加工线防错系统、方法、存储介质、电子设备及生产线
文献发布时间:2023-06-19 13:29:16
技术领域
本申请涉及自动化技术领域,特别地涉及一种加工线防错系统、方法、存储介质、电子设备及生产线。
背景技术
现代化的机加工车间一般采用自动化生产线,但自动化生产过程中存在设备故障刀具断等情况导致的漏加工产品无法及时被发现,如果通过增加质量检员的方式来确认工件是否完全加工完成,对劳动强度、准确度、效益会有很大影响。
相关技术中通过一些专业的视觉检测来对自动化生产线进行监测,但相关视觉检测所涉及到的视觉检测设备成本高,设备复杂不便于安装与维修,且检测过程中,不能及时停止生产线并进行警示。
发明内容
针对上述问题,本申请提供一种加工线防错系统、方法、存储介质、电子设备及生产线,解决了相关技术中自动化生产线检测设备复杂,不便于安装与维修,且检测时间长不能及时停止生产线并进行警示的技术问题。
第一方面,本申请提供了一种加工线防错系统,所述系统包括:
传感器、图像采集装置、上位机、辊道控制装置;
所述传感器,设置在所述加工线上的第一预设位置,用于在检测到待检工件时分别向所述辊道控制装置和所述上位机发送到位信号;
所述图像采集装置,设置在所述加工线上的第二预设位置,用于获取待检工件加工特征的图像;
所述上位机,分别与所述图像采集装置和辊道控制装置连接,用于基于所述到位信号控制所述图像采集装置采集图像,并对所述图像进行处理;
判断所述图像中是否含有待检测特征,并判断所述待检测特征是否符合要求,根据判断结果反馈对应所述判断结果的预设信息;
辊道控制装置,分别与所述上位机、所述传感器和辊道连接,用于根据所述到位信息、所述放行信息控制辊道的运行和停止。
根据本申请的实施例,可选的,上述加工线防错系统中,所述待检工件加工特征包括:待检工件上加工的圆、孔、面、线中的至少一种。
根据本申请的实施例,可选的,上述加工线防错系统中,所述辊道控制装置包括:辊道电机、辊道控制器;
所述辊道电机与所述辊道连接,用于控制所述辊道的运行和停止;
所述辊道控制器分别与所述辊道电机、所述上位机、所述传感器连接,用于根据所述到位信号控制所述辊道电机停止运行、根据所述预设信息控制所述辊道电机运行。
根据本申请的实施例,可选的,上述加工线防错系统中,所述辊道控制器包括可编程逻辑控制器。
根据本申请的实施例,可选的,上述加工线防错系统中,所述系统还包括报警器,所述报警器与所述辊道控制装置连接,并根据所述报警信息进行报警。
根据本申请的实施例,可选的,上述加工线防错系统中,所述上位机包括树莓派,所述上位机通过开源软件与所述辊道控制装置通信连接。
第二方面,本申请提供了一种加工线防错方法,所述方法包括:
实时获取加工线预设位置的待检工件信息,判断所述预设位置是否有待检工件到达;
若判断所述预设位置有待检工件到达,则发送到位信号;
根据所述到位信号获取待检工件加工特征的图像,并对所述图像进行处理;
判断所述图像中是否含有待检测特征,若是,则判断所述待检测特征是否符合要求,并根据判断结果反馈对应所述判断结果的预设信息;
根据所述预设信息对所述加工线的运行和停止进行控制。
根据本申请的实施例,可选的,上述加工线防错方法中,所述根据所述到位信号获取待检工件加工特征的图像之前,还包括:使待检工件停止加工及移动。
根据本申请的实施例,可选的,上述加工线防错方法中,对所述图像进行处理包括:
通过颜色转换函数对所述图像进行灰化处理以得到灰度图像;
通过边缘检测算法计算所述灰度图像中加工特性的边缘特征;
通过霍夫梯度算法提取所述边缘特征,得到边缘特征图像。
根据本申请的实施例,可选的,上述加工线防错方法中,所述方法还包括:
所述待检测特征包括的圆、孔、面、线中的至少一种;
所述判断所述待检测特征是否符合要求,并根据判断结果反馈对应所述判断结果的预设信息;根据所述预设信息对所述加工线的运行和停止进行控制,包括:
判断所述图像中是否存在待检测特征的边缘特征图像,并判断所述边缘特征图像与预设边缘特征是否匹配;
若是,则反馈放行信息,根据所述放行信息控制所述加工线运行;若否,则反馈报警信息,根据所述报警信息控制所述加工线停止。
第三方面,本申请提供了一种存储介质,该存储介质存储的计算机程序,可被一个或多个处理器执行,可用来实现上述的加工线防错方法。
第四方面,本申请提供了一种电子设备,包括存储器和处理器,所述存储器上存储有计算机程序,所述存储器和所述处理器之间互相通信连接,该计算机程序被所述处理器执行时,执行上述的加工线防错方法。
第五方面,本申请提供了一种自动加工生产线,包括上述的加工线防错系统。
本申请提供的一种加工线防错系统、方法、存储介质、电子设备及生产线,该系统相较于现有技术的有益效果包括:
1、基于开源软件以及树莓派的视觉识别,识别灵活、成本低且识别时间短。
2、快速准确的识别出加工线中漏加工和不合格的工件,避免不合格的工件进入下道工序,造成产品质量不合格,严重时损坏后续设备等情况。
3、在加工线中出现漏加工和/或不合格的工件时,自动停止加工线,并进行报警。
附图说明
在下文中将基于实施例并参考附图来对本申请进行更详细的描述:
图1为本申请实施例提供的一种加工线防错系统示意图;
图2为本申请实施例提供的一种加工线防错系统的树莓派工作示意图;
图3为本申请实施例提供的一种加工线防错系统的结构示意图;
图4为本申请实施例提供的一种加工线防错方法的流程示意图。
附图标记如下:
1、辊道控制器,2、上位机,3、传感器,4、图像采集装置、5,报警器,6、待检工件,7、辊道,8、辊道电机。
在附图中,相同的部件使用相同的附图标记,附图并未按照实际的比例绘制。
具体实施方式
以下将结合附图及实施例来详细说明本申请的实施方式,借此对本申请如何应用技术手段来解决技术问题,并达到相应技术效果的实现过程能充分理解并据以实施。本申请实施例以及实施例中的各个特征,在不相冲突前提下可以相互结合,所形成的技术方案均在本申请的保护范围之内。
本申请提供一种加工线防错系统、方法、存储介质、电子设备及生产线,解决了相关技术中自动化生产线检测设备复杂,不便于安装与维修,且检测时间长不能及时停止生产线并进行警示的技术问题。
图1为本申请实施例提供的一种加工线防错系统示意图,本系统包括:
传感器、图像采集装置、上位机、辊道控制装置;
所述传感器,设置在所述加工线上的第一预设位置,用于在检测到待检工件时分别向所述辊道控制装置和所述上位机发送到位信号;
所述图像采集装置,设置在所述加工线上的第二预设位置,用于获取待检工件加工特征的图像;
所述上位机,分别与所述图像采集装置和辊道控制装置连接,用于基于所述到位信号控制所述图像采集装置采集图像,并对所述图像进行处理;
判断所述图像中是否含有待检测特征,并判断所述待检测特征是否符合要求,根据判断结果反馈对应所述判断结果的预设信息;
辊道控制装置,分别与所述上位机、所述传感器和辊道连接,用于根据所述预设信息控制辊道的运行和停止。
其中,预设信息包括放行信息和报警信息。
具体的,当传感器检测在第一预设位置检测到待检工件时,发送到位信号;辊道控制装置使待检工件停止加工及移动,同时上位机扫描到传感器发送的到位信号后,控制第二预设位置的图像采集装置采集待检工件加工特征的图像,然后上位机对图像进行处理,判断所述图像中是否存在加工特征的边缘特征图像,并判断所述边缘特征图像与预设边缘特征是否匹配,若是,则反馈放行信息;若否,则反馈报警信息。
其中,第一预设位置和第二预设位置包括待检工件的检测位置,可以根据待检工件的工艺顺序或加工位置进行预设;图像采集装置包括相机或摄像机。
进一步的,所述待检工件加工特征包括:待检工件上加工的圆、孔、面、线中的至少一种。
进一步的,所述辊道控制装置包括:辊道电机、辊道控制器;
所述辊道电机与辊道连接,用于控制所述辊道的运行和停止;
所述辊道控制器分别与所述辊道电机、所述上位机、所述传感器连接,用于根据所述到位信号控制所述辊道电机停止运行、根据所述预设信息控制所述辊道电机运行。
具体的,所述辊道控制器根据所述到位信息控制所述辊道电机停止工作,从而控制辊道停止;
所述辊道控制器根据所述放行信息控制所述辊道电机工作,从而控制所述辊道运行。
进一步的,所述辊道控制器包括PLC(可编程逻辑控制器)。
进一步的,所述上位机包括树莓派,所述上位机通过开源软件与所述辊道控制装置通信连接。
具体的,所述树莓派通过颜色转换函数,将所述图像转换为灰度图像;
通过边缘检测算法,计算所述灰度图像中加工特性的边缘特征;
通过霍夫梯度算法提取所述边缘特征,得到边缘特征图像。
本实施例中以加工特征为圆进行说明,图2为本申请实施例提供的一种加工线防错系统的树莓派工作示意图,如图2所示,上位机的树莓派使用Open-CV(Open SourceComputer Vision Library,计算机视觉库)的cv2.COLOR_BGR2GRAY函数(颜色转换函数)将所述图像转换为灰度图像;然后通过cv2.Canny(边缘检测)计算所述灰度图像的灰度梯度得到灰度图像中加工特性的边缘特征;然后通过Open-CV中的霍夫梯度算法提取灰度图像中的圆的边缘特征,得到圆的边缘特征图像;将边缘特征图像中的圆的边缘特征与预设边缘特征进行匹配,匹配成功,则反馈放行信息;匹配失败,则反馈报警信息。
其中,预设边缘特征包括根据待检工件的加工特性预设的检测阈值,包括圆的直径大小,直线的范围等;可以对工件表面的颜色,加工以及涂胶线是否间断等进行识别。
具体的,上位机的树莓派通过snap7开源软件与PLC通信。
进一步的,所述系统还包括报警器,所述报警器与所述辊道控制装置连接,并根据所述报警信息进行报警。
其中,报警器包括声光报警器;传感器和声光报警器的型号可根据工件加工线的实际特征来进行选择。
当上位机反馈放行信息时,辊道控制器PLC控制辊道电机工作,从而控制辊道运行,以使工件进入下一工序;当上位机反馈报警信息时,辊道控制器PLC控制辊道电机停止工作,同时控制声光报警器进行报警,以警示工作人员出现不合格工件。
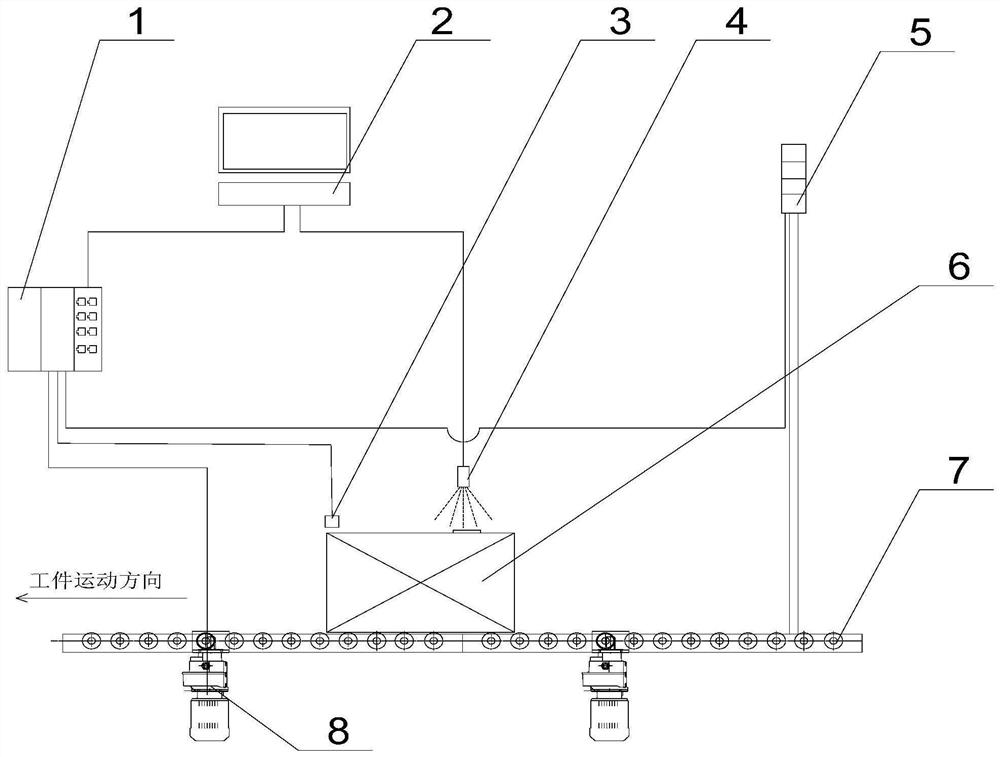
图3为本申请实施例提供的一种加工线防错系统的结构示意图,如图3所示,本系统包括:辊道控制器1,上位机2,传感器3,图像采集装置4,报警器5,待检工件6,辊道7,辊道电机8;
首先,设定合格工件的待检验区域,上位机2的树莓派调用相机获取待检区域中合格工件的加工特征图像,并设置待检测的加工特性,如圆、面、线等,和检测阈值,并进行存储。
在加工生成过程中,待检工件6运行到传感器3处,等待检测;传感器3在检测到待检工件6时,送到位信号给辊道控制器1;
辊道控制器1根据到位信号控制辊道电机8停止工作,从而控制辊道7停止运行;同时上位机2的树莓派在扫描到到位信号时,控制图像采集装置4对待检工件6进行拍照,获得待检工件6加工特征的图像,并传送给上位机2的树莓派;
上位机2的树莓派使用Open-CV(Open Source Computer Vision Library,计算机视觉库)的cv2.COLOR_BGR2GRAY函数(颜色转换函数)来把图像转换为灰度图像;然后通过cv2.Canny(边缘检测)计算灰度图片的灰度梯度得到灰度图像中加工特性的边缘特征;然后通过Open-CV中的霍夫梯度算法提取灰度图像中的圆的边缘特征,将圆的边缘特征与预设边缘特征进行匹配,匹配成功反馈放行信息;匹配失败反馈报警信息;
当上位机2的树莓派反馈放行信息时,辊道控制器1根据放行信息控制辊道电机8工作,从而控制辊道7运行,以使工件进入下一工序;
当上位机2的树莓派反馈报警信息时,辊道控制器1控制辊道电机8停止工作,从而控制辊道7停止,同时控制报警器5进行报警,以警示工作人员出现不合格工件。
本实施例提供一种加工线防错系统,包括:传感器、图像采集装置、上位机、辊道控制装置;所述传感器,设置在加工线上的第一预设位置,用于在检测到待检工件时发送到位信号;所述图像采集装置,设置在加工线上的第二预设位置,用于获取待检工件加工特征的图像;所述上位机,分别与所述图像采集装置和辊道控制装置连接,用于对所述图像进行处理,得到边缘特征图像,将所述边缘特征图像与预设边缘特征进行匹配,匹配成功,则反馈放行信息;匹配失败,则反馈报警信息;辊道控制装置,与所述上位机连接,用于根据所述到位信息、所述放行信息控制辊道的运行和停止。本申请快速准确的识别出加工线中漏加工和不合格的工件,在加工线中出现漏加工和/或不合格的工件时,自动停止加工线,并进行报警,避免了不合格的工件进入下道工序,从而造成产品质量不合格,严重时损坏后续设备等情况,上位机与辊道控制器进行通信,对加工线进行灵活识别、成本极低,且识别时间短。
实施例二
图4为本申请实施例提供的一种加工线防错方法的流程示意图,如图4所示,所述方法包括:
S110:实时获取加工线预设位置的待检工件信息,判断所述预设位置是否有待检工件到达;
S120:若判断所述预设位置有待检工件到达,则发送到位信号;
S130:根据所述到位信号获取待检工件加工特征的图像,并对所述图像进行处理;
S140:判断所述图像中是否含有待检测特征,若是,则判断所述待检测特征是否符合要求,并根据判断结果反馈对应所述判断结果的预设信息;
S150:根据所述预设信息对所述加工线的运行和停止进行控制。
进一步的,所述根据所述到位信号获取待检工件加工特征的图像之前,还包括:使待检工件停止加工及移动。
进一步的,对所述图像进行处理包括:
通过颜色转换函数对所述图像进行灰化处理以得到灰度图像;
通过边缘检测算法计算所述灰度图像中加工特性的边缘特征;
通过霍夫梯度算法提取所述边缘特征,得到边缘特征图像。
进一步的,所述方法还包括:
所述待检测特征包括的圆、孔、面、线中的至少一种;
所述判断所述待检测特征是否符合要求,并根据判断结果反馈对应所述判断结果的预设信息;根据所述预设信息对所述加工线的运行和停止进行控制,包括:
判断所述图像中是否存在待检测特征的边缘特征图像,并判断所述边缘特征图像与预设边缘特征是否匹配;
若是,则反馈放行信息,根据所述放行信息控制所述加工线运行;若否,则反馈报警信息,根据所述报警信息控制所述加工线停止。
本实施例中的具体实施过程可参见实施例一,本实施例在此不再重复。
实施例三
本实施例还提供一种计算机可读存储介质,如闪存、硬盘、多媒体卡、卡型存储器(例如,SD或DX存储器等)、随机访问存储器(RAM)、静态随机访问存储器(SRAM)、只读存储器(ROM)、电可擦除可编程只读存储器(EEPROM)、可编程只读存储器(PROM)、磁性存储器、磁盘、光盘、服务器、App应用商城等等,其上存储有计算机程序,该计算机程序被处理器执行时可以实现如实施例二的方法步骤,本实施例在此不再重复赘述。
实施例四
本实施例还提供的一种电子设备,包括:存储器和处理器,所述存储器上存储有计算机程序,所述存储器和所述处理器之间互相通信连接,该计算机程序被所述处理器执行时,执行如实施例二所述的加工线防错方法。
处理器可以是专用集成电路(Application Specific Integrated Circuit,简称ASIC)、数字信号处理器(Digital Signal Processor,简称DSP)、数字信号处理设备(Digital Signal Processing Device,简称DSPD)、可编程逻辑器件(Programmable LogicDevice,简称PLD)、现场可编程门阵列(Field Programmable Gate Array,简称FPGA)、控制器、微控制器、微处理器或其他电子元件实现,用于执行上述实施例二中的加工线防错方法。
存储器2可以由任何类型的易失性或非易失性存储设备或者它们的组合实现,例如静态随机存取存储器(Static Random Access Memory,简称SRAM),电可擦除可编程只读存储器(Electrically Erasable Programmable Read-Only Memory,简称EEPROM),可擦除可编程只读存储器(Erasable Programmable Read-Only Memory,简称EPROM),可编程只读存储器(Programmable Read-Only Memory,简称PROM),只读存储器(Read-Only Memory,简称ROM),磁存储器,快闪存储器,磁盘或光盘。
实施例五
本申请实施例提供一种自动加工生产线,所述自动加工生成线包括实施例一所述的加工线防错系统。
本实施例中加工线防错系统对自动生产线防错识别的具体过程可参见实施例一,本实施例在此不再重复。
综上所述,本申请提供的一种加工线防错系统、方法、存储介质、电子设备及生产线,该系统包括:传感器、图像采集装置、上位机、辊道控制装置;所述传感器,设置在加工线上的第一预设位置,用于在检测到待检工件时发送到位信号;所述图像采集装置,设置在加工线上的第二预设位置,用于获取待检工件加工特征的图像;所述上位机,分别与所述图像采集装置和辊道控制装置连接,用于对所述图像进行处理,判断所述图像中是否存在加工特征的边缘特征图像,并判断所述边缘特征图像与预设边缘特征是否匹配,若是,则反馈放行信息;若否,则反馈报警信息;辊道控制装置,与所述上位机连接,用于根据所述到位信息、所述放行信息控制辊道的运行和停止。
本申请快速准确的识别出加工线中漏加工和不合格的工件,在加工线中出现漏加工和/或不合格的工件时,自动停止加工线,并进行报警,避免了不合格的工件进入下道工序,从而造成产品质量不合格,严重时损坏后续设备等情况,上位机与辊道控制器进行通信,以极低成本柔性实现视觉的实时监控自动化生产线漏加工的工件,且识别时间短。解决了相关技术中自动化生产线检测设备复杂,不便于安装与维修,且检测时间长不能及时停止生产线并进行警示的技术问题。
在本申请实施例所提供的几个实施例中,应该理解到,所揭露的方法、系统,也可以通过其它的方式实现。以上所描述的方法实施例仅仅是示意性的。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
虽然本申请所揭露的实施方式如上,但上述的内容只是为了便于理解本申请而采用的实施方式,并非用以限定本申请。任何本申请所属技术领域内的技术人员,在不脱离本申请所揭露的精神和范围的前提下,可以在实施的形式上及细节上作任何的修改与变化,但本申请的专利保护范围,仍须以所附的权利要求书所界定的范围为准。
- 加工线防错系统、方法、存储介质、电子设备及生产线
- 空调防窜货运行的防错方法、系统、存储介质及电子设备