制剂灭菌物流系统及制剂灭菌方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及灭菌技术领域,特别涉及一种制剂灭菌物流系统及制剂灭菌方法。
背景技术
目前,玻璃安瓿瓶、口服液瓶、西林瓶等玻璃小容量制剂,在灌装封口后需要经过高温灭菌才能流入市场。其中,小容量制剂瓶放入灭菌盒中,灭菌盒放入灭菌盘,再将堆叠后的灭菌盘送入灭菌器进行灭菌。其中,灭菌盘中除了放置制剂瓶外,还会放置可循环使用的陪灭品,以使得灭菌盘中存在未装满的空位时,填充陪灭品以使得灭菌盘满置。目前,灭菌过程人员干预较多,在灭菌盘中陪灭品的放置情况需要人工判断,自动化程度低,导致灭菌效率低。
因此,如何提高灭菌效率,是本领域技术人员目前需要解决的技术问题。
发明内容
有鉴于此,本发明的目的是提供一种制剂灭菌物流系统,能够提高灭菌效率。本发明的另一目的是提供一种应用上述制剂灭菌物流系统的制剂灭菌方法。
为实现上述目的,本发明提供如下技术方案:
一种制剂灭菌物流系统,包括灭菌组件、自动灭菌器、装盒系统、卸盒系统和控制装置;
所述灭菌组件包括灭菌盘,所述灭菌盘上可拆卸设有灭菌盒,所述灭菌盘上设有标签;
所述装盒系统对接于所述自动灭菌器的进口,所述卸盒系统对接于所述自动灭菌器的出口;
所述装盒系统设有装盒标签读取器,所述卸盒系统设有卸盒标签读取器,所述卸盒标签读取器和所述装盒标签读取器均通讯连接所述控制装置,所述控制装置用于在所述装盒标签读取器读取所述标签后,绑定所述灭菌盘上的陪灭品信息和所述标签以构成对应的灭菌盘信息,以及用于在所述卸盒标签读取器读取所述标签后调取对应的所述灭菌盘信息。
优选地,所述自动灭菌器设有灭菌器标签读取器,所述灭菌器标签读取器通讯连接所述控制装置;所述控制装置用于绑定所述灭菌组件上的所有所述标签,以作为灭菌整组件信息,以及用于绑定多个连续进入所述自动灭菌器的所述灭菌组件的所述灭菌整组件信息,以作为生产批次信息。
优选地,所述装盒系统和/或所述卸盒系统中设有传料组件;所述传料组件包括用于传送灭菌盘、灭菌盒和陪灭品的装卸机和用于转运灭菌组件的灭菌组件传送装置,所述灭菌组件传送装置设于所述装卸机和所述自动灭菌器之间。
优选地,所述装卸机包括六轴机器人和连接于所述六轴机器人的组合夹具。
优选地,所述装盒系统和/或所述卸盒系统还包括自动盒瓶处理装置,所述自动盒瓶处理装置包括制剂瓶输送网链、进出盒装置和设于所述制剂瓶输送网链和所述进出盒装置之间的推瓶组件;所述装卸机能够在对应的所述进出盒装置上取放灭菌盒。
优选地,所述进出盒装置包括进出盒滚筒和设于所述进出盒滚筒与所述推瓶组件之间的升降滚筒;所述进出盒滚筒为双层滚筒输送机;所述升降滚筒能够在其上升位对接所述推瓶组件和所述进出盒滚筒的上层输送部件,且能够在其下降位对接所述进出盒滚筒的下层输送部件。
优选地,所述装盒系统中的所述灭菌组件传送装置包括装盒整车输送轨道机和自动换向台,所述自动灭菌器的传送方向与所述装盒整车输送轨道机的传送方向之间具有夹角,所述装盒整车输送轨道机通过所述自动换向台对接所述自动灭菌器。
优选地,所述卸盒系统中的所述灭菌组件传送装置包括缓存架和可自由移动的转运车。
一种制剂灭菌方法,应用如上所述的制剂灭菌物流系统,所述方法包括:
灭菌前,获取所述标签的信息,并绑定所述标签与所述灭菌盘上的陪灭品信息,以构成对应的灭菌盘信息;
所述灭菌组件经所述自动灭菌器灭菌后,获取所述标签的信息,并调取对应的所述灭菌盘信息,控制所述卸盒系统根据所述灭菌盘信息将所述灭菌盘中的灭菌盒和陪灭品分别卸至对应的位置。
优选地,还包括:
灭菌前,绑定所述灭菌组件上的所有所述标签以作为灭菌整组件信息;
绑定多个连续进入所述自动灭菌器的所述灭菌组件的所述灭菌整组件信息,以作为生产批次信息。
本发明提供的制剂灭菌物流系统,包括灭菌组件、自动灭菌器、装盒系统、卸盒系统和控制装置;灭菌组件包括灭菌盘,灭菌盘上可拆卸设有灭菌盒,灭菌盘上设有标签;装盒系统对接于自动灭菌器的进口,卸盒系统对接于自动灭菌器的出口;装盒系统设有装盒标签读取器,卸盒系统设有卸盒标签读取器,卸盒标签读取器和装盒标签读取器均通讯连接控制装置,控制装置用于在装盒标签读取器读取标签后,绑定灭菌盘上的陪灭品信息和标签以构成对应的灭菌盘信息,以及用于在卸盒标签读取器读取标签后调取对应的灭菌盘信息。
灭菌盘上设置的标签,装盒系统和卸盒系统中分别设置对应的标签读取器,可以实现对生产过程的信息追踪,能够自动确定灭菌盘中的灭菌盒和陪灭品的放置情况,提高系统自动化程度,提高灭菌效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
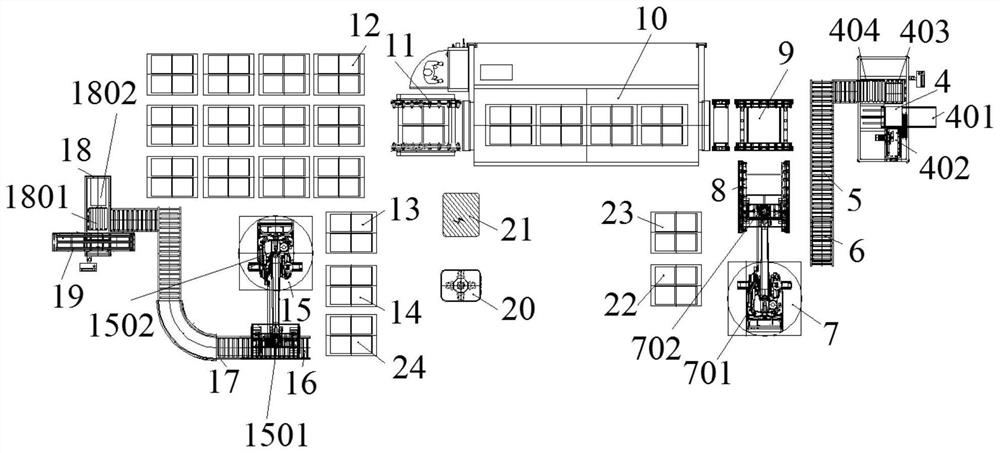
图1为本发明所提供制剂灭菌物流系统的结构图;
图2为本发明所提供制剂灭菌物流系统中灭菌盒的俯视图;
图3为本发明所提供制剂灭菌物流系统中灭菌盒的主视图;
图4为本发明所提供制剂灭菌物流系统中灭菌盘的俯视图;
图5为本发明所提供制剂灭菌物流系统中灭菌盘的主视图;
图6为本发明所提供制剂灭菌物流系统中灭菌组件的俯视图;
图7为本发明所提供制剂灭菌物流系统中灭菌组件的主视图。
附图标记:
灭菌盒1,盒体101,焊接方钢102,灭菌盘2,灭菌盘主体201,定位销202,灭菌盒定位块203,标签204,灭菌组件3,自动装盒机4,制剂瓶进料网链401,装盒推瓶组件402,装盒升降滚筒403,装盒进出盒滚筒404,装盒上层滚筒5,装盒下层滚筒6,装盒装卸机7,装盒六轴机器人701,装盒组合夹具702,装盒整车输送轨道机8,自动换向台9,自动灭菌器10,敞开式输送轨道机11,缓存架12,卸盒满盘放置位13,卸盒空盘放置位14,卸盒装卸机15,卸盒六轴机器人1501,卸盒组合夹具1502,卸盒下层滚筒16,卸盒上层滚筒17,自动卸盒机18,卸盒升降滚筒1801,卸盒推瓶组件1802,制剂瓶卸盒网链19,转运车20,AGV充电桩21,装盒陪灭品放置位22,装盒空盘放置位23,卸盒陪灭品放置位24。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的核心是提供一种制剂灭菌物流系统,能够提高灭菌效率。本发明的另一核心是提供一种应用上述制剂灭菌物流系统的制剂灭菌方法。
本发明所提供制剂灭菌物流系统的具体实施例一,请参考图1至图7,包括灭菌组件3、自动灭菌器10、控制装置、装盒系统和卸盒系统。
灭菌组件3包括灭菌盘2,灭菌盘2上可拆卸设有灭菌盒1。自动灭菌器10用于对灭菌盒1中的制剂瓶进行水浴灭菌。
其中,如图2和图3所示,灭菌盒1是小容量制剂转运的基本单元,包括不锈钢薄板弯折而成的长方体的盒体101和不锈钢的焊接方钢102,焊接方钢102可以对盒体101进行加固,确保灭菌盒1坚固耐用,避免使用过程中出现变形。
其中,如图4和图5所示,灭菌盘2为灭菌盒1的载体,通常为不锈钢焊接框架。具体地,灭菌盘2包括灭菌盘主体201、定位销202和灭菌盒定位块203。定位销202设置于灭菌盘主体201的两个对角位置,用于连接其他灭菌盘2。灭菌盒定位块203设置于灭菌盘主体201的内部,用于定位灭菌盒1。
本实施例中,灭菌组件3为多个灭菌盘2由下至上堆叠而成的分层式框架结构,也就是说,灭菌组件3即为灭菌盘组。上下相邻的相邻灭菌盘2直接通过定位销202相互连接与定位,而不借助其他单独的框架结构实现连接与定位。
装盒系统对接于自动灭菌器10的进口,卸盒系统对接于自动灭菌器10的出口。装盒系统将待灭菌的灭菌组件3传送至自动灭菌器10中,灭菌后,自动灭菌器10将灭菌组件3传送到卸盒系统。
其中,灭菌盘2上设有标签204,具体设置在灭菌盘主体201的外侧。相应地,装盒系统设有装盒标签读取器,卸盒系统设有卸盒标签读取器。可选地,标签204为NFC射频识别标签、RFID识别标签或者其他标签,装盒标签读取器、卸盒标签读取器与标签204相适配,以能够读取标签204信息。
其中,卸盒标签读取器和装盒标签读取器均通讯连接控制装置。控制装置用于在装盒标签读取器读取标签204后,绑定灭菌盘2上的陪灭品信息和标签204以构成对应的灭菌盘信息,以及用于在卸盒标签读取器读取标签204后调取对应的灭菌盘信息。陪灭品信息具体可以包括陪灭品的位置和/或数量。
在装盒系统装盒过程中,在朝向灭菌盘2上装载灭菌盒1以及陪灭品的步骤中,装盒标签读取器读取该标签204的信息并发送至控制装置,控制装置绑定该标签204与该灭菌盘2上的陪灭品信息,构成灭菌盘信息。具体地,控制装置可以通过接收人工输入信息获取陪灭品信息,也可以通过相机、传感器等设备的检测结果确定陪灭品信息。
在灭菌后,灭菌组件3传送到卸盒系统中,在对灭菌盘2进行卸盒时,卸盒标签读取器读取该灭菌盘2上的标签204,控制装置即可调取对应的灭菌盘信息,获取该灭菌盘2上的陪灭品信息,卸盒系统能够利用该信息自动分别进行灭菌盒1和陪灭品的卸盒。
本实施例中,灭菌盘2上设置的标签204,装盒系统和卸盒系统中分别设置对应的标签读取器,可以实现对生产过程的信息追踪,能够自动确定灭菌盘2中的灭菌盒1和陪灭品的放置情况,提高系统自动化程度,提高灭菌效率。
进一步地,请参考图1,自动灭菌器10设有灭菌器标签读取器,灭菌器标签读取器通讯连接控制装置。控制装置用于绑定灭菌组件3上的所有标签204,以作为灭菌整组件信息。具体地,该过程可以在灭菌盘信息形成后、灭菌组件3上各灭菌盘2均放置完成后、灭菌组件3进入自动灭菌器10之前进行。
灭菌组件3在自动灭菌器10中灭菌时,灭菌器标签读取器读取灭菌盘2上的标签204以获取灭菌组件3的灭菌整组件信息。具体地,灭菌器标签读取器可以获取灭菌组件3上的所有灭菌盘2的标签204以得到灭菌整组件信息,也可以读取灭菌组件3上的部分灭菌盘2(通常多于两个)的标签204以得到灭菌整组件信息。
控制装置还用于绑定多个连续进入自动灭菌器10的灭菌组件3的灭菌整组件信息,以作为生产批次信息。在卸盒工序中,卸盒系统可以一个生产批次一个生产批次地进行卸盒,能够进一步提高灭菌的自动化程度。
进一步地,装盒系统和卸盒系统中设有传料组件。传料组件包括用于传送灭菌盘2、灭菌盒1和陪灭品的装卸机和用于转运灭菌组件3的灭菌组件传送装置,灭菌组件传送装置设置在装卸机和自动灭菌器10之间。采用不同的机构分别进行灭菌组件3整体的传送以及灭菌盘2及其内物品的拆装,两个机构可以同时运行,能够进一步提高灭菌效率。
进一步地,装卸机包括六轴机器人和连接于六轴机器人的组合夹具。其中,组合夹具可以夹取灭菌盘2、灭菌盒1以及陪灭品,实现灭菌盘2的移动以及灭菌盒1、陪灭品在灭菌盘2上的取放,其中,通过灭菌盘2的移动可以实现灭菌盘2之间的拆叠,以生成或者分解灭菌组件3。
具体如图1所示,装盒装卸机7包括装盒六轴机器人701和连接于装盒六轴机器人701的装盒组合夹具702,装盒标签读取器设置在装盒组合夹具702上。其中,控制装置也可以通过追踪装盒装卸机7的动作获取陪灭品信息。卸盒装卸机15包括卸盒六轴机器人1501和连接于卸盒六轴机器人1501的卸盒组合夹具1502,卸盒标签读取器设置在卸盒组合夹具1502上。
通过六轴机器人抓取灭菌盒1定点码放或者取走,取放过程中可以减小或避免对灭菌组件3施加的压力,有利于避免灭菌组件3变形。其中,本实施例中,由于灭菌盘2被其下灭菌盘2定位,在拆卸时,向上移动以拆卸灭菌盘2,使其与下层灭菌盘2分离。
进一步地,装盒系统还包括自动盒瓶处理装置。自动盒瓶处理装置包括制剂瓶输送网链、进出盒装置和设于制剂瓶输送网链和进出盒装置之间的推瓶组件。装卸机能够在对应的进出盒装置上取放灭菌盒1。
具体地,根据运行方向,装盒系统中的盒瓶处理装置为自动装盒机4,自动装盒机4为制剂灭菌物流系统的起点,用于将制剂瓶放置于灭菌盒1中。
其中,制剂瓶输送网链为制剂瓶进料网链401,进出盒装置为装盒进出盒装置,推瓶组件为装盒推瓶组件402。制剂瓶进料网链401与灌装机对接,能够将灌装后的小容量制剂瓶输送进入自动装盒机4的内部;装盒装卸机7将空的灭菌盒1放入装盒进出盒装置;装盒推瓶组件402用于将输送进自动装盒机4的制剂瓶推入灭菌盒1,灭菌盒1装满后,由装盒装卸机7将灭菌盒1取出放到对应的灭菌盘2中。
本实施例中,通过增设自动装盒机4,能够从制剂瓶装盒工序开始作为设备的起始工序,增加该物料系统的功能。
进一步地,进出盒装置包括进出盒滚筒和设于进出盒滚筒与推瓶组件之间的升降滚筒。进出盒滚筒为双层滚筒输送机。升降滚筒能够在其上升位对接推瓶组件和进出盒滚筒的上层输送部件,且能够在其下降位对接进出盒滚筒的下层输送部件。
其中,为增加进出盒滚筒的容纳量,进出盒滚筒的上层输送部件和下层输送部件分别对接滚筒结构。例如,装盒机进出盒滚筒的上层输送部件可以对接装盒上层滚筒5,装盒机进出盒滚筒的下层输送部件可以对接装盒下层滚筒6,具体地,装盒下层滚筒6可以长于装盒上层滚筒5,以避免装盒上层滚筒5遮挡装盒下层滚筒6,便于放料。
在装盒工序中,空的灭菌盒1被装盒装卸机7放到装盒上层滚筒5,经装盒上层滚筒5传到装盒进出盒滚筒404的上层输送部件,再传送的处于上升位的装盒升降滚筒403;在装盒后,装盒升降滚筒403运行到下降位,再将装满的灭菌盒1经装盒进出盒滚筒404的下层输送部件传送到装盒下层滚筒6,装盒装卸机7从装盒下层滚筒6取走灭菌盒1。
其中,为便于装盒装卸机7取放料,自动装盒机4设置在装盒装卸机7的一侧,在装盒装卸机7的另一侧设置装盒陪灭品放置位22和装盒空盘放置位23,装盒陪灭品放置位22用于放置陪灭品,装盒空盘放置位23用于放置承载有空灭菌盒1的灭菌组件3。
本实施例中,采用双层式的进出盒滚筒进行灭菌盒1的传送,能够提高空间利用率,使得设备结构紧凑。
进一步地,装盒系统中的灭菌组件传送装置包括装盒整车输送轨道机8和自动换向台9。自动灭菌器10的传送方向与装盒整车输送轨道机8的传送方向之间具有夹角,如图1中,两者夹角为直角。装盒整车输送轨道机8通过自动换向台9对接自动灭菌器10,通过自动换向台9可以对灭菌组件3进行换向。装盒整车输送轨道机8将叠放灭菌盒1后的灭菌组件3传送到自动换向台9,自动换向台9对灭菌组件3换向并传送到自动灭菌器10中。
相比于自动灭菌器10的传送方向与装盒整车输送轨道机8的传送方向共线设置的方案,采用本实施例中的设置方式,能够使得物流系统的结构紧凑。
进一步地,卸盒系统中的灭菌组件传送装置包括缓存架12和可自由移动的转运车20。通过缓存架12的设置,在灭菌组件3移出自动灭菌器10后,可以先通过转运车20转运到缓存架12上,进行静置、晾干,之后,再由转运车20将缓存架12上的灭菌组件3传送到其他位置。
其中,由于转运车20可以自由移动,转运车20也可以用于完成灭菌组件3在卸盒系统与装盒系统之间的传送。具体地,在卸盒装卸机15的一侧设置卸盒满盘放置位13、卸盒空盘放置位14和卸盒陪灭品放置位24。根据需要,转运车20可以在卸盒满盘放置位13、卸盒空盘放置位14、卸盒陪灭品放置位24、装盒空盘放置位23以及装盒陪灭品放置位22之间进行灭菌组件3的传送。
其中,可选地,转运车20为AGV(Automated Guided Vehicle),AGV在所规划的预设运行路线上转运满置制剂瓶的灭菌组件与没有放置制剂瓶的灭菌组件。相应地,AGV的预设运行路线上还可以设置AGV充电桩21,具体可以设置在卸盒空盘放置位14和装盒陪灭品放置位22之间的路径上。
其中,具体地,卸盒系统还包括对接于自动灭菌器10的出口的敞开式输送轨道机11,灭菌后的灭菌组件3由自动灭菌器10输送至敞开式输送轨道机11等待转运。转运车20从敞开式输送轨道机11取灭菌组件3,再传送到缓存架12上,进而再由转运车20将缓存架12上的灭菌组件3传送到卸盒满盘放置位13,卸盒装卸机15从卸盒满盘放置位13取料以进行后续工序。
进一步地,卸盒系统还包括自动盒瓶处理装置,具体与自动装盒机4结构相同但是运行方向相反,以作为自动卸盒机18。具体地,制剂瓶输送网链为制剂瓶卸盒网链19,进出盒装置为卸盒进出盒装置,推瓶组件为卸盒推瓶组件1802。卸盒装卸机15能够在卸盒进出盒装置上取放灭菌盒1。
其中,卸盒装卸机15将灭菌盒1放到卸盒进出盒装置上,卸盒推瓶组件1802将制剂瓶和灭菌盒1分开并将制剂瓶传送到制剂瓶卸盒网链19,由制剂瓶卸盒网链19传走,卸盒装卸机15从卸盒进出盒装置上取走空的灭菌盒1。
本实施例中,通过增设自动卸盒机18,能够将灭菌后的制剂瓶从灭菌盒1分离出,以便空的灭菌盒1循环投入使用。
另外,参考装盒系统中作为自动装盒机4的自动盒瓶处理装置的设置方式,卸盒进出盒装置可以参考装盒进出盒装置进行相同的结构设置。相应地,卸盒进出盒装置的上层输送部件可以对接卸盒上层滚筒17,卸盒进出盒装置的下层输送部件可以对接卸盒下层滚筒16。
在卸盒工序,灭菌盒1被卸盒装卸机15从卸盒满盘放置位13放到卸盒上层滚筒17,经卸盒上层滚筒17传到卸盒进出盒滚筒的上层输送部件,再传送的处于上升位的卸盒升降滚筒1801;在卸下制剂瓶后,卸盒升降滚筒1801运行到下降位,再将空的灭菌盒1经卸盒进出盒滚筒的下层输送部件传送到卸盒下层滚筒16,卸盒装卸机15从卸盒下层滚筒16取走灭菌盒1,放到卸盒空盘放置位14。
本实施例中的制剂灭菌物流系统的工作流程如下:
(一)装盒过程:
转运车20将空车转运至装盒空盘放置位23,将陪灭品放置于装盒陪灭品放置位22;
装盒装卸机7的装盒组合夹具702在装盒六轴机器人701的驱动下,抓取装盒空盘放置位23上的空灭菌盒1并放置于装盒上层滚筒5的上方,再将灭菌组件3上卸空的顶层的灭菌盘2拆出,装盒组合夹具702上的装盒标签读取器读取灭菌盘2上的标签204,并放置于装盒整车输送轨道机8的上方;
空的灭菌盒1由装盒上层滚筒5输送至装盒进出盒滚筒404的上层输送部件,再输送到达装盒升降滚筒403等待装盒,灌装后的小容量制剂瓶由制剂瓶进料网链401输送进入自动装盒机4的内部,制剂瓶由装盒推瓶组件402推入灭菌盒1,装满的灭菌盒1由装盒升降滚筒403下降至下层,并转运至装盒进出盒滚筒404的下层输送部件,然后,经过装盒下层滚筒6输送至其末端;
装盒装卸机7的装盒组合夹具702在装盒六轴机器人701的驱动下,抓取装满的灭菌盒1,并放置于装盒整车输送轨道机8上的空的灭菌盘2内,并由灭菌盒定位块203进行限制,当一层灭菌盘2被装满后,装盒组合夹具702再对装盒空盘放置位23当前的顶层灭菌盘2进行操作,新拆出空的灭菌盘2,在标签204读取后,叠放至装盒整车输送轨道机8上的底层的灭菌盘2的上方,通过定位销202对灭菌盘2进行定位,使得叠放后灭菌盘2连接牢固,重复以上过程,直至装盒整车输送轨道机8上的灭菌组件3被放满。
其中,在装盒过程中,装盒组合夹具702还会由装盒陪灭品放置位22抓取陪灭品并放置于装盒整车输送轨道机8上的灭菌盘2中,控制装置对陪灭品信息和对应的标签204进行绑定。
(二)灭菌过程:
整车装载完成后,灭菌组件3上各灭菌盘2的标签204的信息打包为一体,形成灭菌整组件信息;
灭菌组件3由装盒整车输送轨道机8输送至自动换向台9,经自动换向台9转向后输送至自动灭菌器10,在自动灭菌器10内,每进入一个灭菌组件3,则读取灭菌整组件信息,每四个灭菌组件3组成一组,作为一个生产批次,灭菌后,灭菌组件3转运至敞开式输送轨道机11。
(三)卸盒过程:
转运车20进入敞开式输送轨道机11内部并顶起灭菌组件3,将灭菌后的灭菌组件3转运至缓存架12上部,进行静置、晾干;
控制装置根据产品的生产批次,控制转运车20去缓存架12取货,并运送至卸盒满盘放置位13;
卸盒装卸机15的卸盒六轴机器人1501驱动卸盒组合夹具1502将卸盒满盘放置位13上方的满的灭菌盒1卸载出去,并放置于卸盒上层滚筒17的上方,灭菌盒1由卸盒上层滚筒17输送至自动卸盒机18的卸盒升降滚筒1801上方,卸盒推瓶组件1802将灭菌盒1内的小容量制剂瓶推至制剂瓶卸盒网链19进行后续的生产,空的灭菌盒1由卸盒升降滚筒1801带动下降,并输送至卸盒下层滚筒16的末端,卸盒组合夹具1502将卸盒下层滚筒16的末端的空灭菌盒1装载至卸盒空盘放置位14上的灭菌盘2内部;
卸盒装卸机15的卸盒六轴机器人1501驱动卸盒组合夹具1502将卸盒满盘放置位13顶部的空的灭菌盘2拆出,并放置于卸盒空盘放置位14,在拆盘过程中,卸盒组合夹具1502上的卸盒标签读取器读取灭菌盘2上的标签204,以此来判定所卸载的灭菌盘2是否有陪灭品以及陪灭品的位置,如果有陪灭品,卸盒组合夹具1502将陪灭品放置于卸盒陪灭品放置位24上方;
随着满灭菌盒1逐渐被卸载并卸盒,装满空灭菌盒1的灭菌组件3由转运车20转运至装盒空盘放置位23,陪灭品由转运车20从卸盒陪灭品放置位24转运至装盒陪灭品放置位22,实现灭菌盘2、灭菌盒1、陪灭品的循环使用,整个生产过程无需人工干预,自动化程度高。
本实施例提供的制剂灭菌物流系统,用于小容量制剂灭菌区域自动化生产,灭菌盘2上设置标签204,对在叠盘过程中每个灭菌盘2进行扫码和信息绑定,对灭菌组件3与自动灭菌器10的灭菌工艺信息也可以进行绑定,可以实现产品的批次信息记录,自动化单机之间连线动作,人员参与少,实现智能化生产。
当然,灭菌组件3的设置方式不限于以上各个实施例所提供的方式。在具体实施例二中,灭菌组件3除了包括上述实施例中的灭菌盘2,还可以包括车体,车体可以自由移动,车体为灭菌盒1的载体,具体为分层式框架车体,灭菌盘2在灭菌组件3上沿上下方向逐层堆叠。另外,灭菌组件3上直接设置车体标签,通过与灭菌盘2上的标签204绑定以作为灭菌整组件信息,在读取灭菌整组件信息时,可以只读取车体标签,即对应获得灭菌整组件信息。
另外,车体可以人工推动或者通过转运车20在不同设备之间传送。具体地,在取盘位置与对应的放盘位置之间(例如,取盘位置为装盒空盘放置位23时,对应的放盘位置为装盒整车输送轨道机8),在放盘位置上可以预先放置的车体,从取盘位置处的车体上取下各个灭菌盘依次放到放盘位置上的车体后,构成一个新的灭菌组件,取盘位置处的车体可以再与其他灭菌盘构成新的灭菌组件。
除了上述制剂灭菌物流系统,本发明还提供了一种制剂灭菌方法,该制剂灭菌方法应用上述实施例中制剂灭菌物流系统,有益效果可以相应参考以上各个实施例。
具体地,该方法包括:
灭菌前,获取标签204的信息,并绑定标签204与灭菌盘2上的陪灭品信息,以构成对应的灭菌盘信息;
灭菌组件3经自动灭菌器10灭菌后,获取标签204的信息,并调取对应的灭菌盘信息,控制卸盒系统根据灭菌盘信息将灭菌盘2中的灭菌盒1和陪灭品分别卸至对应的位置。
进一步地,该灭菌方法还包括:
灭菌前,绑定灭菌组件3上的所有标签204以作为灭菌整组件信息;
绑定多个连续进入自动灭菌器10的灭菌组件3的灭菌整组件信息,以作为生产批次信息。
需要说明的是,当元件被称为“固定”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
以上对本发明所提供的制剂灭菌物流系统及制剂灭菌方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
- 制剂灭菌物流系统及制剂灭菌方法
- 一种中药制剂灭菌装置与灭菌方法