一种大容量电池的极柱连接结构
文献发布时间:2023-06-19 12:07:15
技术领域
本申请实施例涉及一种大容量电池的极柱连接结构,属于电池技术领域。
背景技术
锂离子电池由于具有比能量高、充放电寿命长、使用温度范围宽等特点而得到广泛的应用。传统的锂电池设计采用钢壳、铝塑膜或塑壳等设计,电流的引出结构按小电流充放设计,难以承载大电流充放
电,影响锂电池的使用效果和负载需求。电池极柱是电池电流的输出端,通过极柱与卷芯连接将电池的电流导出。目前锂电池行业圆柱电池极柱与内部电芯的电流传递大都需要极板、转接板等零件转接传递,零件较多、焊接工序冗长、内部空间少,且电池的容量不高,市场上已知的圆柱电池最大容量不超过100Ah。
大容量电池要求有极柱及其连接件有足够大的过流面积,而过流面积与连接件的尺寸和厚度相关,然而连接件厚度超过1mm时,当前的激光焊接工艺就不能保证极耳与集流片及连接件的焊接质量,并且大功率的激光焊接产生的高温会破坏极片结构,甚至引起电芯热失控。
发明内容
为解决上述问题,本申请实施例提供了一种大容量电池的极柱连接结构,通过增大极柱与集流片的接触面积,增设极柱连接片,实现集流片与导柱的可靠连接,同时大幅提升极柱的过流面积,实现电池的大电流充放电,适用于大容量电池。
本申请实施例采用如下技术方案实现:
一种大容量电池的极柱连接结构,包括极柱下镶件、极柱上镶件、绝缘垫圈、极柱连接片、集流片和绝缘连接件,其特征在于,所述的极柱下镶件的底部设有导电盘,所述的导电盘与极柱连接片焊接,所述的极柱连接片与集流片焊接。
优选的,所述的极柱下镶件的柱身设有定位盘,其上设有4个定位孔。
优选的,所述的极柱上镶件为圆环状,设有与下镶件位置、孔径及数量相同的定位孔。
优选的,所述的极柱连接片为半圆形,极柱连接片的上下面分别与极柱导电盘和集流片焊接。
优选的,所述的集流片为半圆形,集流片的上下面分别与导柱连接片和卷芯极片焊接。
优选的,所述的极柱连接片和集流片相互焊接的面,在极柱导电盘投影面以下不便焊接区域的接触面上均匀涂抹有导电胶,可增加过流面积,确保集流盘和极柱连接片接触面之间良好的导电性;进一步地,也可在相应位置设置导电垫片,达到同样目的。
优选的,所述的绝缘垫圈上有定位孔,绝缘垫圈设在盖板两侧。
优选的,所述的极柱下镶件、极柱上镶件、极柱连接片和集流片的材质为铝或铜。
优选的,所述导电盘的直径大于极柱本体的直径,用于增大焊接面积。
与现有技术相比,该极柱连接结构在极柱下镶件的末端设有导电盘,其直径大于极柱本体的直径,增大了焊接面积;同时设有极柱连接片和集流片,二者的厚度满足焊接要求,可满足大容量电池的过流面积要求。本申请实施例的极柱连接结构增大了极柱与连接件及集流片的接触面积,适合于大容量电池的大电流充放电。同时,该极柱连接结构将壳体内卷芯的长度最大化,有利于提升电池的容量和密度。
附图说明
构成本申请的一部分的说明书附图用来提供对本申请实施例的进一步理解,本申请实施例的示意性实施例及其说明用于解释本申请实施例,并不构成对本申请实施例的不当限定。
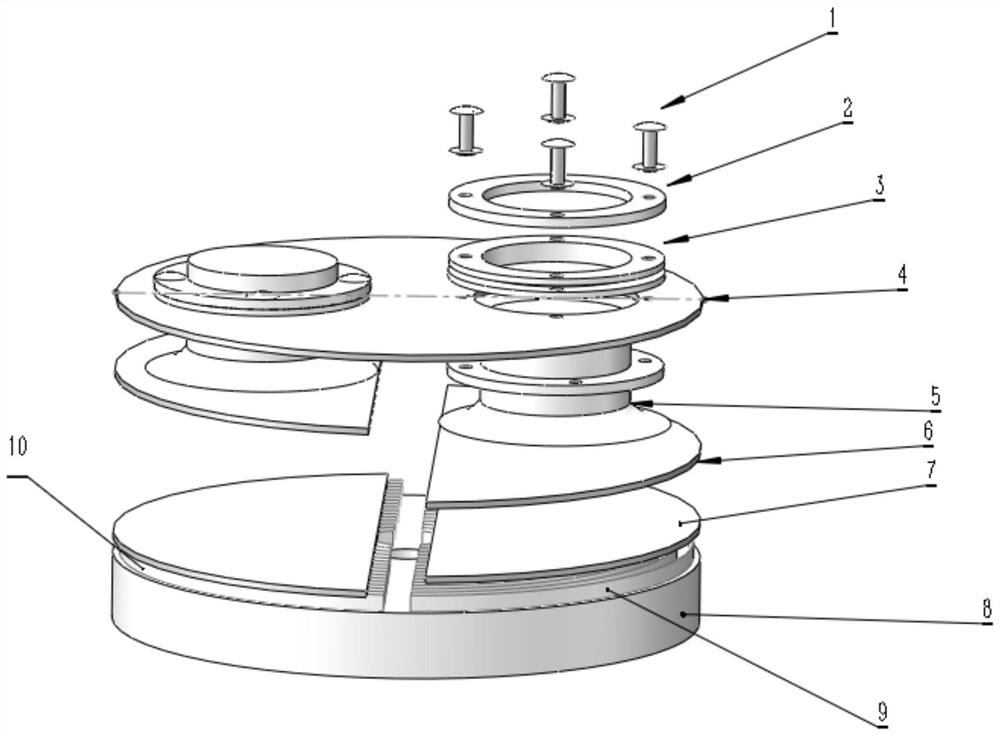
图1为本申请极柱连接结构的整体示意图。
图2为本申请的极柱上镶件结构示意图。
图3为本申请的极柱下镶件结构示意图。图4为本申请的绝缘垫圈结构示意图。
图中,1绝缘连接件,2极柱上镶件,3绝缘垫圈,4盖板,5极柱下镶件,6极柱连接片,7集流片,8卷芯,9负极片,10正极片,51极柱本体,52极柱定位盘,53导电盘,54定位孔
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请实施例部分可选的实施例,而不是全部的实施例。
在本申请实施例中,如图1所示的一种大容量电池的极柱连接结构,包括极柱下镶件5、极柱上镶件2、绝缘垫圈3、极柱连接片6、集流片7和绝缘连接件1,其中,所述的极柱下镶件5的底部设有导电盘53,所述的导电盘53与极柱连接片6焊接,所述的极柱连接片6与集流片7焊接。所述的极柱下镶件的柱身设有定位盘52,定位盘52上设有4个定位孔54。所述的极柱上镶件为圆环状,设有与下镶件位置、孔径及数量相同的定位孔。
所述的极柱连接片6为半圆形,极柱连接片的上下面分别与导电盘53和集流片7焊接。所述的集流片7为半圆形,集流片的上下面分别与极柱连接片6和卷芯8的极片焊接。
优选的,所述的极柱连接片6和集流片7相互焊接的面,在极柱的导电盘53投影面以下不便焊接区域的接触面上均匀涂抹有导电胶。本申请实施例中,也可在相应位置设置导电垫片,达到同样目的。
如图4,所述的绝缘垫圈3上有定位孔,所述绝缘垫圈设在盖板4两侧。
本申请实施例中的大容量电池的极柱连接结构,通过以下步骤完成极柱与集流片的连接:所述的极柱下镶件5的导电盘53与极柱连接片6激光焊接,集流片7与负极片9焊接,在极柱连接片6和集流片7的未焊接一面均匀涂抹导电胶或设置导电垫片,再将极柱连接片6和集流片7焊接,然后将绝缘垫圈2嵌套于盖板4上,极柱上镶件2与极柱下镶件5通过绝缘铆钉1与盖板组合在一起。该结构可大幅提升极柱的过流能力,可用于大容量电池电芯的焊接。
最后应当说明的是:以上实施例仅用以说明本申请实施例的技术方案而非对其限制,尽管参照上述实施例对本申请实施例进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本申请实施例的具体实施方式进行修改或者等同替换,而未脱离本申请实施例精神和范围的任何修改或者等同替换,其均应涵盖在本申请实施例的权利要求保护范围之内。
- 一种大容量电池的极耳与极柱连接结构
- 一种大容量电池的集流盘及其极柱连接结构