一种芳纶带接头自动除胶成型设备及其使用方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及一种芳纶带接头自动除胶成型设备及其使用方法。
背景技术
近年来,随着整个全球经济发展速度加快,钢铁、煤炭、水泥、港口的规模的不断扩大、产能需求的不断提高,这些行业物料输送给输送带行业带来了很好机遇与挑战。客户对输送带质量与高强度的输送带以及能耗水平要求不断提高,现阶段织物芯输送带采用多层(尼龙、聚酯)帆布的方式来保证输送带强度,但是织物芯输送带层数越多,带体在经过直径小的滚筒,动态曲挠性能越差,层间的粘合性能容易降低甚至导致输送带横断。而对于长距离的输送线路不使用多层织物芯输送带,使用钢丝绳输送带,由于钢丝绳自身重量要比织物芯输送带带体自身重量要重,输送带自身重量越重,运输过程中,克服输送带自身重要能耗就升高。
在现代化的物料输送现场,输送系统逐步向自动化、智能化方向发展,而对于所使用的产品,也要求更高的自动化和智能化匹配。因此需要推出含感应线圈的自动防撕裂输送带产品,以满足客户的使用需求,并降低客户的经济损失。目前在输送带行业里,使用新型芳纶输送带的应用很好地解决了上述两大难题,单层芳纶强度可与钢丝绳同级别媲美,而作为输送带骨架材料能大大减少带体重量,非常 适合于长运距、大载荷的运输工况。
传统的芳纶带接头除胶成型设备很少设置有第一转辊与第二转辊,无法在成型前对芳纶带的两端分别进行收卷,整条芳纶带杂乱不堪;在涂胶时,不设置有第一转辊与第二转辊,芳纶带也无法绷紧拉直,如果芳纶带不铺平,将不能对芳纶带指型接头很好的进行涂胶,降低涂胶质量与效率,从而影响后续的刮胶和成型速度。
发明内容
本发明的目的在于提供一种芳纶带接头自动除胶成型设备及其使用方法,以解决上述背景技术中提出的芳纶带接头除胶成型设备很少设置有第一转辊与第二转辊,无法在成型前对芳纶带的两端分别进行收卷,整条芳纶带杂乱不堪;在涂胶时,不设置有第一转辊与第二转辊,芳纶带也无法绷紧拉直,如果芳纶带不铺平,将不能对芳纶带指型接头很好的进行涂胶,降低涂胶质量与效率,从而影响后续的刮胶和成型速度的问题。
为实现上述目的,本发明提供如下技术方案:一种芳纶带接头自动除胶成型设备,包括操作台,所述操作台的一端设置有第一安装槽,且操作台的另一端设置有第二安装槽,所述第一安装槽内安装有第一转辊,所述操作台靠近第一安装槽的侧壁上开设有与第一安装槽相互连通的卷料进口,所述第二安装槽内安装有第二转辊,所述操作台内设置有连通第一安装槽与第二安装槽的卷料通道;
所述操作台上安装有可移动的涂料机构,所述操作台的顶面上位于其中心处设置有安装架,所述安装架上安装有气缸,所述气缸的输出端连接有活塞杆,所述活塞杆的底端连接有压板。
优选的,所述涂料机构包括两个对立设置的胶料箱,两个所述胶料箱之间设置有胶料辊,所述胶料辊与胶料箱的内部相连通,所述胶料辊的底面上等间距开设有若干个喷料孔,所述胶料箱的底部设置有电磁滑块,所述操作台的顶面上设置有与电磁滑块相适配实现滑动的电磁滑轨。
优选的,所述胶料箱靠近第二安装槽的侧壁上安装有连接板,且连接板的底部固定连接有安装板,所述安装板的底面上固定连接有刮料板,所述刮料板呈三棱柱结构。
优选的,所述连接板上安装有滑动块,所述胶料箱上设置有与滑动块相适配实现滑动的滑板,所述滑动块的局部外壁与滑板的局部内壁紧密贴合。
优选的,所述胶料箱上、靠近滑板设置有刻度尺。
优选的,所述滑板上自上而下等间距设置有若干个限位孔,且限位孔内安装有与其相适配用于对滑动块进行限位固定的限位销。
优选的,所述胶料辊的两端均安装有阀门。
优选的,所述操作台上还设置有风机。
优选的,所述第二安装槽和第一安装槽内均设置有缺口台阶,所述第二转辊和第一转辊的两端均设置有转动轴承,且缺口台阶上设置有与转动轴承相适配以实现转动的轴承座。
一种芳纶带接头自动除胶成型设备的使用方法,包括以下步骤:
(A)、进料;首先将芳纶带经过卷料进口穿入第一安装槽内,然后再经过卷料通道穿入第二安装槽内,最后通过第二转辊对芳纶带的一端进行收卷,将芳纶带的另一端收卷在第一转辊上,使整个芳纶带处于拉紧状态;
(B)、铺开;放松开第二转辊上的芳纶带,将芳纶带一端的指型接头平铺到操作台上,同理,放松开第一转辊上的芳纶带,将芳纶带另一端的指型接头平铺到操作台上,两个指型接头的切口紧密贴合;
(C)、首次涂胶;手动在两个指型接头的切口处均涂上胶料,待其干透;
(D)、压平;开启气缸,使气缸带动活塞杆向下伸长,直至压板能够压紧两个指型接头为止;
(E)、二次涂胶;关闭气缸后,开启电磁滑轨,使电磁滑块带动胶料箱沿电磁滑轨滑动,在需要涂胶料的位置打开阀门,胶料通过喷料孔喷到芳纶带上,涂胶完成后关闭阀门和电磁滑轨;
(F)、调整刮料板的高度位置;配合刻度尺调整连接板的高度,使滑动块沿着滑板上下滑动以调整刮料板的高度,调整到适宜位置后,利用限位销配合限位孔对滑动块的位置进行固定;
(G)、刮料;再次开启电磁滑轨,使电磁滑块带动胶料箱和刮料板沿电磁滑轨滑动,趁胶料未干之前,利用刮料板将喷涂在芳纶带上多余的胶料刮下,关闭电磁滑轨,然后在芳纶带上两个指型接头处贴上一层覆盖卷料;
(H)、再次开启气缸,使气缸带动活塞杆向下伸长,利用压板将两个指型接头之间、指型接头与覆盖卷料之间压紧粘实。
与现有技术相比,本发明的优点与好处:
本发明设置有第一转辊与第二转辊,在开始时可以用来对芳纶带的两端分别进行收卷,对芳纶带起到收卷整理的作用;在涂胶时,能够将芳纶带绷紧拉直,辅助将芳纶带铺平,使胶料箱配合胶料辊能够对芳纶带指型接头进行更好的涂胶,提高涂胶质量与效率,避免人工拉扯用力过大,拉断芳纶带;设置有可滑动的胶料箱和刮料板,胶料箱匀速移动能够将胶料均匀的喷涂在芳纶带上,并且同时能够利用刮料板将多余的胶料刮下;设置有气缸与压板,能够在涂胶过后,将覆盖卷料与指型接头压紧粘实。
附图说明
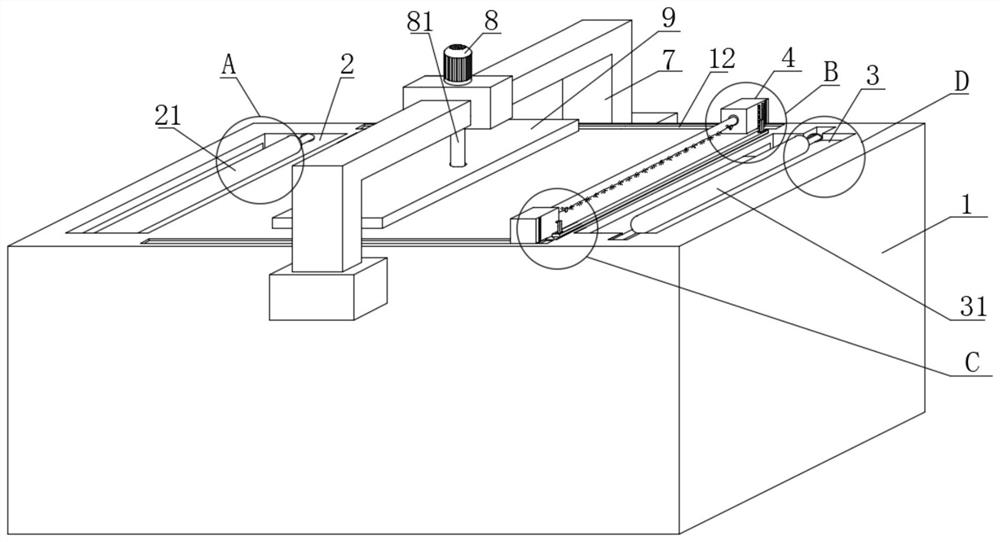
图1为本发明整体主视结构示意图;
图2为本发明图1中A处放大结构示意图;
图3为本发明图1中B处放大结构示意图;
图4为本发明图1中C处放大结构示意图;
图5为本发明图1中D处放大结构示意图。
图中:1、操作台;11、卷料通道;12、电磁滑轨;2、第一安装槽;21、第一转辊;22、卷料进口;3、第二安装槽;31、第二转辊;32、缺口台阶;4、胶料箱;41、电磁滑块;42、刻度尺;43、滑板;431、限位孔;432、限位销;5、胶料辊;51、喷料孔;52、阀门;6、连接板;61、安装板;611、刮料板;62、滑动块;7、安装架;8、气缸;81、活塞杆;9、压板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-5,本发明提供一种技术方案:一种芳纶带接头自动除胶成型设备,包括操作台1,操作台1的一端设置有第一安装槽2,且操作台1的另一端设置有第二安装槽3,第一安装槽2内安装有第一转辊21,操作台1靠近第一安装槽2的侧壁上开设有与第一安装槽2相互连通的卷料进口22,第二安装槽3内安装有第二转辊31,操作台1内设置有连通第一安装槽2与第二安装槽3的卷料通道11,设置有第一转辊21与第二转辊31,在开始时可以用来对芳纶带的两端分别进行收卷,对芳纶带起到收卷整理的作用,在涂胶时,能够将芳纶带绷紧拉直,辅助将芳纶带铺平,使胶料箱4配合胶料辊5能够对芳纶带指型接头进行更好的涂胶,提高涂胶质量与效率,避免人工拉扯用力过大,拉断芳纶带;
操作台1上安装有可移动的涂料机构,涂料机构包括两个对立设置的胶料箱4,两个胶料箱4之间设置有胶料辊5,胶料辊5与胶料箱4的内部相连通,胶料辊5的底面上等间距开设有若干个喷料孔51,胶料箱4匀速移动能够将胶料均匀的喷涂在芳纶带上;
操作台1的顶面上位于其中心处设置有安装架7,安装架7上安装有气缸8,气缸8的输出端连接有活塞杆81,活塞杆81的底端连接有压板9,设置有气缸8与压板9,能够在涂胶过后,将覆盖卷料与指型接头压紧粘实。
进一步的,胶料箱4的底部设置有电磁滑块41,操作台1的顶面上设置有与电磁滑块41相适配实现滑动的电磁滑轨12,设置有可滑动的胶料箱4和刮料板611,胶料箱4匀速移动能够将胶料均匀的喷涂在芳纶带上,并且同时能够利用刮料板611将多余的胶料刮下。
进一步的,胶料箱4靠近第二安装槽3的侧壁上安装有连接板6,且连接板6的底部固定连接有安装板61,安装板61的底面上固定连接有刮料板611,刮料板611呈三棱柱结构,便于刮料。
进一步的,连接板6上安装有滑动块62,胶料箱4上设置有与滑动块62相适配实现滑动的滑板43,滑动块62的局部外壁与滑板43的局部内壁紧密贴合,可调整滑动块62在滑板43内的高度位置,从而调整底部刮料板611的高度。
进一步的,胶料箱4上、靠近滑板43设置有刻度尺42,可根据不同材料的覆盖卷料喷涂合适厚度的胶料,配合刻度尺42能够计算喷涂胶料的厚度,从而将多余的涂料刮掉。
进一步的,滑板43上自上而下等间距设置有若干个限位孔431,且限位孔431内安装有与其相适配用于对滑动块62进行限位固定的限位销432,对调整后的滑动块62的位置进行固定。
进一步的,胶料辊5的两端均安装有阀门52,控制喷涂胶料的流量。
进一步的,操作台1上还设置有风机,便于胶料的快速风干,提高工作效率。
进一步的,第二安装槽3和第一安装槽2内均设置有缺口台阶32,第二转辊31和第一转辊21的两端均设置有转动轴承,且缺口台阶32上设置有与转动轴承相适配以实现转动的轴承座,便于第二转辊31和第一转辊21的组装拆卸与更换。
一种芳纶带接头自动除胶成型设备的使用方法,包括以下步骤:
(A)、进料;首先将芳纶带经过卷料进口22穿入第一安装槽2内,然后再经过卷料通道11穿入第二安装槽3内,最后通过第二转辊31对芳纶带的一端进行收卷,将芳纶带的另一端收卷在第一转辊21上,使整个芳纶带处于拉紧状态;
(B)、铺开;放松开第二转辊31上的芳纶带,将芳纶带一端的指型接头平铺到操作台1上,同理,放松开第一转辊21上的芳纶带,将芳纶带另一端的指型接头平铺到操作台1上,两个指型接头的切口紧密贴合;
(C)、首次涂胶;手动在两个指型接头的切口处均涂上胶料,待其干透;
(D)、压平;开启气缸8,使气缸8带动活塞杆81向下伸长,直至压板9能够压紧两个指型接头为止;
(E)、二次涂胶;关闭气缸8后,开启电磁滑轨12,使电磁滑块41带动胶料箱4沿电磁滑轨12滑动,在需要涂胶料的位置打开阀门52,胶料通过喷料孔51喷到芳纶带上,涂胶完成后关闭阀门52和电磁滑轨12;
(F)、调整刮料板611的高度位置;配合刻度尺42调整连接板6的高度,使滑动块62沿着滑板43上下滑动以调整刮料板611的高度,调整到适宜位置后,利用限位销432配合限位孔431对滑动块62的位置进行固定;
(G)、刮料;再次开启电磁滑轨12,使电磁滑块41带动胶料箱4和刮料板611沿电磁滑轨12滑动,趁胶料未干之前,利用刮料板611将喷涂在芳纶带上多余的胶料刮下,关闭电磁滑轨12,然后在芳纶带上两个指型接头处贴上一层覆盖卷料;
(H)、再次开启气缸8,使气缸8带动活塞杆81向下伸长,利用压板9将两个指型接头之间、指型接头与覆盖卷料之间压紧粘实。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种芳纶带接头自动除胶成型设备及其使用方法
- 一种芳纶带接头自动除胶成型设备