轴类产品自动焊接设备
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及一种轴类产品自动焊接设备。
背景技术
目前,在主轴类产品的圆柱侧壁上焊接配件主要通过人工焊接完成,由于配件在主轴上难以固定,且配件在主轴的轴向和周向上的位置都难以保证,导致人工焊接主轴类产品时操作十分困难,焊接精度很低,焊接的效率低、耗时长,还会导致焊接后的产品质量差。
发明内容
本发明所要解决的技术问题是克服现有技术的缺陷,提供一种轴类产品自动焊接设备,它能够自动完成主轴的焊接,提高焊接精度和焊接效率,还能够提高焊接质量,节约人工成本。
为了解决上述技术问题,本发明的技术方案是:一种轴类产品自动焊接设备,它适于将配件焊接在主轴上,它包括主轴夹持装置、夹持机械手、焊接机械手、焊枪和夹具装置;其中,
所述主轴夹持装置适于夹持住所述主轴并适于动作以驱动所述主轴旋转到合适角度;
所述夹具装置适于动作以夹持住所述配件;
所述夹持机械手与所述夹具装置相连,并适于动作以带动所述夹具装置移动进而带动夹具装置上的配件移动至靠在所述主轴上;
所述焊接机械手与所述焊枪相连,并适于动作以带动所述焊枪移动以使所述焊枪将所述配件焊接在所述主轴上。
进一步,所述轴类产品自动焊接设备还包括移动装置,所述移动装置包括底座、滑动座、滑动驱动机构;其中,
所述夹持机械手和所述焊接机械手均安装在所述滑动座上;
所述滑动座滑动连接在所述底座上;
所述滑动驱动机构连接在所述底座和所述滑动座之间并适于动作以驱动所述滑动座滑动,进而带动所述夹持机械手和所述焊接机械手移动。
进一步为了提高焊接效率,所述轴类产品自动焊接设备还包括物料盘和导正盘;其中,
所述物料盘中储存有所述配件;
所述导正盘适于承接所述夹具装置上的配件并引导其承接的配件动作至特定姿态;
所述夹具装置连接在所述夹持机械手上,并适于动作以拾取所述物料盘中的配件以及动作以夹取所述导正盘中的配件;
所述夹持机械手适于当所述夹具装置拾取所述物料盘中的配件后动作以带动所述夹具装置上的配件移动至所述导正盘中,以及适于当所述夹具装置夹取所述导正盘中的配件后动作以带动所述夹具装置上的配件移动至靠在所述主轴上。
进一步提供一种所述夹具装置的具体结构,所述夹具装置包括适于吸住所述物料盘中的配件的磁铁以及适于夹取所述导正盘中的配件的夹取机构。
进一步提供一种所述夹取机构的具体结构,所述夹取机构包括手指气缸、夹持销和夹爪;其中,
所述手指气缸具有两个手指部件;
所述配件上设有定位孔;
所述夹持销连接在其中一个手指部件上并适于在夹持所述配件时插入所述定位孔中;
所述夹爪连接在另一个所述手指部件上并适于在夹持所述配件时与所述配件相抵以将配件压紧在所述夹持销上;
所述手指气缸适于动作以驱动所述夹持销和所述夹爪相向或背向运动。
进一步提供一种所述导正盘的具体结构,所述导正盘具有盘底、左盘壁和右盘壁;其中,
所述盘底倾斜设置,所述盘底适于承载所述配件并供所述配件在所述盘底上向下滑动;
所述左盘壁和右盘壁均连接在所述盘底上并呈V型布置,所述左盘壁和右盘壁分别适于与所述配件的侧边相抵以便引导所述配件至特定姿态;
所述盘底上设有与所述夹爪适配并供所述夹爪在夹取所述配件时穿过的开口槽。
进一步提供一种所述主轴夹持装置的具体结构,所述主轴夹持装置包括安装座组件、卡盘、旋转驱动装置、顶针和顶压部件;其中,
所述卡盘旋转连接在所述安装座组件上并适于夹住所述主轴的一端部;
所述顶针连接在所述顶压部件上;
所述顶压部件连接在所述安装座组件上并适于动作以驱动所述顶针移动至顶住所述主轴的另一端部;
所述旋转驱动装置连接在所述安装座组件上、与所述卡盘相连并适于动作以驱动所述卡盘转动,进而带动所述主轴转动。
进一步为了便于装夹和取下所述主轴,所述轴类产品自动焊接设备还包括至少一个适于在装夹和取下所述主轴时托住所述主轴的托轴机构,所述托轴机构包括托轴气缸和托块;其中,
所述托块连接在所述托轴气缸的活塞杆上;
所述托轴气缸连接在所述安装座组件上,并适于动作以驱动所述托块移动至托住所述主轴以及驱动所述托块移动至脱离所述主轴。
进一步提供一种所述安装座组件的具体结构,所述安装座组件包括:
固定座;
第一移动台,所述第一移动台沿所述主轴的轴向滑动连接在所述固定座上,所述顶压部件安装在所述第一移动台上;
与所述托轴气缸一一对应的第二移动台,所述第二移动台沿所述主轴的轴向滑动连接在所述固定座上,所述托轴气缸安装在对应的所述第二移动台上;
锁定机构,所述锁定机构连接在所述固定座、第一移动台和所述第二移动台之间,并适于当所述第一移动台和所述第二移动台分别移动到位时锁定所述第一移动台和所述第二移动台的位置。
进一步提供一种所述锁定机构的具体结构,所述锁定机构包括:
连接在所述固定座上的锁条,所述锁条上设有多个沿所述锁条的长度方向依次分布的固定锁孔;
连接在所述第一移动台上的第一锁板,所述第一锁板上设有当所述第一移动台移动到位时与其中一个固定锁孔对齐的第一活动锁孔;
连接在所述第二移动台上的第二锁板,所述第二锁板上设有当所述第二移动台移动到位时与其中一个固定锁孔对齐的第二活动锁孔;
适于插入所述第一活动锁孔和所述固定锁孔中以锁定第一锁板相对所述锁条的位置的第一插销;
适于插入所述第二活动锁孔和所述固定锁孔中以锁定第二锁板相对所述锁条的位置的第二插销。
采用了上述技术方案后,首先将所述主轴承载于所述托块上,所述托轴气缸伸出以托起所述主轴,然后通过所述卡盘夹住所述主轴的一端部,通过所述顶针顶住所述主轴的另一端部,然后所述旋转驱动装置驱动所述卡盘转动进而带动所述主轴转动至合适角度。然后在所述夹持机械手的带动下,所述磁铁吸住所述物料盘中的配件并带动配件移动至导正盘中,所述导正盘引导所述配件导正至特定姿态。然后所述夹取机构夹住导正后的配件,所述夹持机械手带动所述夹取机构上的配件移动至靠在所述主轴上。然后所述焊接机械手带动所述焊枪移动以使所述焊枪将所述配件焊接在所述主轴上,实现了主轴与配件的自动焊接,无需人工操作,提高了焊接效率,节约了人工成本,并且还提高了焊接精度和焊接质量,自动化程度高。
附图说明
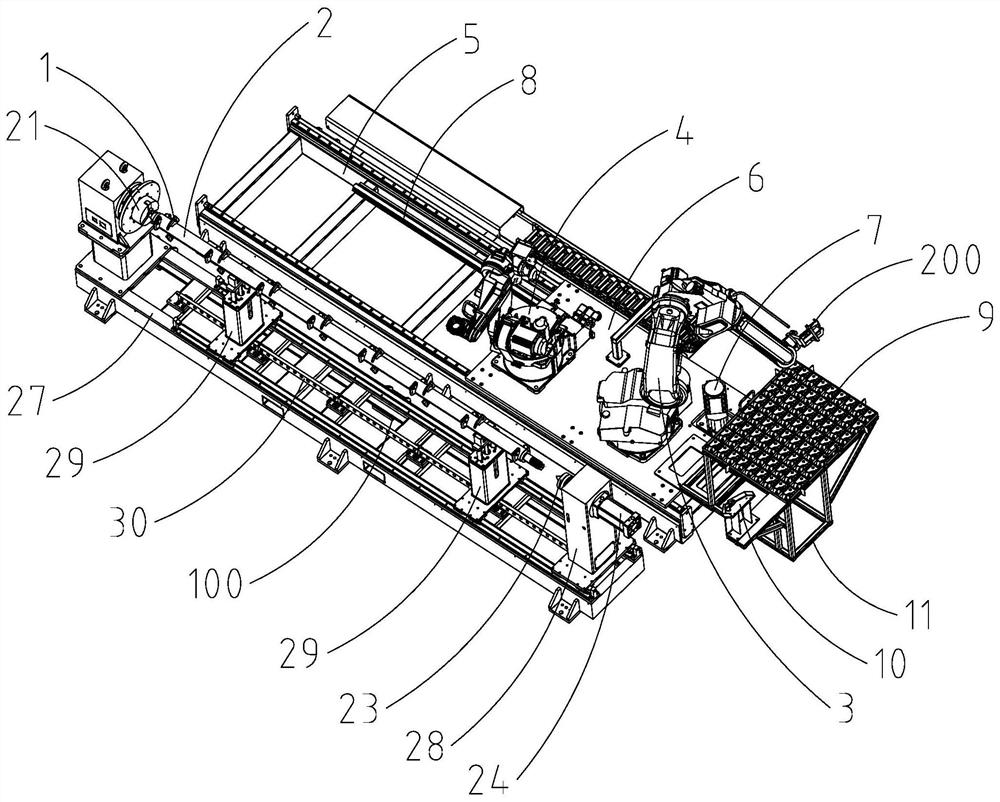
图1为本发明的轴类产品自动焊接设备的结构示意图;
图2为本发明的轴类产品自动焊接设备的俯视图;
图3为本发明的移动装置的结构示意图;
图4为本发明的导正盘的结构示意图;
图5为本发明的夹取机构的结构示意图;
图6为本发明的夹具装置的结构示意图;
图7为本发明的主轴夹持装置的结构示意图;
图8为图7的局部详图;
图9为本发明的卡盘处的结构示意图。
具体实施方式
为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明。
如图1~9所示,一种轴类产品自动焊接设备,它适于将配件1焊接在主轴2上,它包括主轴夹持装置100、夹持机械手3、焊接机械手4、焊枪和夹具装置200;其中,
所述主轴夹持装置100适于夹持住所述主轴2并适于动作以驱动所述主轴2旋转到合适角度;
所述夹具装置200适于动作以夹持住所述配件1;
所述夹持机械手3与所述夹具装置200相连,并适于动作以带动所述夹具装置200移动进而带动夹具装置200上的配件1移动至靠在所述主轴2上;
所述焊接机械手4与所述焊枪相连,并适于动作以带动所述焊枪移动以使所述焊枪将所述配件1焊接在所述主轴2上;具体的,所述主轴夹持装置100适于驱动所述主轴2绕所述主轴2的中心轴旋转,所述焊枪、夹持机械手3和所述焊接机械手4的具体结构均为本领域技术人员熟知的现有技术,本实施例中不作具体赘述。进一步具体的,通过上述结构能够自动完成配件1与主轴2的焊接,无需人工操作,提高了焊接效率,节约了人工成本,并且还提高了焊接精度和焊接质量,自动化程度高。
如图1~3所示,所述轴类产品自动焊接设备还可以包括移动装置,所述移动装置例如但不限于以下结构,它包括底座5、滑动座6、滑动驱动机构;其中,
所述夹持机械手3和所述焊接机械手4均安装在所述滑动座6上;
所述滑动座6滑动连接在所述底座5上;
所述滑动驱动机构连接在所述底座5和所述滑动座6之间并适于动作以驱动所述滑动座6滑动,进而带动所述夹持机械手3和所述焊接机械手4移动;在本实施例中,所述底座5固定连接在地面上,所述滑动座6沿所述主轴2的轴向滑动连接在所述底座5上,以便当所述主轴2的长度较长时,所述滑动座6能带动所述夹持机械手3和所述焊接机械手4移动至合适位置。
在本实施例中,所述滑动驱动机构包括滑动电机7、滑动齿轮和滑动齿条8;其中,
所述滑动齿条8连接在所述底座5上;
所述滑动齿轮连接在所述滑动电机7的输出轴上并与所述滑动齿条8啮合;
所述滑动电机7连接在所述滑动座6上并适于动作以驱动所述滑动齿轮旋转,进而带动所述滑动座6相对所述底座5滑动。其中,所述滑动齿条8的长度方向沿所述主轴2的轴向设置。
如图1~6所示,所述轴类产品自动焊接设备还可以包括物料盘9和导正盘10;其中,
所述物料盘9中储存有所述配件1;
所述导正盘10适于承接所述夹具装置200上的配件1并引导其承接的配件1动作至特定姿态;
所述夹具装置200连接在所述夹持机械手3上,并适于动作以拾取所述物料盘9中的配件1以及动作以夹取所述导正盘10中的配件1;
所述夹持机械手3适于当所述夹具装置200拾取所述物料盘9中的配件1后动作以带动所述夹具装置200上的配件1移动至所述导正盘10中,以及适于当所述夹具装置200夹取所述导正盘10中的配件1后动作以带动所述夹具装置200上的配件1移动至靠在所述主轴2上;具体的,所述物料盘9中具有多个适于放置所述配件1的料格,所述配件1放置在所述料格中。在本实施例中,所述物料盘9和所述导正盘10均连接在所述滑动座6上,进一步具体的,所述滑动座6上连接有安装架11,所述物料盘9和所述导正盘10均连接在所述安装架11上。
如图1、2、3、5、6所示,所述夹具装置200可以包括适于吸住所述物料盘9中的配件1的磁铁12以及适于夹取所述导正盘10中的配件1的夹取机构;具体的,所述夹具装置200还包括连接板13,所述连接板13连接在所述夹持机械手3上,所述夹取机构连接在所述连接板13的一端部,所述磁铁12连接在所述连接板13的另一端部。
如图5、6所示,所述夹取机构例如但不限于以下结构,它包括手指气缸14、夹持销15和夹爪16;其中,
所述手指气缸14具有两个手指部件40;
所述配件1上设有定位孔41;
所述夹持销15连接在其中一个手指部件40上并适于在夹持所述配件1时插入所述定位孔41中;
所述夹爪16连接在另一个所述手指部件40上并适于在夹持所述配件1时与所述配件1相抵以将配件1压紧在所述夹持销15上;
所述手指气缸14适于动作以驱动所述夹持销15和所述夹爪16相向或背向运动;在本实施例中,所述手指气缸14又称气动手指或气动夹爪,其具体结构为本领域技术人员熟知的现有技术,本实施例中不作具体赘述。
如图4、6所示,所述导正盘10具有盘底17、左盘壁18和右盘壁19;其中,
所述盘底17倾斜设置,所述盘底17适于承载所述配件1并供所述配件1在所述盘底17上向下滑动;
所述左盘壁18和右盘壁19均连接在所述盘底17上并呈V型布置,所述左盘壁18和右盘壁19分别适于与所述配件1的侧边相抵以便引导所述配件1至特定姿态;
所述盘底17上设有与所述夹爪16适配并供所述夹爪16在夹取所述配件1时穿过的开口槽20;具体的,吸附在所述磁铁12上的配件1在所述夹持机械手3的带动下移动至与所述左盘壁18或右盘壁19相抵,然后所述磁铁12继续移动,所述左盘壁18或右盘壁19将所述配件1从所述磁铁12拨下来并落至所述盘底17上。
如图1、2、7、8、9所示,所述主轴夹持装置100例如但不限于以下结构,它包括安装座组件、卡盘21、旋转驱动装置22、顶针23和顶压部件24;其中,
所述卡盘21旋转连接在所述安装座组件上并适于夹住所述主轴2的一端部;
所述顶针23连接在所述顶压部件24上;
所述顶压部件24连接在所述安装座组件上并适于动作以驱动所述顶针23移动至顶住所述主轴2的另一端部;
所述旋转驱动装置22连接在所述安装座组件上、与所述卡盘21相连并适于动作以驱动所述卡盘21转动,进而带动所述主轴2转动;具体的,通过所述旋转驱动装置22控制所述主轴2的角度,能够提高所述配件1在所述主轴2的周向上的位置精度。在本实施例中,所述旋转驱动装置22可以但不限于是步进电机,所述顶压部件24可以但不限于是气缸,所述顶针23可以但不限于是回转顶针;其中,所述回转顶针和所述卡盘21的具体结构均为本领域技术人员熟知的现有技术,本实施例中不作具体赘述。
如图7、8、9所示,所述轴类产品自动焊接设备还可以包括至少一个适于在装夹和取下所述主轴2时托住所述主轴2的托轴机构,所述托轴机构可以包括托轴气缸25和托块26;其中,
所述托块26连接在所述托轴气缸25的活塞杆上;
所述托轴气缸25连接在所述安装座组件上,并适于动作以驱动所述托块26移动至托住所述主轴2以及驱动所述托块26移动至脱离所述主轴2;具体的,所述托块26中设有适于卡入所述主轴2的一部分的托槽;在本实施例中,所述托轴机构设有2个。
如图1、2、7、8、9所示,所述安装座组件可以包括:
固定座27;
第一移动台28,所述第一移动台28沿所述主轴2的轴向滑动连接在所述固定座27上,所述顶压部件24安装在所述第一移动台28上;
与所述托轴气缸25一一对应的第二移动台29,所述第二移动台29沿所述主轴2的轴向滑动连接在所述固定座27上,所述托轴气缸25安装在对应的所述第二移动台29上;
锁定机构,所述锁定机构连接在所述固定座27、第一移动台28和所述第二移动台29之间,并适于当所述第一移动台28和所述第二移动台29分别移动到位时锁定所述第一移动台28和所述第二移动台29的位置;具体的,所述固定座27固定连接在地面上。
如图7、8、9所示,所述锁定机构例如但不限于以下结构,它包括:
连接在所述固定座27上的锁条30,所述锁条30上设有多个沿所述锁条30的长度方向依次分布的固定锁孔31;
连接在所述第一移动台28上的第一锁板32,所述第一锁板32上设有当所述第一移动台28移动到位时与其中一个固定锁孔31对齐的第一活动锁孔33;
连接在所述第二移动台29上的第二锁板34,所述第二锁板34上设有当所述第二移动台29移动到位时与其中一个固定锁孔31对齐的第二活动锁孔35;
适于插入所述第一活动锁孔33和所述固定锁孔31中以锁定第一锁板32相对所述锁条30的位置的第一插销;
适于插入所述第二活动锁孔35和所述固定锁孔31中以锁定第二锁板34相对所述锁条30的位置的第二插销。
在本实施例中,所述轴类产品自动焊接设备还可以包括法兰36、导电块37、弹性件38和铜环39;其中,
所述卡盘21连接在所述法兰36上并通过所述法兰36旋转连接在所述安装座组件上;
所述铜环39嵌装在所述法兰36的外周部上,所述铜环39与所述法兰36同轴设置;
所述导电块37滑动连接在所述安装座组件中;
所述弹性件38设于所述导电块37和所述安装座组件之间并适于驱动所述导电块37抵住所述铜环39。具体的,所述法兰36和所述卡盘21的材质均为铁,所述导电块37通过所述铜环39、所述法兰36和所述卡盘21与所述主轴2电性连接,所述导电块37还通过导线与焊机电性连接。其中,所述焊机的具体结构为本领域技术人员熟知的现有技术,本实施例中不作具体赘述。进一步具体的,所述弹性件38可以为弹簧,设置所述铜环39的目的在于,当所述铜环39磨损后可以换一个新的铜环39。
本发明的工作原理如下:
首先将所述主轴2承载于所述托块26上,所述托轴气缸25伸出以托起所述主轴2,然后通过所述卡盘21夹住所述主轴2的一端部,通过所述顶针23顶住所述主轴2的另一端部,然后所述旋转驱动装置22驱动所述卡盘21转动进而带动所述主轴2转动至合适角度。然后在所述夹持机械手3的带动下,所述磁铁12吸住所述物料盘9中的配件1并带动配件1移动至导正盘10中,所述导正盘10引导所述配件1导正至特定姿态。然后所述夹取机构夹住导正后的配件1,所述夹持机械手3带动所述夹取机构上的配件1移动至靠在所述主轴2上。然后所述焊接机械手4带动所述焊枪移动以使所述焊枪将所述配件1焊接在所述主轴2上,实现了主轴2与配件1的自动焊接,无需人工操作,提高了焊接效率,节约了人工成本,并且还提高了焊接精度和焊接质量,自动化程度高。
以上所述的具体实施例,对本发明解决的技术问题、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
在本发明的描述中,需要理解的是,指示方位或位置关系的术语为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之上或之下可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征之上、上方和上面包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征之下、下方和下面包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
- 轴类产品自动焊接设备
- 一种轴类零件自动化焊接设备