LDI自动连线的视觉辅助对位装置及其方法
文献发布时间:2023-06-19 12:05:39
技术领域
本发明属于曝光连线技术领域,尤其是涉及一种LDI自动连线的视觉辅助对位装置及其方法。
背景技术
自动化是生产车间的趋势,如LDI曝光目前采用的便是自动连线上下料。自动化的优势主要在于,一方面节省了人力,另一方面在产能上也有较大的提升。
但是自动化并不是一劳永逸的事情,需要对自动化设备进行一次又一次的改进以不断提高自动化设备的性能、工作效率、产能等。对于LDI自动连线设备来说,设备的稳定性和产能将直接决定板厂效益,稳定性越高,产能越高,自动化设备的设备的出板良率就越高,创收也越好。
目前,LDI自动连线设备包括输送平台、曝光平台和机械手,机械手将输送平台输送过来的板子抓取到曝光平台上,曝光平台事先运动至固定位置等待板子,曝光平台接收到板子后带着板子运动至曝光室进行曝光。如图1和图2所示,输送平台上具有Y向限位板7和X向拍板结构8,板子通过输送平台上的滚轮被输送至靠近靠近曝光平台的一端由Y向限位板7限位,然后,由X向拍板结构8对板子进行X轴方向的拍板对位以适应曝光平台的位置,对位结束后,由机械手将板子抓取到曝光平台上。在现有技术的自动化工作过程中,需要进行两步过程,即首先输送至Y向限位板7位置,由Y向限位板7进行限位,然后由X向拍板结构8进行拍板,在X向拍板结构8进行拍板过程中需要移动X向拍板结构的一块拍板档杆81,由该拍板档杆81推动PCB板4移动至被另一固定的拍板档杆81拍板,完成对位。在这个过程中,由于拍板档杆81移动需要一定时间,所以需要消耗较多的时间来进行对位,而且板子的一边可能会接触Y向限位板7,在移动板子的过程中,会对板子造成一定的摩擦导致板子良率下降。此外,由于X向拍板结构8的两个拍板档杆81在拍板过程中都会直接撞击板边,对PCB板会造成伤害,并且容易造成掉屑问题,引起不良。
目前很多厂商在着手解决拍板引起的效率和速度问题时,多是从结构运动行程上出发,运动的拍板档杆开始运动至完成对位之间的时间越短,拍板所消耗的时间就越短,通过压缩历时的方式能够在一定程度上提升一点效率缩短历时的主要方式是加快运动速度;,但是提升十分有限。一方面是因为,无论速度多快,这个机械行程仍然存在,而机械行程存在就不可能在很大程度上缩短这个历时;其次是因为历时的缩短会对设备稳定性造成影响,拍板档杆速度越快,稳定性和碰撞风险就越大,对板子的伤害也就越大。也就是说,现有技术中在解决拍板引起的速度和效率问题时,需要牺牲设备的稳定性,而且由于需要顾虑设备稳定性问题,拍板档杆的速度不可能会被大幅度提升,所以效率提升也就十分有限。
发明内容
本发明的目的是针对上述问题,提供一种LDI自动连线的视觉辅助对位装置及其方法。
为达到上述目的,本发明采用了下列技术方案:
一种LDI自动连线的视觉辅助对位装置,包括输送平台、曝光平台和机械手,以及用于对输送平台上的PCB板进行定位的定位系统,所述的定位系统连接于控制模块用于将定位结果发送给控制模块,所述的控制模块连接于所述的曝光平台以使曝光平台运动至适应于PCB板位置的相应位置。
在上述的LDI自动连线的视觉辅助对位装置中,所述的控制模块连接于所述的机械手以使机械手在抓取PCB板前调整至适应于PCB板位置的目标位置,即调整至能够对PCB板实现抓取的位置,适用于在某个位置无法实现对任何位置的PCB板进行抓取的机械手,例如只有一组或少量吸盘的机械手;或者,所述的控制模块连接于所述的机械手以控制机械手在抓取PCB板的过程中控制相应吸盘有效,适用于机械手配备有多组吸盘的场景,通过调整不同的吸盘能够实现对任何位置的PCB板进行抓取。
在上述的LDI自动连线的视觉辅助对位装置中,所述的定位系统为视觉定位系统,且所述的视觉定位系统包括视觉信息获取模块和连接于所述视觉信息获取模块的视觉信息处理模块,所述的视觉信息处理模块连接于所述的控制模块。
在上述的LDI自动连线的视觉辅助对位装置中,所述的视觉信息获取模块包括安装在输送平台上方/下方/侧面/后方/前方/斜后方/斜上方/斜下方/斜前方的对位摄像头,所述的对位摄像头用于采集CCD图像数据并将CCD图像数据发送给视觉信息处理模块。
在上述的LDI自动连线的视觉辅助对位装置中,所述的控制模块被嵌入至相应LDI自动连线设备的自动控制器中;
或者,所述的视觉信息处理模块和控制模块同时被嵌入至相应LDI自动连线设备的自动控制器中。
在上述的LDI自动连线的视觉辅助对位装置中,所述的输送平台上具有Y向限位板。
一种基于上述LDI自动连线的视觉辅助对位装置的LDI自动连线的视觉辅助对位方法,包括以下步骤:
S1.获取输送平台上PCB板的位置信息;
S2.在机械手被控制抓取PCB板的同时根据所述的位置信息生成曝光平台控制命令并发送给曝光平台以使其运动至相应位置;
S3.控制机械手将抓取的PCB板输送至已处于相应位置的曝光平台。
在上述的LDI自动连线的视觉辅助对位方法中,在步骤S1中,通过以下方式获取PCB板的位置信息:
S11.采集CCD图像数据,并发送给视觉信息处理模块;
S12.视觉信息处理模块对所述的CCD图像数据进行分析处理以获取PCB板的位置信息,并将位置信息发送给控制模块;
且在步骤S2中,控制模块根据位置信息生成所述的曝光平台控制命令。
在上述的LDI自动连线的视觉辅助对位方法中,在步骤S2中,所述的控制模块被嵌入至LDI自动连线设备的自动控制器中,且所述的机械手和曝光平台均由所述的自动控制器控制。
在上述的LDI自动连线的视觉辅助对位方法中,在步骤S2中,同时根据所述的位置信息调整机械手后抓取PCB板;
或者,控制机械手抓取PCB板的同时根据所述的位置信息控制机械手的相应吸盘有效。
本发明的优点在于:本方案打破了传统拍板对位思维,使用无线电脉冲信号传输及数据处理替代机械运动,突破机械运动的速度极限,能够大大缩短拍板对位所需要的时间,同时省略了撞击拍板过程,能够提高设备稳定性,最大限度保证PCB板的良率。
附图说明
图1为现有技术LDI自动连线的对位装置结构示意图;
图2为现有技术输送平台上方式有PCB板情景下LDI自动连线的对装置结构示意图;
图3为本发明实施例一中LDI自动连线设备的俯视示意图;
图4为本发明实施例一中LDI自动连线的视觉辅助对位装置的控制结构框图;
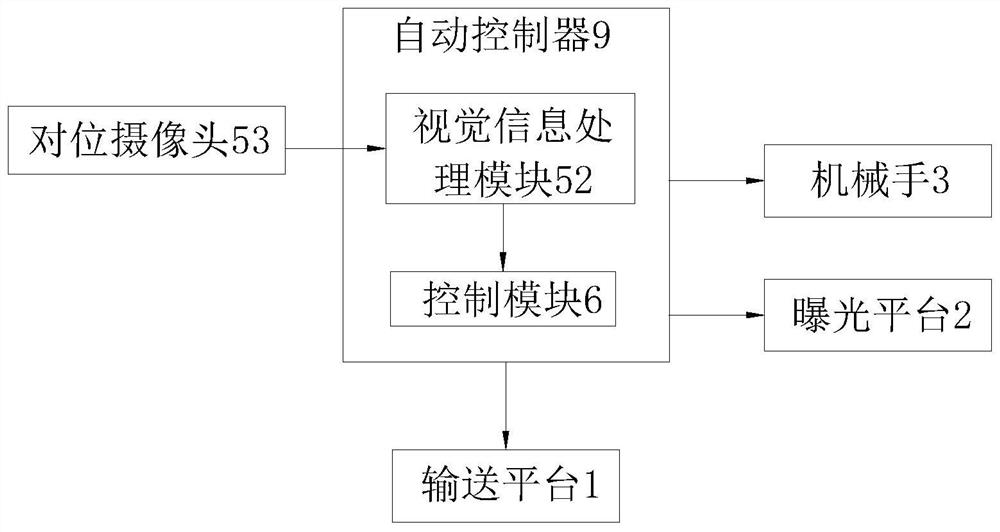
图5为本发明实施例一中LDI自动连线的视觉辅助对位装置中将控制模块和视觉信息处理模块嵌设在自动控制器中的结构框图;
图6为本发明实施例一中LDI自动连线的视觉辅助对位装置中定位系统的工作过程图;
图7为本发明实施例一中LDI自动连线的视觉辅助对位装置的工作流程图;
图8为本发明实施例二中LDI自动连线的视觉辅助对位装置的工作流程图;
图9为本发明实施例二中LDI自动连线的视觉辅助对位装置的控制结构框图;
图10为本发明实施例三中LDI自动连线的视觉辅助对位装置的工作流程图。
附图说明:输送平台1;滚轮11;曝光平台2;机械手3;PCB板4;定位系统5;视觉信息获取模块51;视觉信息处理模块52;控制模块6;对位摄像头53;Y向限位板7;X向拍板结构8;拍板档杆81;自动控制器9。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步详细的说明。
目前,LDI自动连线设备中的产能极限是10.1秒/面,每分钟的产能为5.9片/分钟。本方案通过提供一种新型的对位装置,将原本由PCB板去适应曝光平台的方式改进为由曝光平台去适应PCB板的位置,打破传统的拍板对位思维,能够在提高设备稳定性,提高PCB板良率的同时缩短拍板过程的时间消耗,大大提高自动化设备的产能,使自动化设备在产能上具有质的飞跃。下面结合附图对本方案进行详细的介绍。
实施例一
如图3和图4所示,本实施例提供了一种LDI自动连线的视觉辅助对位装置,该装置包括输送平台1、曝光平台2和机械手3,以及用于对输送平台1上的PCB板4进行定位的定位系统5,输送平台1上具有Y向限位板7,定位系统5连接于控制模块6用于将定位结果发送给控制模块6,控制模块6连接于曝光平台2以使曝光平台2根据定位结果运动至相应位置以适应PCB板4的当前位置,无需对PCB板4进行X方向的拍板。其中定位系统5为视觉定位系统,且视觉定位系统包括视觉信息获取模块51和连接于视觉信息获取模块51的视觉信息处理模块52,视觉信息处理模块52连接于控制模块6。视觉信息获取模块51包括安装在输送平台1上方/下方/侧面/后方/前方/斜后方/斜上方/斜下方/斜前方的对位摄像头53,对位摄像头53用于采集CCD图像数据并将CCD图像数据发送给视觉信息处理模块52。对位摄像头53的安装位置没有绝对限制,只需要满足其采集到的DDC图像数据能够使视觉定位系统分析确定PCB板所处位置即可。
如图5所示,本方案所指的控制模块6可以嵌入在LDI自动设备本身具有的自动控制器9中,视觉信息处理模块52也可以被嵌入至LDI自动连线设备本身具有的自动控制器9中,这样在对传统LDI自动连线设备改进为本方案时,只需要在合适位置装设对位摄像头53,然后将对位摄像头53连接自动自动控制器9,对LDI自动连线设备进行程序更新以将视觉信息处理模块52和控制模块6嵌入自动控制器9即可,升级十分容易且方便。此时,如图6所示,在投入使用时,由对位摄像头53获取CCD图像数据,然后发送给自动控制器9,自动控制器9中的视觉信息处理模块52对CCD图像数据进行一系列分析处理后输出位置信息,然后由控制模块6根据该位置信息控制曝光平台2。
当然,若有需要,本领域技术人员也可以将视觉信息处理模块52或者控制模块6安装在LDI自动连线设备的自动控制器9外部,然后将视觉信息处理模块52或控制模块6连接该自动控制器9以加入LDI自动连线设备的控制系统即可。
如图7所示,以将控制模块6嵌入在LDI自动设备本身具有的自动控制器9中为例,本LDI自动连线的视觉辅助对位装置的LDI自动连线的视觉辅助对位方法包括以下步骤:
S1.自动控制器9控制输送平台1将PCB板4输送至靠近曝光平台2的一端,由Y向限位板7限位;这部分所花的时间和执行过程与传统设备一样。传统设备在这一步后是通过X向拍板结构8对PCB板4进行拍板对位,本方案通过后续步骤进行对位;
S2.由对位摄像头53采集包含PCB板4的CCD图像数据,并发送给视觉信息处理模块52;
S3.视觉信息处理模块52对CCD图像数据进行分析处理以获取PCB板4的位置信息,并将位置信息发送给控制模块6,即自动控制器9;
S4.自动控制器9控制机械手4抓取PCB板4,同时根据位置信息生成曝光平台控制命令并发送给曝光平台2以使其运动至相应位置;
S5.自动控制器9控制机械手3将抓取的PCB板4输送至已处于相应位置的曝光平台2。
传统的LDI自动连线设备是将曝光平台2移动至固定位置,然后通过拍板方式调整PCB板4的位置来实现两者的对位,而本方案是通过使曝光平台2适应PCB板4位置的方式实现两者的对位,不需要对PCB板4进行拍板,即不需要消耗传统拍板档杆81的运动时间,使用信号传输和信号处理来代替机械运动,使速度呈量级提升,大大缩短这部分所消耗的时间。
实施例二
实施例一中的机械手3能够适应任何位置的PCB板,在PCB板4被输送至靠近曝光平台2一端之后便控制机械手3执行抓取动作。本实施例与实施例一类似,不同之处在于,本实施例的机械手3,无法抓取任何位置的PCB板4,例如采用具有一组或数量较少吸盘的机械手3,可能需要对机械手3进行位置调整。如图8和图9所示,接收位置信息的控制模块6连接于机械手3以使机械手3在抓取PCB板4前调整至适应于PCB板4位置的目标位置,即控制器9根据PCB板4的位置信息调整机械手3后抓取PCB板4。
实施例三
如图3所示,本实施例与实施例一或实施例二类似,不同之处在于,本实施例的机械手采用足够数量吸盘,通过控制不同吸盘有效能够实现对任何不同位置的PCB板抓取,本实施例中,控制模块6连接于机械手3,控制模块6根据定位结果控制机械手3的相应吸盘有效以实现对当前位置的PCB板的抓取。即自动控制器9控制机械手3抓取PCB板4的同时根据位置信息控制机械手3的相应吸盘有效。
发明人对使用本实施例方案的LDI自动设备进行了多次实验,结果表明,本方案的装置能够实现7.5片/分钟的产能,突破了目前LDI自动连线设备5.9片/分钟的产能极限,并且使用本装置进行自动化曝光的PCB板良率表现也相当的好,下面是五组连续的测试数据,每次测试时长1小时:
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
尽管本文较多地使用输送平台1;滚轮11;曝光平台2;机械手3;PCB板4;定位系统5;视觉信息获取模块51;视觉信息处理模块52;控制模块6;对位摄像头53;Y向限位板7;X向拍板结构8;拍板档杆81;自动控制器9等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
- LDI自动连线的视觉辅助对位装置及其方法
- 一种测量LDI内层对位精度的装置及其内层对位方法