一种污泥再生燃料平铺式干化控制系统
文献发布时间:2023-06-19 11:37:30
技术领域
本发明属于再生能源技术领域,具体涉及一种污泥再生燃料平铺式干化控制系统。
背景技术
目前国内污泥处理的常用方式是采用卫生填埋、生物发酵、干化焚烧等方式;卫生填埋需要占用很多土地资源,并且若填埋池处理不当,会造成污泥填埋后渗漏,污染地下水及土壤;生物发酵处理方式面对大量的污泥产生量往往力不从心,而且余渣无法得到有效的处理;干化焚烧方式是将污泥干化到一定程度后借用外界燃料进行焚烧处理。
上述处理方式均有投资大、对环境二次污染较大,污泥中有效成分利用率低,余渣不能有效利用的缺点。
发明内容
为解决上述背景技术中提出的问题。本发明提供了一种污泥再生燃料平铺式干化控制系统,其解决了投资大、环境无污染、余渣、污泥中可燃成分利用的技术问题。
为实现上述目的,本发明提供如下技术方案:一种污泥再生燃料平铺式干化控制系统,包括原态污泥计量斗、混合螺旋、原态污泥上料皮带机、改性剂计量斗、改性剂仓、污泥储存仓、污泥计量斗、污泥分料机构、污泥投料皮带机、污泥中储斗、搅拌主机、卸料皮带、添加剂计量斗、辅料中储斗、辅料投料皮带、辅料计量斗、辅料仓、送料皮带、卸料装置、翻抛机、集料皮带、收料皮带、控制终端、称重仪表和称重元件,所述控制终端内部设置有PLC、污泥上料控制、污泥配料搅拌卸料控制、污泥送料接料摊铺晾晒收料控制、控制软件和工控机,所述称重元件包括原态污泥称重传感器、改性剂称重传感器、辅料称重传感器、添加剂称重传感器和污泥称重传感器,所述原态污泥称重传感器、改性剂称重传感器、辅料称重传感器、添加剂称重传感器和污泥称重传感器通过线缆与称重仪表连接。
作为本发明的进一步方案:所述原态污泥计量斗和改性剂计量斗底端设置有混合螺旋,所述混合螺旋底端设置有原态污泥上料皮带机,所述改性剂仓位于改性剂计量斗上端,所述原态污泥上料皮带机一端与污泥分料机构搭接。
作为本发明的进一步方案:所述污泥分料机构底端设置有污泥储存仓,所述污泥储存仓底端设置有污泥计量斗,所述污泥计量斗底端设置有污泥投料皮带机,所述污泥投料皮带机一端与污泥中储斗搭接。
作为本发明的进一步方案:所述污泥中储斗侧面设置有添加剂计量斗,所述添加剂计量斗侧面设置有辅料中储斗,所述污泥中储斗、添加剂计量斗和辅料中储斗底端设置有搅拌主机,所述搅拌主机底端设置有卸料皮带。
作为本发明的进一步方案:所述辅料仓底端设置有辅料计量斗,所述辅料计量斗底端设置有辅料投料皮带,所述辅料投料皮带一端与辅料中储斗侧面搭接。
作为本发明的进一步方案:所述卸料装置底端设置有送料皮带,所述送料皮带底端设置有翻抛机,所述翻抛机侧面设置有集料皮带,所述集料皮带尾端设置有收料皮带。
作为本发明的进一步方案:所述原态污泥计量斗内部设置有原态污泥称重传感器,所述改性剂计量斗内部设置有改性剂称重传感器,所述辅料计量斗内部设置有辅料称重传感器,所述添加剂计量斗内部设置有添加剂称重传感器,所述污泥计量斗内部设置有污泥称重传感器。
作为本发明的进一步方案:所述控制软件设置在工控机内部,所述称重仪表、PLC、工控机以modbus通讯协议方式通过工控机串口与控制软件通讯。
与现有技术相比,本发明的有益效果是:
1、该污泥再生燃料平铺式干化控制系统,通过设置控制终端采用modbus通讯协议方式能实现工控机不同端口的连接,同时通过无线传输方式控制翻抛机和集料皮带、收料皮带,继而借助辅助电路驱动各执行机构动作,完成污泥上料、配料、搅拌、卸料、送料、摊铺晾晒、收料的自动控制过程。
2、该污泥再生燃料平铺式干化控制系统,通过设置原态污泥称重传感器、改性剂称重传感器、辅料称重传感器、添加剂称重传感器和污泥称重传感器能对原态污泥计量斗、改性剂计量斗、辅料计量斗、添加剂计量斗和污泥计量斗内部的污泥和添加剂的情况进行监控,同时也便于使用人员通过控制终端进行操作控制。
3、该污泥再生燃料平铺式干化控制系统,通过设置污泥分料机构能实现对不同污泥的分类储存,同时也便于后期对原态污泥进行称重计量,实现原态污泥的控制操作,设置翻抛机、集料皮带和卸料装置在卸料之后能将污泥翻抛晾晒,同时也便于对处理的污泥进行收集,也方便对污泥处理之后进行传送。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
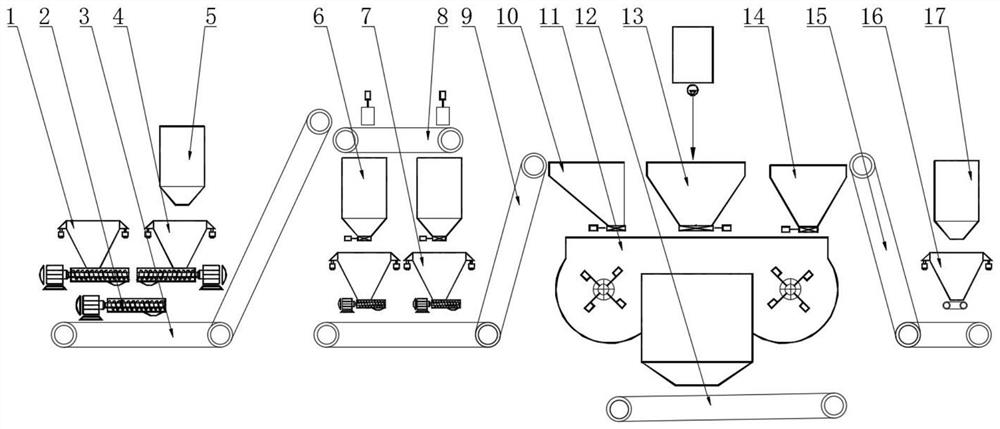
图1为本发明的污泥上料、配料、搅拌、卸料装置部分的工艺示意图;
图2为本发明的污泥送料、摊铺晾晒、收料装置部分的工艺示意图;
图3为本发明的控制原理框图;
图中:1、原态污泥计量斗;2、混合螺旋;3、原态污泥上料皮带机;4、改性剂计量斗;5、改性剂仓;6、污泥储存仓;7、污泥计量斗;8、污泥分料机构;9、污泥投料皮带机;10、污泥中储斗;11、搅拌主机;12、卸料皮带;13、添加剂计量斗;14、辅料中储斗;15、辅料投料皮带;16、辅料计量斗;17、辅料仓;18、送料皮带;19、卸料装置;20、翻抛机;21、集料皮带;22、收料皮带;23、控制终端;231、PLC;232、污泥上料控制;233、污泥配料搅拌卸料控制;234、污泥送料接料摊铺晾晒收料控制;235、控制软件;236、工控机;24、称重仪表;25、称重元件;251、原态污泥称重传感器;252、改性剂称重传感器;253、辅料称重传感器;254、添加剂称重传感器;255、污泥称重传感器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
请参阅图1-3,本发明提供以下技术方案:一种污泥再生燃料平铺式干化控制系统,包括原态污泥计量斗1、混合螺旋2、原态污泥上料皮带机3、改性剂计量斗4、改性剂仓5、污泥储存仓6、污泥计量斗7、污泥分料机构8、污泥投料皮带机9、污泥中储斗10、搅拌主机11、卸料皮带12、添加剂计量斗13、辅料中储斗14、辅料投料皮带15、辅料计量斗16、辅料仓17、送料皮带18、卸料装置19、翻抛机20、集料皮带21、收料皮带22、控制终端23、称重仪表24和称重元件25,控制终端23内部设置有PLC231、污泥上料控制232、污泥配料搅拌卸料控制233、污泥送料接料摊铺晾晒收料控制234、控制软件235和工控机236,设置控制终端23采用modbus通讯协议方式能实现工控机236不同端口的连接,同时通过无线传输方式控制翻抛机20和集料皮带21、收料皮带22,继而借助辅助电路驱动各执行机构动作,完成污泥上料、配料、搅拌、卸料、送料、摊铺晾晒、收料的自动控制过程,称重元件25包括原态污泥称重传感器251、改性剂称重传感器252、辅料称重传感器253、添加剂称重传感器254和污泥称重传感器255,原态污泥称重传感器251、改性剂称重传感器252、辅料称重传感器253、添加剂称重传感器254和污泥称重传感器255通过线缆与称重仪表24连接,设置原态污泥称重传感器251、改性剂称重传感器252、辅料称重传感器253、添加剂称重传感器254和污泥称重传感器255能对原态污泥计量斗1、改性剂计量斗4、辅料计量斗16、添加剂计量斗13和污泥计量斗7内部的污泥和添加剂的情况进行监控,同时也便于使用人员通过控制终端23进行操作控制,原态污泥计量斗1和改性剂计量斗4底端设置有混合螺旋2,混合螺旋2底端设置有原态污泥上料皮带机3。
改性剂仓5位于改性剂计量斗4上端,原态污泥上料皮带机3一端与污泥分料机构8搭接,设置污泥分料机构8能实现对不同污泥的分类储存,同时也便于后期对原态污泥进行称重计量,实现原态污泥的控制操作,污泥分料机构8底端设置有污泥储存仓6,污泥储存仓6底端设置有污泥计量斗7,污泥计量斗7底端设置有污泥投料皮带机9,污泥投料皮带机9一端与污泥中储斗10搭接。
具体的,污泥中储斗10侧面设置有添加剂计量斗13,添加剂计量斗13侧面设置有辅料中储斗14,污泥中储斗10、添加剂计量斗13和辅料中储斗14底端设置有搅拌主机11,搅拌主机11底端设置有卸料皮带12,辅料仓17底端设置有辅料计量斗16,辅料计量斗16底端设置有辅料投料皮带15,辅料投料皮带15一端与辅料中储斗14侧面搭接,卸料装置19底端设置有送料皮带18,送料皮带18底端设置有翻抛机20,设置翻抛机20、集料皮带21和卸料装置19在卸料之后能将污泥翻抛晾晒,同时也便于对处理的污泥进行收集,也方便对污泥处理之后进行传送,翻抛机20侧面设置有集料皮带21,集料皮带21尾端设置有收料皮带22。
具体的,原态污泥计量斗1内部设置有原态污泥称重传感器251,改性剂计量斗4内部设置有改性剂称重传感器252,辅料计量斗16内部设置有辅料称重传感器253,添加剂计量斗13内部设置有添加剂称重传感器254,污泥计量斗7内部设置有污泥称重传感器255,控制软件235设置在工控机236内部,称重仪表24、PLC231、工控机236以modbus通讯协议方式通过工控机236串口与控制软件235通讯。
本发明的工作原理为:
S1、原态污泥及改性剂上料控制系统使用时,使用人员先手动选择上料的污泥储存仓6序号,污泥分料机构8自动工作,污泥落下的同时对应挡料挡板装置也会打开,再启动原态污泥上料皮带机3,混合螺旋2跟随启动,通过外部的控制鼠标点击电脑屏幕控制软件235的上料启动按钮,控制软件235首先通过工控机236、PLC231及辅助电路启动改性剂仓5下方的螺旋运输机,将仓内改性剂运至改性剂计量斗4内,在改性剂称重传感器252当达到控制系统设定重量上限值时关闭改性剂仓5下方螺旋,接着启动原态污泥计量斗1的螺旋运输机、改性剂计量斗4下部的螺旋运输机,使改性剂与原态污泥在混合螺旋2内搅拌使其均匀,混合完成之后的污泥经原态污泥上料皮带机3进入设定的污泥储存仓6,期间实时检测计算原态污泥与改性剂的比例,当改性剂量超过时暂停改性剂计量斗4下部的螺旋运输机,使进入混合螺旋2的污泥和改性剂比例接近控制软件235设定比例,当原态污泥计量斗1内部的原态污泥称重传感器251的重量低于设定值时,控制软件235通过工控机236、PLC231及辅助电路停止原态污泥计量斗1的螺旋运输机、改性剂计量料斗下部的螺旋运输机,期间实时将原态污泥和改性剂的累计重量加入对应污泥储存仓6中,同时污泥储存仓6中的总重量也会进行显示,当污泥储存仓6中重量达到软件设定重量时闪烁报警提示换仓,完成此次原态污泥及改性剂上料控制过程;
S2、污泥、辅料、添加剂配料、投料、搅拌、卸料控制系统使用时,使用人员手动启动卸料皮带12、搅拌主机11、污泥投料皮带机9、辅料投料皮带15,在控制软件235中设定污泥、辅料、添加剂的配方用量,通过外部的控制鼠标点击电脑屏幕控制软件235的启动生产按钮,控制软件235就通过工控机236、PLC231及辅助电路开始自动生产过程,首先执行配料过程;
第一步,自动开启污泥储存仓6底部阀门,污泥储存仓6中污泥流入污泥计量斗7进行加料过程,控制软件235通过称重仪表24和称重元件25实时采集进入污泥计量斗7的污泥重量,当达到软件设定上限值时关闭污泥储存仓6底部阀门;接着启动污泥计量斗7底部的螺旋运输机,污泥计量斗7中污泥就被输送至污泥投料皮带机9上,当污泥计量斗7中减法计量用量达到配方设定值时,断电关闭污泥计量斗7底部的螺旋运输机,本盘生产所需污泥被污泥投料皮带机9全部运送至搅拌主机11顶部的污泥中储斗10内暂存。
第二步,自动开启辅料仓17底部斗门,辅料流入其下方的辅料计量斗16进行加料,控制软件235通过称重仪表24和称重元件25中辅料称重传感器253实时采集进入辅料计量斗16内的辅料重量,当达到设定值时断电关闭辅料仓17底部斗门,通电启动辅料计量斗16下部的皮带运输机,辅料计量斗16中辅料被卸到辅料投料皮带15上,当辅料计量斗16的减法计量用量达到配方设定值时停止辅料计量斗16下部的皮带运输机,本盘生产所需辅料被全部运送至搅拌主机11顶部的辅料中储斗14内暂存。
第三步,自动启动添加剂泵,将添加剂由添加剂储存罐泵送至添加剂计量斗13进行配料计量,控制软件235通过称重仪表24和称重元件25中添加剂称重传感器254实时采集进入添加剂计量斗13内的添加剂重量,当达到配方设定值时断电关闭添加剂泵,完成配料过程,此时本盘所需添加剂被全部运送至搅拌主机11顶部的添加剂计量斗13内暂存。
S3、当配料过程完成后,按控制软件235设定自动进入投料过程:按照控制软件235设定时间自动开启污泥中储斗10底部斗门、辅料中储斗14底部斗门、添加剂计量斗13底部阀门,开始投料计时,已配好的物料投入搅拌主机11进行搅拌混合,当设定投料计时到后,断电关闭各斗门,添加剂计量斗13重量低于设定值时,关闭其阀门,完成投料过程。
S4、当投料过程完成后,自动进入搅拌、卸料过程,开始搅拌计时,当控制软件235设定的搅拌计时到后,通过工控机236、PLC231及辅助电路通电开启搅拌主机11底部的卸料斗门,同时开始卸料计时,已搅拌好的成品污泥直接投放到卸料皮带12上,通过卸料皮带12完成成品污泥燃料出料,运送至送料皮带18,当设定卸料计时到后,断电关闭卸料斗门,完成本盘卸料过程;
S5、通过控制软件235设定需要参与自动运行的翻抛机20序号,软件将被选择的自动排序,设定好对应翻抛机20的启动延迟时间和摊铺角度,现场翻抛机20控制柜档位打在自动控制,当卸料皮带12启动时,送料皮带18跟随自动启动,当选择的翻抛机20在退停止位且自动排序在前时,该位卸料装置19的挡板自动落下,该翻抛机20等待接料,当搅拌主机11卸料时,成品燃料湿污泥通过卸料皮带12、送料皮带18,经挡板导引流入对应翻抛机20接料斗,当主机卸料门关闭后,控制软件235按设定的翻抛机20的启动延迟时间计时,时间到后抬起该位卸料装置19挡板,完成本次送料、接料过程。此时本盘成品燃料湿污泥全部进入对应翻抛机20的接料斗;
S6、该位翻抛机20按侧设定速度将接料斗内污泥卸出,并将场地内污泥向集料皮带21侧推移,当翻抛机20前进运行至进停止位时,整机停止,自动更换摊铺角度,打铃,后退运行,按系统设定的位置自动开启或者停止旋耕靶,始终将场地内污泥逐渐向集料皮带21侧推移,当翻抛机20后退至退停止位时,停止等待下次接料。翻抛机20接料盘次和运行轮次均可通过控制软件235灵活设定,场地内污泥向集料皮带21侧推移过程中,逐渐干化,当推移到集料皮带21时,干化后的成品污泥燃料被集料皮带21运送至收料皮带22,又被收料皮带22运送至成品污泥燃料堆放车间,当翻抛机20停止接料等待时,对应的集料皮带21按设定延迟时间停止,当最后一台翻抛机20停止时,收料皮带22按设定延迟时间停止,控制系统完成收料、送料过程。
在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连;可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”,可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”,可以是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”,可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度低于第二特征。
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“实施例”、“示例”、“具体示例”或“一些示例”等的描述,是指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行改动、修改、替换和变型。
- 一种污泥再生燃料平铺式干化控制系统
- 一种污泥再生燃料塔式干化控制系统