一种冰箱下梁级进模具
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及级进模具技术领域,尤其涉及一种冰箱下梁级进模具。
背景技术
冰箱的箱体包括外壳、内胆、前顶板、中梁和下梁,其中前顶板、中梁和下梁均为金属薄板件,下梁的整体形状为钢板折弯成直角的角钢形状,即L型的下梁,下梁设置在箱体的前方的下部位置,金属材质的下梁使磁性门封能够吸合密封,在L型下梁一侧设置窄薄金属边的卡扣,下梁上设置门铰孔。
多工位级进模冲压是指在一副模具中沿被冲原材料(条料或卷料)的直线送进方向,具有至少两个或多个等距离工位,并在压力机的一次进程中,在不同的工位上完成两个或者两个以上冲压工序的冲压方法。这种方法使用的模具即为多工位级进冲压模具,简称级进模,又叫跳步模,连续模,多工位级进模。
现有成型的冰箱梁体不断的堆积后以及在拿来拿去的过程中会导致冰箱梁体的尖角、凸条变形,造成产品报废,浪费十分严重。
发明内容
基于背景技术存在的技术问题,本发明提出了一种冰箱下梁级进模具。
本发明提出的一种冰箱下梁级进模具,包括搭载台,所述搭载台为槽体结构,所述搭载台的顶部外壁分布有五个冲切工位,五个所述冲切工位上分布有不同的冲头结构,且五个冲头结构之间设有边缘冲头,所述边缘冲头的两端垂直设有触脚,所述搭载台在其中末端工位两侧上设有一组预弯折工位,所述搭载台的顶部外壁两侧内边对称设有两组定位柱,所述搭载台的顶部外壁两侧对称设有固定孔。
作为本发明进一步的方案,五个所述冲切工位位置上分别设有第一冲头、第二冲头、第三冲头、第四冲头和第五冲头,所述第二冲头、第三冲头与第四冲头、第五冲头分别关于搭载台轴线对称分布,所述第一冲头位于中轴线位置。
作为本发明进一步的方案,所述搭载台的顶部外壁放置有下梁板,且下梁板的两侧均设有板体定位孔,所述下梁板上板体定位孔套接在定位柱的外壁上。
作为本发明进一步的方案,所述下梁板的顶部外壁设有定位槽,且定位槽位于触脚的正上方。
作为本发明进一步的方案,所述下梁板通过五个冲切工位作业后成型第一冲切孔、第二冲切孔、第三冲切孔、第四冲切孔和第五冲切孔。
作为本发明进一步的方案,所述下梁板通过边缘冲头冲切后成型搭载在搭载台上的冲落料。
作为本发明进一步的方案,所述冲落料的两侧对称通过预弯折工位作业留下的预弯折线,且冲落料的四侧与下梁板的主体之间连接处有模料。
本发明中的有益效果有以下几点:
1.本级进模具将下梁板体冲切成型之后,并不会将下梁板冲切成型料从板料带上冲切下来,每个端面均通过模料都连接在料带上,使用时只需将模料从料带上截断即可,避免批量的下梁板从模具冲切下来之后在收集时相互堆积,造成挤压变形的情况发生;
2.本级进模具为冲槽结构,可适用在冲切过程中,搭载台紧密贴合面板,利用两侧的定位柱对其面板两侧实现张拉,使冲头紧密贴合,保证下梁体冲压位置稳定准确,减少偏差。
附图说明
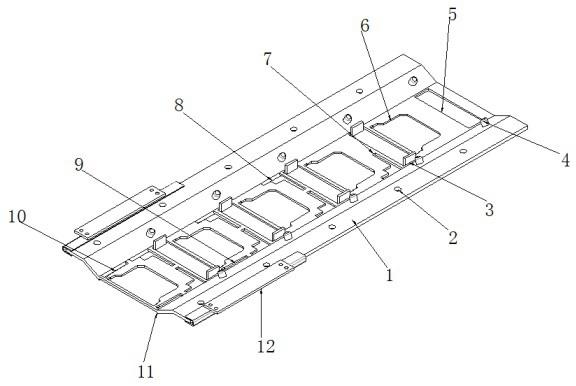
图1为本发明提出的一种冰箱下梁级进模具的立体结构示意图;
图2为本发明提出的一种冰箱下梁级进模具的搭载下梁板俯视结构示意图;
图3为本发明提出的一种冰箱下梁级进模具的下梁落料立体结构示意图。
图中:1、搭载台;2、固定孔;3、触脚;4、定位柱;5、边缘冲头;6、第一冲头;61、第一冲切孔;7、第二冲头;71、第二冲切孔;8、第三冲头;81、第三冲切孔;9、第四冲头;91、第四冲切孔;10、第五冲头;101、第五冲切孔;11、顶料槽;12、预弯折工位;13、模料;14、冲落料;15、预弯折线。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1-3,一种冰箱下梁级进模具,包括搭载台1,搭载台1为槽体结构,搭载台1的顶部外壁分布有五个冲切工位,五个冲切工位上分布有不同的冲头结构,且五个冲头结构之间设有边缘冲头5,边缘冲头5的两端垂直设有触脚3,搭载台1在其中末端工位两侧上设有一组预弯折工位12,搭载台1的顶部外壁两侧内边对称设有两组定位柱4,搭载台1的顶部外壁两侧对称设有固定孔2,五个冲切工位位置上分别设有第一冲头6、第二冲头7、第三冲头8、第四冲头9和第五冲头10,第二冲头7、第三冲头8与第四冲头9、第五冲头10分别关于搭载台1轴线对称分布,第一冲头6位于中轴线位置,搭载台1的顶部外壁放置有下梁板,且下梁板的两侧均设有板体定位孔,下梁板上板体定位孔套接在定位柱4的外壁上,下梁板的顶部外壁设有定位槽,且定位槽位于触脚3的正上方,下梁板通过五个冲切工位作业后成型第一冲切孔61、第二冲切孔71、第三冲切孔81、第四冲切孔91和第五冲切孔101,其中第一冲头6对应第一冲切孔61,第二冲头7对应第二冲切孔71,依次对应至第五冲头10和第五冲切孔101位置,使其落料四侧只连接有模料13,下梁板通过边缘冲头5冲切后成型搭载在搭载台1上的冲落料14,冲落料14的两侧对称通过预弯折工位12作业留下的预弯折线15,经过预弯折工位12操作对其预弯折线15位置实施弯折,实现模料13的脱落和板体的冲压弯折,便于下料和成型,边角和边缘更加规整,且冲落料14的四侧与下梁板的主体之间连接处有模料13。
本级进模具的工作原理:
第一,通过两侧的固定孔2安装在冲切台上,利用下梁体两侧的开孔预固定在定位柱4上端,然后利用冲床设备对下梁体的端面实施冲切,触脚3位置定位冲切下梁板上槽体位置,下梁体的外壁遇到冲头位置时冲切出相应的冲孔,依次步进冲孔位置,直至一个下梁体所有工位上均冲切完毕;
第二,其中第一冲头6对应第一冲切孔61,第二冲头7对应第二冲切孔71,依次对应至第五冲头10和第五冲切孔101位置,使其落料四侧只连接有模料13,一体取出带有冲孔的下梁板;
第三,最后再经过预弯折工位12操作对其预弯折线15位置实施弯折,实现模料13的脱落和板体的冲压弯折,便于下料和成型,边角和边缘更加规整。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种冰箱下梁级进模具
- 一种用于成型下梁加强铁的级进模具