一种垃圾前置处理的方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及垃圾处理技术领域,具体为一种垃圾前置处理的方法。
背景技术
随着我国人口的不断增加和城乡化的快速发展,垃圾处理已成为困扰我国广大城乡地方政府坚持走可持续发展道路的一大难题。现有技术对于城乡生活垃圾较为常用的处理方式有卫生填埋和焚烧发电。卫生填埋需要大量建立垃圾填埋场,占用土地面积大,但土地面积是极为珍贵和有限的,而垃圾的数量则是越积越多的,垃圾填埋场总有被填埋完的一天,并且垃圾填埋后不易分解,污染周边环境和水源,形成垃圾二次污染,大量兴建垃圾填埋场不是长久之计。因此,我国部分经济发达地区正积极发展垃圾焚烧发电和垃圾直接气化发电,达到生活垃圾一次性处理。
但是垃圾焚烧发电技术投资大,追求规模效应,运行时还需要煤和柴油等辅助燃料,环保处理成本高;而垃圾气化发电技术对垃圾的前置处理具有较高的要求,特别是垃圾气化技术,垃圾在进入气化炉之前需充分脱水、细致分类以保证气化充分,垃圾体积过大则易堵塞汽气化炉进料口,垃圾含水量过大会导致气化不充分且浪费能源,且垃圾分类步骤繁琐,浪费时间,降低垃圾处理效率,增加运行成本。
发明内容
本发明提供了一种垃圾前置处理的方法,可以有效解决上述问题。
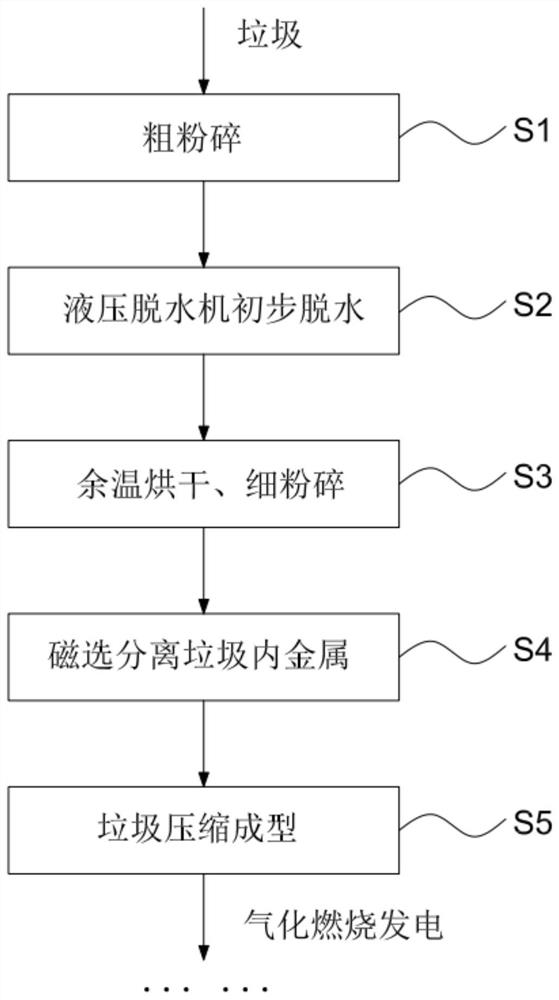
本发明是这样实现的:一种垃圾前置处理的方法,包括如下步骤:
S1,对待处理垃圾进行粗粉碎,粉碎长度20~40cm;
S2,对粗粉碎后的垃圾液压脱水,垃圾脱水后含水量20%~25%;
S3,对初步脱水的垃圾进行细粉碎、烘干,烘干后水分10%;
S4,对细粉碎烘干后的垃圾进行金属筛选,将筛选出金属垃圾进行分类处理;
S5,对分类后的垃圾进行压缩加工成型。
优选的,所述步骤S2中,粗粉碎后的垃圾通过液压脱水机进行脱水。
优选的,所述步骤S2中,所述液压脱水机压缩比为1:0.4~1:0.6。
优选的,所述步骤S2中,所述液压脱水机压缩时间5s~30s。
优选的,所述步骤S3中,细粉碎后的垃圾直径为10mm~100mm。
优选的,所述步骤S3中,初步脱水后的垃圾烘干温度为450℃~ 550℃。
优选的,所述步骤S4中,烘干后的垃圾通过磁选装置进行金属分选,对金属垃圾的筛选率为95%,避免金属垃圾在垃圾压缩成型时对设备造成损坏和磨损。
优选的,所述步骤S5中,金属筛选后的垃圾经再压缩形成垃圾球或垃圾块,所述垃圾块长度为4~10cm,宽度为3~5cm,高度为3~5cm;所述垃圾球直径为6cm。
与现有技术相比,本发明的有益效果是:
(1)本发明采用液压脱水机对粗粉碎后的垃圾进行脱水,压缩比为优选1:0.6,在此情况下脱水效果最佳且不会对液压油缸的工作造成过大阻力,能够在高效降低垃圾含水量的同时,增加液压脱水机的使用寿命;压缩比过小时,不易出料,无法提供足够的压力进行垃圾脱水,脱水效果差,后续烘干热能需求大,垃圾成型效率低;压缩比为过大时,可能导致压缩仓内部垃圾、空气密度太大,产生过大的阻力,使机器磨损过大,液压脱水机易损耗,提高了设备使用成本;
(2)本发明采用磁选装置对垃圾里面的金属进行筛选,利用高频吸铁辊筒与皮带输送垃圾相结合的方式,使金属在辊筒与皮带输送垃圾滚动时自然的把金属分选出来,金属和垃圾分别通过不同的出料口收集,达到垃圾和金属的分类,工序简单,方便操作,且分离效率高。
附图说明
图1为本发明工艺流程图;
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
请参考图1,一种垃圾前置处理的方法,包括如下步骤:将收集到的垃圾集中运输至封闭式的卸料场,对待处理垃圾进行粗粉碎,所述垃圾粗粉碎后长度为20~40cm,将粗粉碎后的垃圾用液压脱水机进行脱水,垃圾进入液压脱水机后,在液压油缸的作用下体积被不断压缩,垃圾内部的水份在压力作用下被挤出,使垃圾含水率降至25%以下。所述液压脱水机压缩比1:0.4~1:0.6,所述液压脱水机压缩时间5~30s,所述液压脱水机脱水效率和压缩时间成正比,压缩时间和挤压压力成正比,所需压缩时间及压缩比可根据不同的垃圾组成调节,避免不必要的能量损耗,且利用压力减少垃圾水份的方法,大大降低了垃圾烘干过程中需要的热能成本,提高了垃圾成型的效率,提高了垃圾在焚烧发电和气化发电设备中的透气性,降低焚烧和气化设备的能量损耗,提高能源利用率,且提高垃圾处理能力。
所述液压脱水机压缩比优选为1:0.6,在此情况下脱水效果最佳且不会对液压油缸的工作造成过大阻力,增加液压脱水机的使用寿命。压缩比过小时,液压脱水机不易出料,易对设备机体造成额外损耗,且无法提供足够的压力进行垃圾脱水,脱水效果差,后续烘干热能需求大,垃圾成型效率低;压缩比过大时,可能导致压缩仓内部垃圾、空气密度太大,产生过大的阻力,使机器磨损过大,提高了设备使用成本。
将上述脱水后的垃圾送入余温烘干系统,借助加工产生的余温在 450~550℃的环境下进行烘干,将垃圾内的含水量降至10%,利用余温加热烘干能够有效节约能源,更加环保,将烘干后的垃圾进行细粉碎,细粉碎后的垃圾直径为10~100mm。细粉碎后的垃圾通过磁选装置进行金属分选,所述磁选装置利用高频吸铁辊筒与皮带输送垃圾相结合的方式,使金属在辊筒与皮带输送垃圾滚动时自然的把金属分选出来,金属和垃圾分别通过不同的出料口收集,经磁选后的垃圾金属去除率为95%,通过去除硬质金属垃圾可以避免垃圾成型过程中对设备造成额外的损坏和磨损。垃圾成型为垃圾经粗粉碎、脱水、细粉碎、烘干、筛选金属后,再压缩形成球体或块体,所述垃圾块长度为4~10cm,宽度为3~5cm,高度为3~5cm;所述垃圾球直径为6cm。通过这种垃圾前置处理的方法把杂乱的垃圾按垃圾气化所需原料规格提前规整,保证了在垃圾气化燃烧投料过程中更加可控,操作更简单,确保满足垃圾气化的各种工艺条件。
整个工艺流程全部自动化完成,且形成独立连续加工线,垃圾进入粉碎机初步粉碎后输入液压脱水机,在液压脱水机内完成压缩后,排出的水从液压脱水机内的排水孔排除,水进入污水处理池,垃圾从压缩出口排出进行细粉碎烘干以便于气化、燃烧,再次粉碎烘干后的垃圾在用磁选装置对垃圾里面的金属进行筛选,使金属和垃圾分离,达到垃圾和金属的分类,工序简单,方便操作,且分离效率高。上述工艺流程必须的准备环节较现有技术少,使整套加工线运转更加灵活迅速,自动化程序高,人力需求低,所有流程可同步进行,避免了不必要的时间损耗,处理效率更高。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种垃圾前置处理的方法
- 一种餐厨垃圾前置处理系统及其分拣方法