一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法和冷喷涂设备
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及材料表面处理领域,特别是涉及一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法和冷喷涂设备。
背景技术
随着工件的长期服役,其表面磨损严重,而对这些失效部件的处理主要是新品替换旧品,容易造成资源浪费,而对失效部件进行修复,特别是对于那些不方便拆卸和搬运的大型关键部件,能够实现现场修复是非常有意义的,以修复失效部件来减少对新品的需求量,能够节约成本,具有很高的经济效应。
冷喷涂是一种新型固态涂层制备方法,利用超音速气流获得高速粒子,通过激光照射基体软化基体组织,使高速粒子通过固态塑性变形沉积而形成涂层。这种技术可应用于金属涂层、复合涂层、非金属涂层的制备。
冷喷涂又分为激光辅助冷喷涂技术和单一冷喷涂技术。单一冷喷涂技术冷喷涂是一种基于空气动力学原理的表面喷涂工艺,其原理是利用高压气体通过缩放管产生超音速流动,携带金属粉末颗粒使其撞击基体,产生塑性变形在基体表面实现结合。在此过程中,固态颗粒被加速到300m/s以上。与其他热喷涂技术相比,冷喷涂的最大优势在于工艺温度较低,可大幅度降低颗粒氧化和分解等不良反应,其制备的涂层保持了材料原有的成分、结构和性能。冷喷涂制备的金属涂层广泛应用于航空航天、海洋船舶、轨道交通、生物医疗、电磁屏蔽、零部件修复。但是,单一冷喷涂的局限性也显而易见,由于涂层材料与基体材料不同,导致两种材料的结合情况也不同,在超音速条件下,高速粒子高速撞击基体表面,部分粒子发生反弹而无法沉积于基体表面,从而导致冷喷涂效果不佳,同时,部分沉积的粒子在基体表面并非致密堆砌,粒子间距过大,严重影响涂层性能。
激光辅助冷喷涂技术通过激光同步加热基体,软化基体,降低基体硬度,增强涂层的粘结强度,激光辅助工艺的添加使其综合优点大于各工艺独自优点的简单叠加,即达到1+1>2的效应,从而实现传统单一工艺无法实现的材料加工过程,或实现比传统单一工艺效率更高、质量更好、性能更优的制造工艺,有望满足高效、高质量、高性能的现代先进制造技术的要求,具有广阔的应用前景。
但是,传统的激光辅助冷喷涂工艺在激光表面改性过程中只作用于基体材料的软化,并没有对涂层的性能进行进一步的改善,涂层在粒子高速冲击下,剖切方向厚度分布不均,涂层断裂分散,性能提升不是很明显,这限制了其在工业中的广泛应用。
发明内容
针对上述情况下传统的激光辅助冷喷涂存在的不足,本发明提供了一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法和冷喷涂设备,通过矩形激光光斑辐照作用能够软化基体和粉末,降低临界速度,将激光与低压冷喷涂同步耦合,提高基体与涂层的粘结强度,同时对涂层进行重熔,改善其厚度分布不均现象和涂层性能,从而提高可喷涂的材料范围、提高涂层的沉积效率。
本发明的技术方案如下:
一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法,所述方法包括以下步骤:
(1)固定工件;
所述工件可以为平板、柱状、筒状或盘状;根据工件形状、重量以及尺寸选择适合的顶针或托架配合卡盘加持;
(2)调节喷枪,使喷嘴在工件表面喷出喷涂粉斑,同时引入激光器,所述激光器通过气动导轨与喷枪连接,使得激光产生的矩形光斑与喷涂粉斑重合;
具体的,当喷嘴距离工件表面距离30mm,喷涂粉斑的直径为6mm,矩形光斑的宽度略大于喷涂粉斑的直径,长度为喷涂粉斑直径的3~4倍;
(3)根据喷涂粉末材料,在冷喷涂设备控制面板中设置好载气压力、载气流量、载气预热温度和送粉器转速;
所述喷涂粉末材料为有色金属、Fe基、Ni基、Co基或其复合材料;
喷涂的载气为空气、氮气或/和氦气,载气压力范围为0.5~5MPa,载气流量40~60mL/min,预热温度范围为600~1000℃,送粉转速范围为0.1~10r/min,粉末粒径范围为15~53μm,粉末形状为球形或不规则形状;
(4)根据加工工件材料,设置好激光光束的功率;
所述工件例如为铝板或铜板;
所述激光光束的功率为500~1000W;
(5)设定喷枪的扫描线速度,对工件进行激光复合冷喷涂高速沉积加工,加工过程中喷涂粉斑和矩形激光光斑同步移动;
所述扫描线速度可设置为8~12mm/s;
(6)激光复合冷喷涂高速沉积加工完成后,将工件卸下完成涂层制备;
所得涂层的厚度为50~400μm。
本发明中,激光复合冷喷涂高速沉积加工分为如下三个过程:
(a)矩形激光光斑对待喷涂的工件表面进行清洗、毛化、预热,激光清洗用于消除工件表面油污、氧化膜对沉积涂层的不利影响,激光毛化用于消除喷砂处理所带来的残留物的影响,增加粗糙度的同时起到预热基材的作用,以促进涂层与基体的结合;
(b)矩形激光光斑与喷涂粉斑重合,对沉积粉末和基体同步加热软化,降低粉末的临界沉积速度,提高粉末的沉积效率,提高涂层的结合力;
(c)矩形激光光斑对沉积涂层顶部区域进行重熔,消除涂层内部孔隙,减小涂层表面的粗糙度,而涂层的中下部依然保持原始粉末的结构和性能。
本发明还涉及用于实施增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备,所述冷喷涂设备包括:喷枪、矩形激光发射器;所述喷枪悬于夹持在加工车床上的工件的正上方,并且喷枪的喷嘴对准待加工的工件;所述矩形激光发射器通过气动导轨与喷枪连接,并使得矩形激光光斑和喷涂粉斑重合,经过冷喷涂之后在工件表面形成均匀的涂层。
进一步:
所述喷枪的喷嘴为拉瓦尔喷嘴,距离工件表面距离10~50mm,根据拉瓦尔喷嘴的形状,喷出的喷涂粉斑是圆形或矩形;
所述矩形激光发射器为光纤激光器或半导体激光器,发射出的光斑形状为矩形;
所述喷枪与矩形激光发射器同步移动,即保持喷涂粉斑与矩形激光光斑的位置相对固定。
本发明所述一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法,在冷喷涂喷枪的前方引入矩形激光发射器,利用激光束对工件、喷涂粉末、涂层进行处理,减小甚至消除冷喷涂技术的不足。利用激光加工和冷喷涂的协同作用,在短时间内实现大面积涂层的快速制备,沉积速率大于1m
在冷喷涂过程中,引入矩形激光,矩形激光发射器位于喷枪的前部。利用矩形激光对待喷涂工件表面进行清洗、毛化、预热作用,激光清洗消除了工件表面油污、氧化膜对沉积涂层的不利影响,激光毛化作用也没有喷砂处理所带来的残留物的影响,增加粗糙度的同时起到预热基材的作用,大大促进涂层与基体的结合;矩形激光束光斑与喷涂粉斑基本重合,根据所沉积材料的熔点和冷喷涂预热温度,设置激光功率,使激光束仅对沉积粉末和基体同步加热软化而不熔化,降低粉末的临界沉积速度,提高粉末的沉积效率,提高涂层的结合力;根据涂层厚度及材料性质,设置激光功率,使矩形激光束对沉积涂层顶部区域进行重熔,消除涂层内部孔隙,减小涂层表面的粗糙度,而涂层的中下部依然保持原始粉末的结构和性能。利用激光加工优势和冷喷涂高沉积速率的特点,在短时间内能实现大面积涂层的快速制备,在满足零件使用要求的同时,极大的提高了工作效率。
与现有技术相比,本发明的有益效果主要体现在:
1、本发明所提供的一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法,是一种无污染的环保型表面处理技术;通过激光与冷喷涂结合,减少加工时间,在获得质量良好涂层的同时大大提高了沉积速率,沉积速率大于1m
2、本发明所提供的一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法,没有传统喷砂处理引入杂质的影响,矩形激光起到去除工件表面油污和氧化膜、毛化以及预热基材的作用,极大的促进和改善了沉积颗粒与基体的结合。
3、本发明所提供的一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法,矩形激光重熔消除冷喷涂层顶部多孔隙的缺陷,降低了涂层表面粗糙度,减少了后续机加工量,提高了材料的利用,节约了生产成本。
附图说明
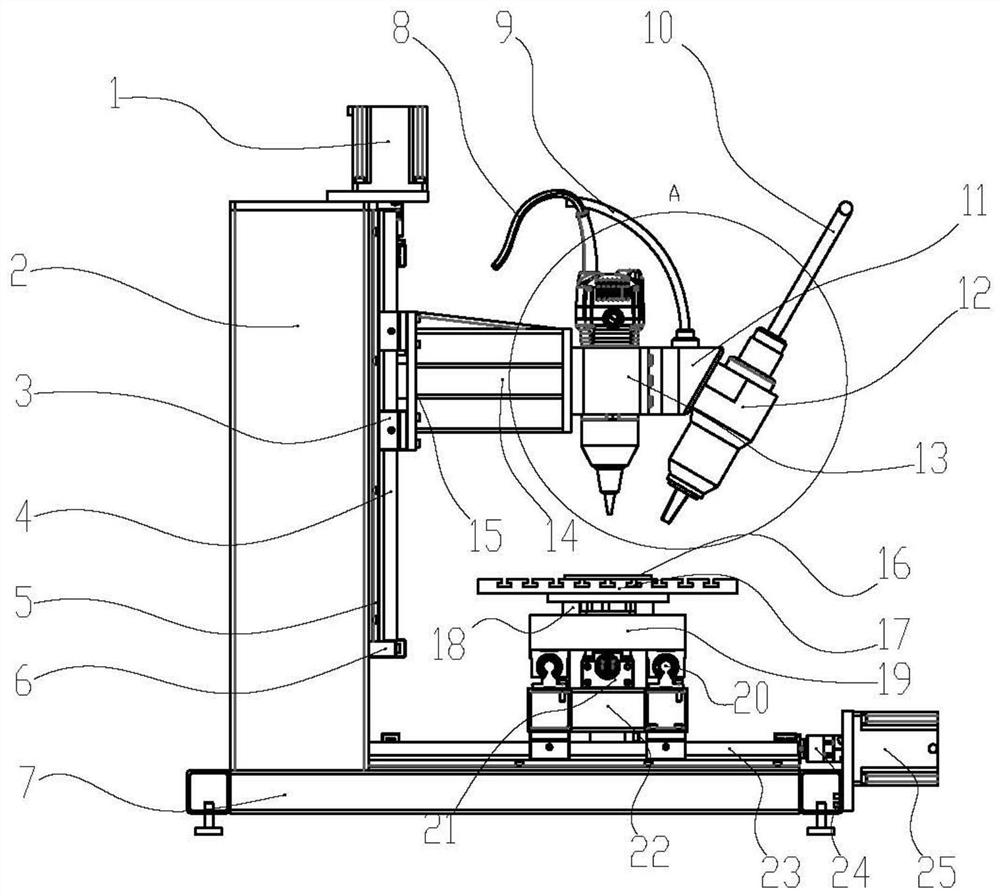
图1为实施本发明增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备的侧视整体结构示意图;
图2为矩形激光发射器和喷粉器的侧视图;
图3为实施本发明增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备的前视整体结构示意图;
图4为实施本发明增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备的部分工作视图;
图5为矩形光斑与粉斑的相对位置图;
图6为实施本发明增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备等轴测示意图;
图7为实施本发明增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备的俯视图;
图8为实施本发明增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备的整体结构工作示意图;
图中,1-Z向电机;2-竖向台;3-滑块;4-Z向滑动轴;5-滑轨;6-挡块;7-X向基板;8-高压气管1;9-高压气管2;10-光纤;11-气动导轨;12-矩形激光发射器;12-1-矩形激光口;13-喷枪固定器;14-横向固定板;15-法兰板;16-工件;17-卡盘;18-旋转电机;19-Y向移动板;20-Y向滑动轴;21-Y向丝杠;22-X向滑台;23-X向滑动轴;24-联轴器;25-X向电机;26-Y向电机;27-Y向滑动轴;28-Y向基板;29-固定螺栓;30-基板;31-限位块;32-粉腔;33-联轴器固定体;34-固定体;35-喷枪;
具体实施方式
下面结合附图通过具体实施例进一步描述本发明,但本发明的保护范围并不仅限于此。
实施例1
本实施例以铜板为例,对本发明的激光复合冷喷涂高速沉积方法进行说明,基板材料为Cu,尺寸100mm×50mm。
用于实施增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备及部分工作视图参考图1和图4;
所述冷喷涂设备包括:喷枪35、矩形激光发射器12;所述喷枪35悬于夹持在加工车床上的工件16的正上方,并且喷枪35的喷嘴对准待加工的工件16;所述矩形激光发射器12通过气动导轨11与喷枪35连接,并使得矩形激光光斑和喷涂粉斑重合。
一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法,具体包括以下步骤:
(1)将工件装入加工车床,卡盘加紧,确保工件转动时圆心在同一水平线上;
(2)调节喷枪,在工件表面喷出粉斑,粉斑直径为6mm;调节激光发射器,使得粉斑位于矩形光斑内部,使得激光光斑和喷涂粉斑重合,矩形激光光斑的宽度为6.6mm,长度为20mm;加工过程中喷嘴和激光头同步移动;
(3)激光器发射出的矩形光斑在粉斑的作用下分成三个区域,前区域对待喷涂沉积层附近表面8mm范围进行激光清洗和毛化和软化基板,中间区域对粉斑软化,后区域对涂层进行重熔;
(4)喷涂粉末为316L金属粉末,粉末粒径为15-53μm、喷涂工艺:载气为氮气,气体压力为4MPa,载气流量50mL/min,预热温度为800℃,送粉转速2r/min,喷涂距离50mm,侧向激光器采用光纤耦合半导体激光器,激光功率为1000W;
(5)当粉斑与光斑完成一道喷涂后,可以对卡盘进行转动,转到与之垂直方向进行喷涂,喷枪的进给速度为10mm/s;进行激光复合冷喷涂高速沉积;
最后获得厚度为226μm、致密、与基体结合良好的涂层,沉积速率高达8.5m
- 一种增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法和冷喷涂设备
- 用于实施增强基体与激光冷喷涂涂层结合强度的矩形框预热轨迹的工艺方法的冷喷涂设备