一种具有窄焊缝特征的钢制薄焊板残余应力测试方法
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及一种焊接材料残余应力测试方法,具体涉及一种具有窄焊缝特征的钢制薄焊板残余应力测试方法。
背景技术
钢质薄板在焊接加工使用过程中容易产生内应力不均匀导致板形恶化或变差的现象,豪华邮轮的壁板和甲板等多以4~6 mm的高强度钢制薄板结构为主,豪华邮轮的美观性和舒适性要求所用高强度钢制薄板应具有极高的成型精度和质量。豪华邮轮壁板和甲板等薄板的装焊量大且对薄板结构装焊变形和分段建造精度要求极高,较大的焊接变形严重影响船体的美观和航行舒适性并降低船体外板抵抗水压作用的能力,甚至诱发焊件结构的应力腐蚀和疲劳破坏等失效。焊接不可避免会产生残余应力,该应力是导致焊接变形的重要因素。
为了尽可能降低豪华邮轮壁板和甲板等薄板焊接结构的残余应力,激光焊接因其具有的比传统焊接方式更高的焊接速度、焊接效率和焊接质量,被广泛应用于豪华游轮薄板结构的建造。激光焊施焊过程中的高热量集中和小的区域使其具有窄焊缝特征,且其焊接残余应力和焊后变形量均远低于传统焊接方法。尽管如此,激光焊接仍不可避免会在焊件中产生残余应力,该应力不仅会造成焊接变形,而且其在后续磨抛加工过程中的释放和重新分布会使焊接结构产生变形甚至失效,不但影响豪华邮轮的建造精度、美观性和航行舒适性,降低其抵抗水压作用的能力,而且使豪华邮轮存在安全性风险。
对于具有窄焊缝特征的邮轮用钢制薄焊板而言,不但要掌握其焊后的残余应力的分布特征从而对焊接质量和焊接工艺作出评价,而且还要掌握其焊后残余应力的大小和方向从而对焊材的应力腐蚀、疲劳强度及使用寿命等特性作出评价。此外,还需要对焊材经磨抛处理后因残余应力释放和重新分配所能导致的焊板变形程度和失效几率等作出准确评估。因此,对具有窄焊缝特征的邮轮用钢制薄焊板残余应力的准确测量就显得尤为重要了。
目前,以盲孔法或剥层法为代表的机械有损检测法及以磁测法、X-射线衍射法和超声波法等为代表的无损检测法是测量焊接残余应力的常规方法。在众多磁测法当中,矫顽力法因其可较好地反映磁性材料内部的应力集中情况,已经成为评价磁性金属焊缝残余应力水平和焊接过程质量控制的有效手段。
对于激光焊邮轮用钢制薄板窄焊缝而言,其宽度和高度一般在10mm和1mm以内,采用矫顽力法可对其焊后残余应力的分布特征进行测量并可实现对测试对象的现场快速测量。但因矫顽力法是通过矫顽力数值来间接反映残余应力的大小,被测材料残余应力的大小和方向特别是方向则需要借助于其它残余应力测试方法获得的残余应力通过拟合方法获得,因而无法单独采用矫顽力法对激光焊焊后的残余应力方向进行测定且无法实现对具有一定高度窄焊缝残余应力的准确定位测量。与矫顽力法相比,作为一种研究最广、深入、成熟的无损应力测试方法,X-射线衍射法已被成功应用于测定材料表面层几微米到几十微米深度内的残余应力大小与方向,借助于诸如电解抛光等逐步剥层技术还可实现对材料厚度方向的残余应力大小及分布进行测量且可实现对具有一定高度窄焊缝残余应力的准确定位测量,便携式X-射线应力测试仪也可实现对被测对象的现场测量。
尽管对于磨抛深度处的残余应力而言,可以采用盲孔法来进行测量,但对于表面不平的窄焊缝而言,受限于应变片对测试表面平整度和尺寸的要求,难以用盲孔法准确测定焊缝一定深度的残余应力。而采用射线法并辅以电解抛光逐层腐蚀,可实现对表面不平窄焊缝一定深度残余应力的准确测量,通过调整电化学腐蚀电流控制腐蚀深度,可实现对一定磨抛深度处残余应力的准确测量。
发明内容
如前所述,单独采用矫顽力法无法对激光焊焊后的残余应力方向进行测定且无法实现对具有一定高度窄焊缝残余应力的准确定位测量,单独采用X-射线衍射法难于实现对粗糙窄焊缝焊后残余应力的准确测量,针对上述现有残余应力检测技术在检测工件残余应力方面存在的不足,本发明提出了一种具有窄焊缝特征的钢制薄焊板残余应力测试方法,实现对具有窄焊缝特征的钢制薄板焊后及磨抛后残余应力分布、大小和方向的现场快速准确测量。
本发明具体采用如下技术方案:
一种具有窄焊缝特征的钢制薄焊板残余应力测试方法,其特征在于包括如下步骤:
第一步、采用矫顽力法对钢板焊后残余应力的分布特征进行测量;
第二步、采用X-射线衍射法对窄焊缝磨抛深度层的残余应力的大小和方向进行测量;
第三步、通过电解抛光逐层剥层技术获得实际磨抛深度层的残余应力大小和方向。
优选地,所述第一步包括如下步骤:在焊板检测面划分网格,移动矫顽力残余应力测试仪块形触头沿每一行网格节点按从左到右的顺序依次进行测定,每移动一次,后一次触头的左侧边缘尽可能与前一次触头的右侧边缘重合,通过与触头联机的数据采集器获得焊板表面的矫顽力数值。
优选地,所述第二步包括如下步骤:在焊板检测面划分网格,采用电解抛光逐层抛光技术在待测网格节点处获得深1 mm的待测触点,然后将可移动X-射线衍射探头沿每一行网格节点按从左到右的顺序移动,与相应待测触点接触,每个触点保持30 min,通过与X-射线衍射探头联机的数据采集与处理装置获得1 mm深度层待测触点的残余应力大小和方向。
优选地,所述第三步包括如下步骤:将操作机械手臂夹持端的电解抛光笔与焊缝检测面垂直,根据焊缝高度调节腐蚀电流和电压,将腐蚀深度准确控制到磨抛深度,并沿焊缝的纵向依次间隔一定距离进行窄焊缝厚度方向检测,从而准确测定实际磨抛深度层的残余应力的大小和方向。
本发明具有窄焊缝特征的钢制薄焊板残余应力测试方法,检测流程简单,检测效率高,检测后可以获得焊后及磨抛后残余应力分布、大小和方向,实现对残余应力的现场快速准确检测。通过对本发明方法测试结果分析可以对材料生产工艺和焊接工艺进行优化调整,可以显著提升薄板材料的生产工艺和焊接工艺效率和质量稳定性,为薄板的制造加工提供有力技术支撑。
附图说明
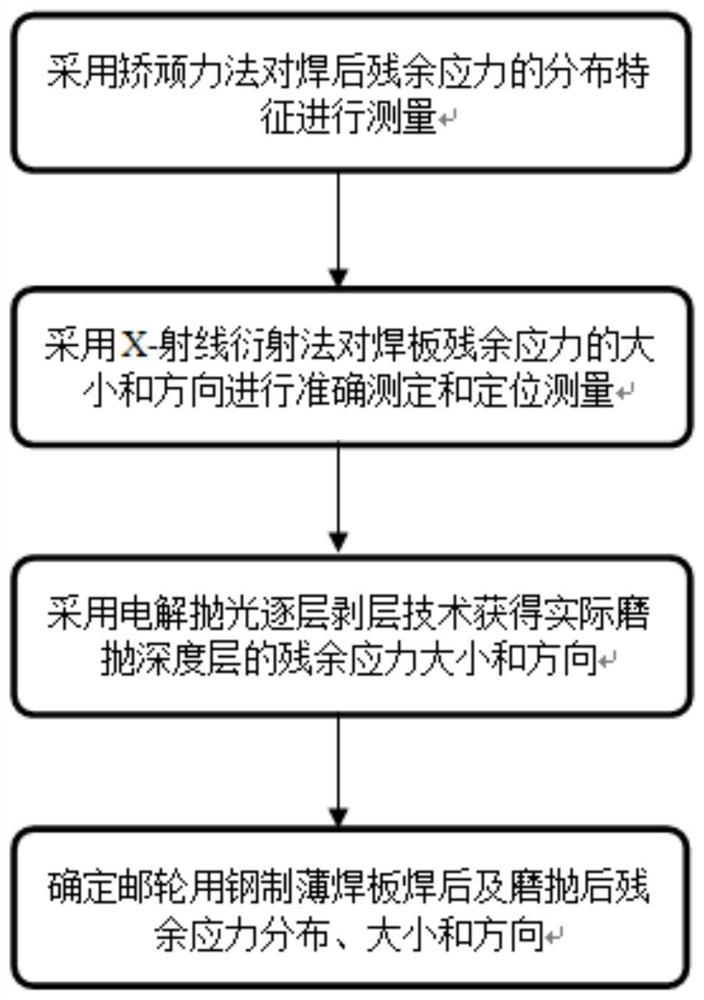
图1是本发明实施例检测具有窄焊缝特征的邮轮用钢制薄焊板残余应力的方法流程图。
图2是本发明实施例采用X-射线衍射法检测薄焊板残余应力和方向示意图。
图3为本发明实施例电解抛光逐层剥层技术检测残余应力的电解抛示意图。
图4 为碳质量分数约0.1%焊接薄板(碳当量0.356)的残余应力特征。其中左图为采用X-射线衍射法测量结果,右图为采用矫顽力法测量结果。
图5为碳质量分数约0.16%焊接薄板(碳当量0.357)的残余应力特征。其中左图为采用X-射线衍射法,右图为采用矫顽力法测量结果。
附图标记说明:1为检测设备电源,2为检测设备电脑,3为机械手臂,4为检测探头,5为激光焊焊接邮轮用钢制薄板,6为工作平台,7为横向伺服电机,8为纵向伺服电机,9为激光焊焊接邮轮用钢制薄板窄焊缝,10为电解抛光笔,11为机械手臂夹取装置,12为伺服电机。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图,以检测具有窄焊缝特征的邮轮用钢制薄焊板残余应力及窄焊缝表层至深层1mm处的残余应力的实施例对本发明技术方案细节进行详述。
如图1所示,一种具有窄焊缝特征的钢制薄焊板残余应力测试方法,包括如下步骤:
第一步、采用矫顽力法对邮轮用钢制薄焊板焊后残余应力的分布特征进行测量。
矫顽力法原理是利用磁性法测量材料残余应力,处于地磁环境下的铁磁工件在受到工作载荷的作用下,其内部会发生具有磁致伸缩性质的磁畴组织定向的和不可逆的重新取向,并在应力与变形集中区形成最大的漏磁场的变化。这种磁状态的不可逆变化在工作载荷消除后会继续保留,从而通过测定漏磁场的法向分量,确定工件的应力集中区,获得焊后残余应力分布特征。通过材料的矫顽力数值来间接反映残余应力的大小,从而获得焊后残余应力的分布特征。
具体步骤如下:在焊板检测面760 mm×160 mm内,划分95 mm×40 mm网格,手动移动矫顽力残余应力测试仪块形触头沿每一行网格节点按从左到右的顺序依次进行测定,每移动一次,后一次触头的左侧边缘尽可能与前一次触头的右侧边缘重合。通过与矫顽力测试仪测试触头联机的便携数据采集器获得焊板表面的矫顽力数值,间接反映焊板的残余应力分布特征。
第二步、采用X-射线衍射法对焊板窄焊缝磨抛深度层的残余应力的大小和方向进行测量。
X-射线衍射法原理是对于有结晶组织的金属弹性应变, 根据测定金属晶体晶格参数在应力作用下发生的变化来测定残余应力。它不是直接测定出应力,而是先测量应变,不过它所测量的应变不是宏观应变,而是晶体材料的晶格应变。X-射线应力测定的基本思路是把一定应力状态下引起的晶格应变认为和按弹性理论求出的宏观应变是一致的,而晶格应变可以通过布拉格方程由X-射线衍射技术测出,这样就可以从测得的晶格应变来确定残余应力的数值。
如图2所示,为采用X-射线衍射法进行测量的示意图。在工作平台6上操作机械手臂3夹持检测探头4检测激光焊焊接邮轮用钢制薄板5的残余应力,通过控制横向伺服电机7、纵向伺服电机8移动薄板,以按照设定顺序依次进行检测。其中,检测设备电源1为检测设备提供电源,检测设备电脑2与检测设备联机,采集并处理检测数据。
具体步骤如下:首先在焊板检测面760 mm×160 mm内,划分95 mm×40 mm网格,采用电解抛光逐层抛光技术在待测网格节点处获得深1 mm的待测触点,然后将可移动X-射线衍射的探头与该待测触点接触,保持30 min,并通过与X-射线衍射探头联机的数据采集与处理软件获得1 mm深度层待测触点的残余应力大小和方向。沿每一行网格节点按从左到右的顺序依次进行准确测定和定位测量,获得各个触点残余应力的大小和方向。
第三步、通过电解抛光逐层剥层技术获得实际磨抛深度层的残余应力大小和方向。
由于电化学腐蚀的局部性,无附加应力,本实施例通过控制腐蚀电流和电压,来控制腐蚀深度。
如图3所示,在工作平台6上操作机械手臂的夹取装置11夹持电解抛光笔10检测激光焊焊接邮轮用钢制薄板窄焊缝9的残余应力,主要通过伺服电机12控制电解抛光笔10对窄焊缝一定磨抛深度的残余应力进行检测,同时通过横向伺服电机7、纵向伺服电机8移动薄板按照窄焊缝方向依次检测窄焊缝一定磨抛深度的残余应力。
具体步骤如下:将电解抛光笔与焊缝检测面垂直,通过控制腐蚀电流和电压,来准确控制腐蚀深度,使检测深度为距离窄焊缝表层1mm处,并沿焊缝的纵向依次间隔95mm位置进行窄焊缝厚度方向检测,从而获得沿厚度方向的残余应力的大小和方向。
第四步、根据矫顽力和X-射线衍射联用测得的窄焊缝表层至深层1 mm处的残余应力分布、大小和方向,对焊材经磨抛处理后因残余应力释放和重新分配所能导致的焊板变形程度和失效几率进行评估。
本实施例对碳当量几乎相同但碳含量不同的焊接薄板经磨抛处理后因残余应力释放和重新分配所导致的函板变形程度和失效几率进行间接评估。X-射线衍射法是通过测量焊板1 mm深度(采用局部电解抛光逐层剥层技术获得)各局部区域的残余应力来表征焊板的残余应力分布特征的,如图4左图和图5左图所示,残余应力沿焊缝轴向呈对称分布,与图4右图和图5右图所示的采用具有非破坏性特征的矫顽力法测定的残余应力沿焊缝轴向的分布特征一致。该结果表明,焊材经磨抛(采用局部电解抛光逐层剥层技术)处理后,因相对于焊板尺寸和测试网格尺寸而言,磨抛区域极小(<1 mm
- 一种具有窄焊缝特征的钢制薄焊板残余应力测试方法
- 平板窄焊缝初始焊位对中和焊缝跟踪方法及装置