向均匀分布。
如图8所示,限位机构31包括两个限位件32和与纵轴杆17端部相匹配的凹槽33,凹槽33位于输送带28的中心位置处,两个限位件32以凹槽33为中心呈左右镜像分布,限位件32包括支撑杆34和与横轴杆16端部相匹配的U型限位块35,支撑杆34的一端与输送带28固定连接,支撑杆34的另一端设有旋转轴36,支撑杆34通过旋转轴36与U型限位块35的底部转动连接,其中一个限位件32上的U型限位块35的开口与另一个限位件32上U型限位块35的开口相对设置。U型限位块35的一端远离输送带28,U型限位块35相对应的另一端靠近输送带28,支撑杆34通过旋转轴36与U型限位块35远离输送带28一端的中心转动连接。
如图7所示,传动辊29上设有若干个与凹槽33相匹配的凸块37,若干个凸块37沿传动辊29的圆周方向均匀分布,传送带上的凹槽33所采用的材料为橡胶。支撑架27的顶部设有接近开关38,接近开关38位于支撑杆34的侧面。
如图1所示,本发明还提供了一种快速装夹产品的操作方法,包括以下步骤:
步骤一,关节机器人7从上料料仓2夹取半成品移至加工中心4,加工中心4侧门自动开启,并吹气清洁工装夹具;
步骤二,关节机器人7将半成品放入加工中心4左侧治具进行一序加工,关节机器人7转至右侧,吹气清洁工装夹具,夹爪总成15翻转取出半成品;
步骤三,吹气清洁工装夹具,翻转夹爪总成15放入半成品进行二序加工;
步骤四,关节机器人7移出加工中心4,加工中心4侧门自动关闭;
步骤五,关节机器人7取出半成品移至车床6,车床6侧门自动打开,吹气清洁工装夹具,夹爪总成15翻转取出半成品,再次吹气清洁工装夹具,夹爪总成15翻转放入半成品,车床6侧门自动关闭,车床6启动加工三序;
步骤六,关节机器人7移至下料料仓3将成品放入限位机构31内或抽检台5上,并从上料料仓2夹取半成品移至加工中心4等待,加工中心4侧门自动打开,重复上述操作。
本方案所涉及的加工产品8主要为水龙头工件,也可以为其他类似形状的工件。
加工产品8完成加工后,关节机器人7与接近开关38通信,将加工完成的工件移至输送带28一端上空置的限位机构31内,当加工产品8移动至输送带28的另一端准备下料时,U型限位块35始终保持垂直于水平面的状态,与此同时,传动辊29上的凸块37将凹槽33向外顶出,使得加工产品8上的纵轴杆17脱离凹槽33,并在自身重力作用下掉入收集框内,实现下料操作。
- 一种快速装夹产品的联动装置及操作方法
- 一种齿圈加工快速装夹装置的操作方法