一种基于激光镭射制作合金电阻的方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于电子元件制造领域,具体涉及一种基于激光镭射制作合金电阻的方法。
背景技术
目前合金阻体的开发通常在满足小尺寸的情况下需要调整合金片材的厚度提高功率,但是现有的黄光制程工艺的污染性大、对环境不够友好,在产品质量及装配工艺方面要求较高导致整体生产成本偏高。而另一种环保的合金阻体成型工艺是采用冲模切割的工艺随着金属厚度的增加容易导致合金边缘火山口,或是切割边缘翻卷等不良的问题,且受限于模具参数合金阻体的尺寸无法微型化目前冲压工艺只能制作0805型号以上的产品1206型号、2512型号,无法突破制作更小尺寸的产品。因此急需开发一种新的工艺制作高精度的微型合金阻体制作方法。
发明内容
针对现有技术小尺寸电阻制作无法同时兼顾电阻尺寸小型化和环境保护的要求下,本发明提出了一种新的制作小尺寸电阻的工艺,通过采用激光镭射制作合金阻体。
实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
一种基于激光镭射制作合金电阻的方法,其特征在于,包括以下步骤:选择对应于所制作电阻阻值厚度的合金板,将其裁切为设定的尺寸置于激光镭射装置中;根据所述合金板的尺寸设置分布于合金板上的合金阻体阵列图形;激光镭射装置依据获取的合金阻体阵列图形采用激光镭射的方式对所述合金板进行激光雕刻;采用焊接工艺在对应于所述合金阻体电极的位置焊接金属箔,并将金属板上的电阻切割成粒。
优选的,所述合金阻体阵列图形中包括阵列分布的合金阻体线路区域和非合金阻体线路区域,所述激光镭射装置将所述非合金阻体线路区域激光雕刻掉。
优选的,所述非合金阻体线路区域包括位于单颗所述合金阻体轮廓外侧区域的第一激光雕刻区和位于所述合金阻体轮廓内部的第二激光雕刻区,所述第二激光雕刻区的线宽小于50um。
优选的,所述激光镭射装置对所述非合金阻体线路区域扫描的次数为所述合金板的厚度与所述激光单次刻蚀掉的合金板厚度的比值,所述激光镭射装置对所述合金板的扫描次数控制在20次以内。
优选的,所述激光镭射装置激光雕刻时的工艺参数包括:
激光器的功率为60~1500W,激光的频率为1KHZ~50MHZ,脉冲为100~500 ps,激光的光斑直径1~5mm。
优选的,所述激光的扫描速度为50~150mm/min。
优选的,所述激光包括但不限于固体激光器发射的紫外激光、绿色激光、红外激光,光纤激光器发射的紫外激光、绿色激光、红外激光。
优选的,采用方形的红外激光矩形波。
优选的,所述激光镭射装置中设有三维振镜,用于调节在平面方向扫描的激光光束的镭射深度。
优选的,镭射雕刻时,所述合金板所述置于的激光镭射装置的腔室中0.01~0.05L/s的流速流通着惰性气体。
本发明的有益效果:
1、本发明采用激光镭射制作的具有镂空结构的立体电阻体精密线路,且能够保证制作的合金电阻尺寸更加小型化如0402、0201产品、且精度高、阻值分布稳定,突破现有冲压成型工艺难以制作0805尺寸以下型号的电阻。
2、该方法设计三维振镜控制镭射深度加工景深长制备的合金电阻精度高,同时有效解决因金属的厚度增加现有冲压成型工艺制作困难良率降低的问题。
3、该工艺为物理加工方式,所需原材料少,电阻器成型简单易操作、节能环保,生产速度快效率高,成本低,可取代传统的高污染微影蚀刻成型工艺;同时也降低了冲压切割单粒电阻时对冲压模板的要求。
4、该工艺可制作大于100um的高厚度合金板镭射得到可微小化至30~50um宽的精密线路,得到不同规格的合金电阻产品同时电性能优越可满足客户应用端对高精度微型电阻器的多样化应用需求。
附图说明
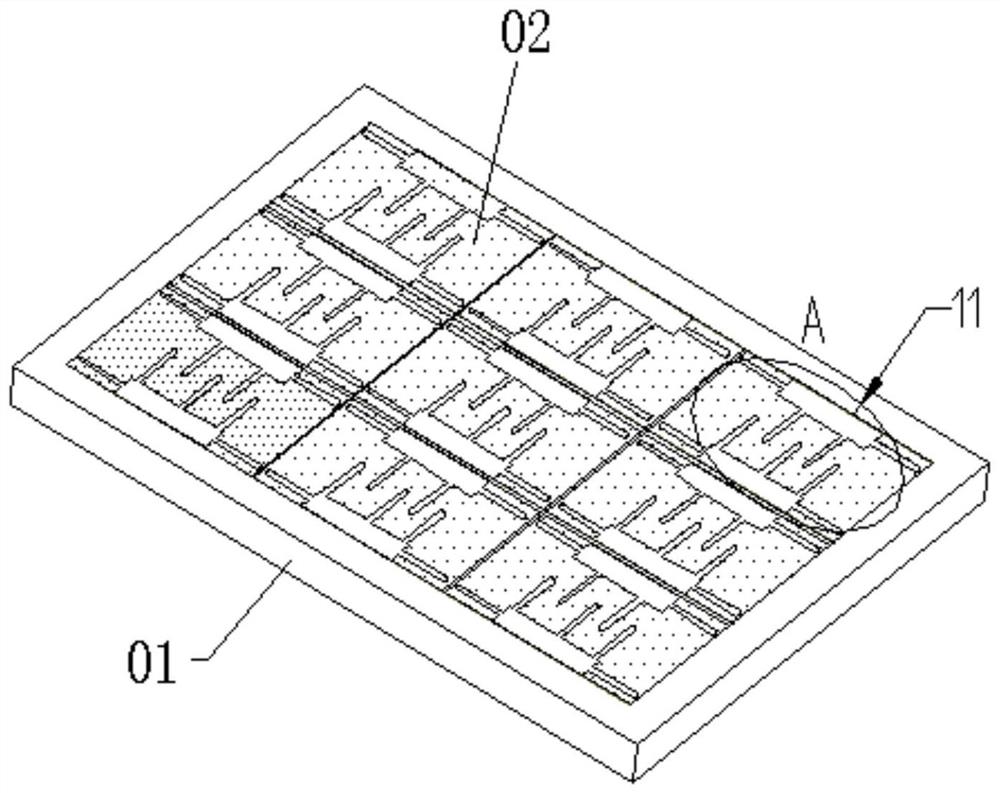
图1本发明实施例中完成步骤D后的结构示意图;
图2对应于图1A处的放大示意;
图3本发明实施例中完成步骤E后的结构示意图;
图4本发明实施例中完成步骤F后的结构示意图;
图5本发明实施例中完成步骤G后的结构示意图;
图6本发明实施例中完成步骤H后的结构示意图(单颗粒合金电阻);
图7本发明实施例中完成步骤I后的结构示意图(单颗粒合金电阻);
图8本发明实施例中完成步骤K后的结构示意图;
其中:01-合金板,02-合金阻体,03-右上侧电极,04-左上侧电极,05-镭切线,06-保护层,07-字码标识,08-铜层,09-镍层, 10-锡层,11-非合金阻体线路,1101-第一激光雕刻区,1102-第二激光雕刻区。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
下面结合附图对本发明的应用原理作详细的描述。
A、设定合金板01的尺寸,并根据所设定的合金板01的尺寸设置分布于合金板上的合金阻体阵列图形,所述设计的图形导入激光镭射装置的控制。
所述设计的图形包括阵列分布的合金阻体线路区域和非合金阻体线路11区域,其中所述非合金阻体线路11区域对应于采用激光镭射装置进行激光雕刻刻蚀掉的区域,从而保留对应于与合金阻体02形状相匹配的、呈阵列布置的合金阻体线路区域。
B、将激光镭射装置的密封工作腔内充满惰性气体如氩气、氮气、或其他气体。
C、将合金料带通过机械冲切为设定尺寸的合金板01,通过驱动机器抓手将所述合金板定位于密封工作腔的工作台上。
D、镭射雕刻合金阻体阵列
设备装置:
本发明的实施例中,光纤激光器发射采用的是红外激光,通过一定方式耦合进双包层光纤,直接以细光纤导管为共振腔进行放大,聚焦光束可直接使用,得到所需功率的光源。激光在合金板面沿X、Y轴两个方向进行扫描切割,同时装置中通过增加的三维振镜调节光源的景深深度,控制单次扫描在Z轴方向的镭射切割深度。
选用皮秒级超短脉冲,数量多,能量小不会损伤镜片,且成型精度高,波形为方形垂直切割,切割合金板余料后正面背面为上下一致的图形,切割边缘光滑平整,大于100um的高厚度合金板镭射得到可微小化至30~50um宽的精密线路。
具体的,通过存储在计算机中的目标精密合金阻体02的图形线路,控制激光光束的运动路径,使得激光光束对非合金阻体线路区域进行选择性镭射扫描,被激光照射的合金材料表面温度达3000℃使金属瞬间气化,气化的金属颗粒被惰性气体瞬间带走。
且,如图1所示,所述非合金阻体线路区域包括位于单颗所述合金阻体02轮廓外侧区域的第一激光雕刻区1101和位于所述合金阻体02轮廓内部的第二激光雕刻区1102,所述第二激光雕刻区1102的线宽小于50um。
为了使得激光能量能够在合金板表面进行有效的聚集,瞬间气化金属,同时保证制作的线宽精度,本发明所采用的激光雕刻时的工艺参数如下:
(a)光纤激光器的功率为60~1500W,根据产品的尺寸厚度选择对应的功率制作合金阻体线路。
(b)激光的短脉冲为100~500 ps,根据产品的精度及规格选择对应的脉冲参数。
(c)激光的频率1KHZ~50MHZ,激光反射率低可对厚度高的工件进行加工。
(d)激光的扫描速度50~150mm/min,根据精度要求及生产良率调整扫描速度,得到精密且良率高的合金阻体。
(e)激光的光斑直径30~250um,可根据合金阻体02尺寸、精度、图形复杂程度,选择对应的光斑尺寸制备高精度微细合金阻体线路。
另外,为了能够及时有效的带走气化金属,惰性气体按0.01~0.05L/s的流速通入装置内部,之后通过设置在装置气体出口处的金属颗粒回收装置能够很方便的回收气化的金属颗粒,减少对环境的污染同时还能够将回收的金属用作企业回收的成本。
如图1和2所示,以制作0201型号200毫欧合金阻体02产品为例,100 um厚度300*250mm尺寸的合金板,激光扫描一次合金板表面气化0.5um,激光只需重复运动路径20次,将非合金阻体线路区域金属完全气化形成精密的三维合金阻体02图形线路,即20万颗以上的高精度及阻值分布稳定的合金阻体阵列分布于合金板上,制作工艺简单高效环保。
其中,激光扫描一次的合金板气化厚度可以通过产品规格不同,调整合金板单次气化的厚度。
E、如图3所示,通过机器抓手将所述镭射成型的合金板将其放在金属扩散熔接机的正下方定位区域,再通过机器抓手吸取铜箔放置于所述合金板中的单颗合金阻体02的右上侧待焊区域,加压通电产生微电弧使得两者接面熔融无缝焊接为一体制作右上侧电极03,即为物理方式焊接电极而取代传统的高污染电镀工艺。
F、如图4所示,机器抓手将所述右上侧焊接电极的单颗合金阻体02放在金属扩散熔接机的正下方定位区域并在其左上侧通过机器抓手将铜箔放置于待焊定位区域,加压通电后产生微电弧使得两者接面熔融接合,即为制备左上侧电极04。
G、如图5所示,在所述合金板上制作电极后的合金阻体02对阻值进行初步测量,再制作镭射线05微调至设定的阻值及精度,有效提升产品的良率。
H、如图6所示,在所述合金阻体的中间外表面包覆一层绝缘保护层06。
I、如图7所示,在所述中间的绝缘保护层上外表面中间通过移印的方式制作字码07。
J、将所述分布于合金板制作完字码的合金阻体02通过机械冲压的形式分割连接处成单独的颗粒。
K、如图8所示,在所述每粒的合金阻体两端外表面采用电镀方式依次均匀覆盖一层金属铜08、金属镍09和金属锡10。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种基于激光镭射制作合金电阻的方法
- 一种采用激光镭射制作天线用白色铁氧体模切件的方法