用于汽车转向器输入轴定位槽的快速检测装置及测量方法
文献发布时间:2023-06-19 12:13:22
技术领域
本发明涉及汽车零部件测试领域,具体涉及一种用于汽车转向器输入轴定位槽的快速检测装置及测量方法。
背景技术
汽车转向器又名转向机、方向机,是汽车转向系中最重要的部件。它的作用是增大转向盘传到转向传动机构的力和改变力的传递方向。现在比较常用的转向器是齿轮齿条式,其转向器壳多采用铸造成型然后在精加工的工艺,然后把齿轮齿条等部件装配到壳体里,装配完成后需要对转向器总成的安装点以及输入轴位置进行检测。
汽车转向器输入轴使用前景广阔,使用量大,安装使用要求高,汽车转向器的输入轴定位槽是确保汽车转向器是否合格的关键部位,要求在制作每一个输入轴槽宽尺寸及槽位置度必须一致好,以确保装配间隙均匀。由于测量的槽宽尺寸是输入轴相对两个面的距离,位置度也是相对内孔基准的,人工用卡尺、千分尺测量无法达到目的,因此目前加工检测都是使用三坐标测量。三坐标测量能确保测量的精度,但使用三坐标测量时间比较长,影响输入轴的加工现场的快速调整,且如果有需要对产品进行快速挑选,三坐标则达不到要求,因此,需要一个在生产及挑选现场能快速判断的检测装置。
发明内容
本发明的目的就是为了解决上述问题而提供一种用于汽车转向器输入轴定位槽的快速检测装置及测量方法,该装置测量快速、误差反映直观、操作简单。
本发明的目的通过以下技术方案实现:
一种用于汽车转向器输入轴定位槽的快速检测装置,包括底板以及设于所述底板上的两个测量工位:工位一和工位二;
所述工位一用于测量待测零件的槽宽尺寸,包括用于固定放置待测零件的第一B基准定位芯轴、用于对待测零件辅助定位的夹紧定位机构以及用于检测的第一测量机构;
所述工位二用于测量待测零件的槽位置度,包括用于固定放置待测零件的第二B基准定位芯轴、用于对待测零件辅助定位的固定定位点以及用于检测的第二测量机构、第三测量机构和第四测量机构。
进一步地,所述的第一B基准定位芯轴以及第二B基准定位芯轴与所述待测零件的内孔相匹配设置,B基准定位芯轴和零件的测量尺寸要求的基准B重合
进一步地,所述夹紧定位机构包括一对对称的夹爪夹,所述夹紧定位机构的夹爪夹能够夹紧摆正所述待测零件。
通过旋转夹紧定位机构,使两个对称夹爪夹紧工件,两个对称夹爪的夹紧后的对称中心与B基准定位芯轴的基准重合
进一步地,所述第一测量机构为第一千分表,所述第一千分表通过第一测量延长杆与待测零件接触。
工作时,通过夹紧定位机构的两个对称夹爪,使零件围绕第一B基准定位芯轴旋转后固定两平面中心,另一个平面和第一测量机构通过第一测量延长杠杆和零件接触,产生表针移位。
进一步地,所述固定定位点、第二测量机构、第三测量机构和第四测量机构布置在所述第二B基准定位芯轴四周。
所述固定定位点与待测零件一个平面相抵接;所述第二测量机构、第三测量机构和第四测量机构分别与所述待测零件的另外三个面相接触。
进一步地,所述第二测量机构为第二千分表,所述第二千分表通过第二测量延长杆与待测零件接触,所述第三测量机构为第一百分表,所述第四测量机构为第二百分表。
零件待测量尺寸的一个平面通过围绕第二B基准定位芯轴旋转后与固定定位点接触,另三个平面和第一百分表,第二百分表以及第二千分表接触,产生表针移位,读取数值判断。
进一步地,所述固定定位点的测量点和第二测量机构、第三测量机构、第四测量机构的测量点在同一个同心圆上,圆心为第二B基准定位芯轴的圆心。
工位一中第一测量延长杆及工位二中的第二测量延长杆的旋转中心到两个测量点的距离一致
进一步地,两个测量工位共用一个底板,所述底板上还设有标准件放置盒,所述标准件放置盒内设有标准件。
一种用于汽车转向器输入轴定位槽的快速检测装置的测量方法,包括以下步骤:
第一步,在工位一进行测量,具体步骤为:
(1)将标准件放入第一B基准定位芯轴,转动夹紧定位机构,夹住标准块的两个面,观察第一千分表指针直到不动为止,将第一千分表指针归零,取下标准件;
(2)放入待测零件,按上述顺序操作,观察第一千分表指针直到不动,指针的读数即为测量结果;
第二步,在工位二进行测量,具体步骤为:
(1)拉开第一百分表测针,将标准件插入第二B基准定位芯轴,转动零件标准件,确认待测零件凸耳侧面抵住固定定位点,放开第一百分表测量头,将第二千分表、第一百分表、第二百分表的指针归零,取下标准件;
(2)放入待测零件,按上述顺序操作,读出第二千分表,第一百分表,第二百分表的指针读数,即为测量结果。
工位一进行测量时,第一千分表指针在±0.05内视为合格,合格的零件到工位二进行测量;工位二进行测量时,第二千分表指针在±0.025内合格,第一百分表指针在±0.04内合格,第二百分表指针在±0.04内合格。
工位一和工位二合用一个测量标准件,工位一和工位二的测量结果都是通过和标准件的对比测量体现的,可以涵盖测量同类型的只要定位孔尺寸一致,要求测量的槽宽一致的产品
与现有技术相比,本发明具有以下优点:
(1)快速测量,减少测量等待时间,每个零件的误差都通过四个表很直观的反映出来,不需要经过复杂的换算;(在每次表上的对零位置固定的基础上,可以在表上的标志出绿色的合格区域);
(2)测量操作相比于三坐标测量更加简单,人员经过简单培训后即可使用该测量装置,不像三坐标测量,必须经过专业长时间的培训;
(3)装置上的定位装置第二B基准定位芯轴、第二B基准定位芯轴,操作者只需将零件内孔轻轻插入即可,最大程度避免了测量是产品的晃动,使测量结果更加准确;
(4)装置上设有用于放置标准件放置区,方便测试时取用,避免标准件丢失。
附图说明
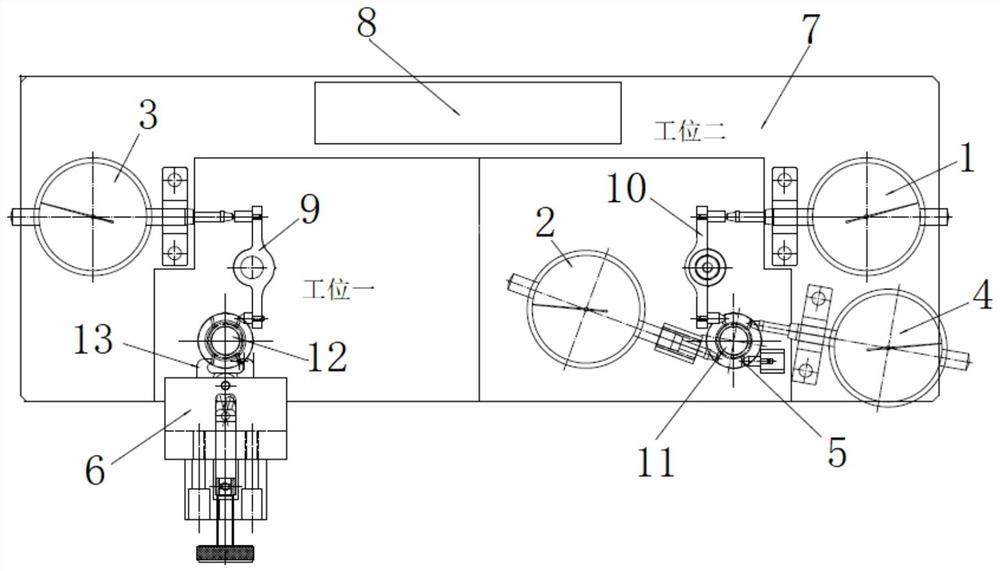
图1为本发明检测装置的俯视结构示意图;
图2为本发明检测装置工位一的俯视结构示意图;
图3为本发明检测装置工位二的俯视结构示意图
图4为标准件的结构示意图;
图5为某一具体待测零件的尺寸图。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
如图1、图2、图3,一种用于汽车转向器输入轴定位槽的快速检测装置,包括底板7以及设于底板7上的两个测量工位:工位一和工位二,两个测量工位共用一个底板7,底板7上还设有标准件放置盒8,标准件放置盒8内设有标准件14,如图4。
工位一用于测量待测零件的槽宽尺寸,包括用于固定放置待测零件的第一B基准定位芯轴、用于对待测零件辅助定位的夹紧定位机构6以及用于检测的第一测量机构;第一B基准定位芯轴以及第二B基准定位芯轴与待测零件的内孔相匹配设置,B基准定位芯轴和零件的测量尺寸要求的基准B重合。
夹紧定位机构6包括一对对称的夹爪夹13,夹紧定位机构6的夹爪夹13能够夹紧摆正待测零件,通过旋转夹紧定位机构6,使两个对称夹爪13夹紧工件,两个对称夹爪13的夹紧后的对称中心与B基准定位芯轴12的基准重合;
第一测量机构为第一千分表3,第一千分表3通过第一测量延长杆9与待测零件接触,工作时,通过夹紧定位机构6的两个对称夹爪13,使零件围绕第一B基准定位芯轴12旋转后固定两平面中心,另一个平面和第一测量机构通过第一测量延长杠杆9和零件接触,产生表针移位。
工位二用于测量待测零件的槽位置度,包括用于固定放置待测零件的第二B基准定位芯轴、用于对待测零件辅助定位的固定定位点5以及用于检测的第二测量机构、第三测量机构和第四测量机构,固定定位点5、第二测量机构、第三测量机构和第四测量机构布置在第二B基准定位芯轴四周,固定定位点5与待测零件一个平面相抵接;第二测量机构、第三测量机构和第四测量机构分别与待测零件的另外三个面相接触。
第二测量机构为第二千分表1,第二千分表1通过第二测量延长杆10与待测零件接触,第三测量机构为第一百分表2,第四测量机构为第二百分表4,零件待测量尺寸的一个平面通过围绕第二B基准定位芯轴11旋转后与固定定位点5接触,另三个平面和第一百分表2,第二百分表4以及第二千分表1接触,产生表针移位,读取数值判断,固定定位点5的测量点和第二测量机构、第三测量机构、第四测量机构的测量点在同一个同心圆上,圆心为第二B基准定位芯轴11的圆心,工位一中第一测量延长杆9及工位二中的第二测量延长杆10的旋转中心到两个测量点的距离一致
一种用于汽车转向器输入轴定位槽的快速检测装置的测量方法,包括以下步骤:
第一步,在工位一进行测量,具体步骤为:
(1)将标准件14放入第一B基准定位芯轴12,转动夹紧定位机构6,夹住标准块的两个面,观察第一千分表3指针直到不动为止,将第一千分表3指针归零,取下标准件14;
(2)放入待测零件,按上述顺序操作,观察第一千分表3指针直到不动,指针的读数即为测量结果;
第二步,在工位二进行测量,具体步骤为:
(1)拉开第一百分表2测针,将标准件14插入第二B基准定位芯轴11,转动零件标准件14,确认待测零件凸耳侧面抵住固定定位点5,放开第一百分表2测量头,将第二千分表1、第一百分表2、第二百分表4的指针归零,取下标准件;
(2)放入待测零件,按上述顺序操作,读出第二千分表1,第一百分表2,第二百分表4的指针读数,即为测量结果。
工位一进行测量时,第一千分表3指针在±0.05内视为合格,合格的零件到工位二进行测量;工位二进行测量时,第二千分表1指针在±0.025内合格,第一百分表2指针在±0.04内合格,第二百分表4指针在±0.04内合格。
工位一和工位二合用一个测量标准件14,工位一和工位二的测量结果都是通过和标准件的对比测量体现的,可以涵盖测量同类型的只要定位孔尺寸一致,要求测量的槽宽一致的产品,图5为某一具体待测零件的尺寸图。
本发明实现快速测量,减少测量等待时间,每个零件的误差都通过四个表很直观的反映出来,不需要经过复杂的换算,相比于三坐标测量更加简单,人员经过简单培训后即可使用该测量装置,不像三坐标测量,必须经过专业长时间的培训,操作者只需将零件内孔轻轻插入即可,最大程度避免了测量是产品的晃动,使测量结果更加准确。
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
- 用于汽车转向器输入轴定位槽的快速检测装置及测量方法
- 用于汽车转向器输入轴定位槽的快速检测装置