电池组件生产方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及电池生产技术领域,具体地,涉及一种电池组件生产方法。
背景技术
在电池组件生产过程中,将多个电池串在端部的焊带与汇流条焊接形成电池串组后,还需要在电池串上连接多个并行的互联条,所述互联条垂直于焊带的宽度方向连接于电池串组上。
因此,需要提供一种新的能够将互联条连接在电池串组上的生产工艺。
发明内容
本发明的目的是提供一种电池组件生产方法,能够将互联条连接于电池串组上形成在横向上和纵向上电连接的电池组件。
为了实现上述目的,本发明提供一种电池组件生产方法,所述电池组件生产方法包括:
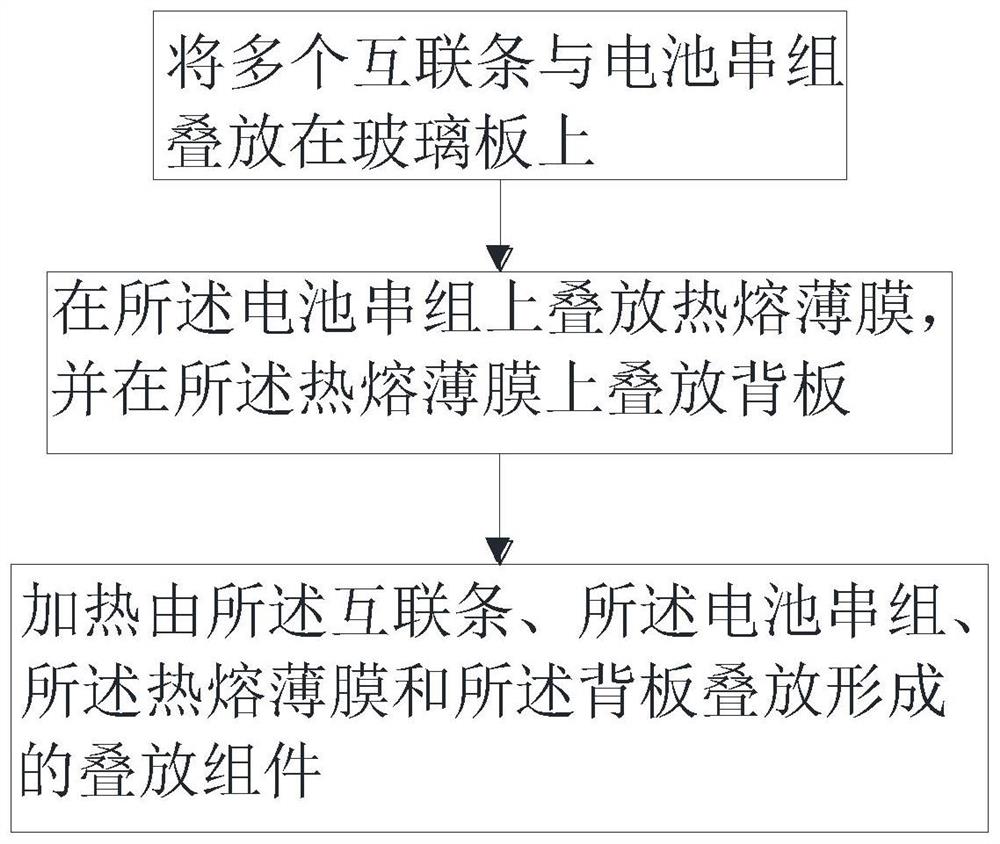
将多个互联条与电池串组叠放在玻璃板上,其中,在所述互联条与所述电池串组之间设置有导电粘合剂,或者,所述互联条通过胶带粘接在所述电池串组上;
其中,所述电池串组包括多个并行的电池串,多个所述互联条按预定距离间隔且均垂直于所述电池串组中电池串的长度方向叠放,且所述互联条与所述电池串中叠放于电池片的焊带接触;
在所述电池串组上叠放热熔薄膜,并在所述热熔薄膜上叠放背板;
加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件,使得所述热熔薄膜熔化,所述互联条、所述电池串组和所述背板粘接在一起。
优选地,所述将多个互联条与电池串组叠放在玻璃板上,包括:
将多个互联条按预定距离间隔并行排布在所述玻璃板上;
在所述互联条的朝向所述电池串组的表面设置导电粘合剂;
将所述电池串组叠放到多个所述互联条上。
优选地,所述将多个互联条与电池串组叠放在玻璃板上,包括:
将电池串组放置于所述玻璃板上;
将多个互联条叠放在所述电池串组上,其中,在所述互联条的下表面设置导电粘合剂。
优选地,所述将多个互联条与电池串组叠放在玻璃板上,包括:
将电池串组放置于所述玻璃板上;
将多个互联条叠放在所述电池串组上;
通过胶带将所述互联条粘接在所述电池串组上。
优选地,所述电池组件生产方法还包括:将所述玻璃板从第一工位输送至第二工位,以及将所述玻璃板从所述第二工位输送至第三工位;
在所述第一工位,进行所述将多个互联条与电池串组叠放在玻璃板上的步骤;
在所述第二工位,进行所述在所述电池串组上叠放热熔薄膜,并在所述热熔薄膜上叠放背板的步骤;
在所述第三工位,进行所述加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件的步骤。
优选地,所述热熔薄膜设置为在熔化后,所述互联条、所述电池串组、所述背板以及所述玻璃板粘接在一起。
优选地,所述加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件之前,所述电池组件生产方法还包括:抽取所述叠放组件内的气体。
优选地,所述加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件,包括:
将所述叠放组件放进层压机内;
在所述层压机内,抽取所述叠放组件内的气体,加热所述叠放组件
本发明提供的技术方案,通过将互联条粘接于电池串组并通过热熔薄膜热熔的方式能够生产形成在横向上和纵向上电连接的电池串组件。
本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施方式及其说明用于解释本发明,并不构成对本发明的不当限定。
在附图中:
图1为根据本发明的一个实施方式中电池组件生产方法的示意图。
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
需要说明的是,在不冲突的情况下,本发明中的实施方式及实施方式中的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。另外,“内、外”是指相对于各部件本身的轮廓的内、外。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
本发明提供一种电池组件生产方法,所述电池组件生产方法包括:
将多个互联条与电池串组叠放在玻璃板上,其中,在所述互联条与所述电池串组之间设置有导电粘合剂,或者,所述互联条通过胶带粘接在所述电池串组上;
其中,所述电池串组包括多个并行的电池串,多个所述互联条按预定距离间隔且均垂直于所述电池串组中电池串的长度方向叠放,且所述互联条与所述电池串中叠放于电池片的焊带接触;
在所述电池串组上叠放热熔薄膜,并在所述热熔薄膜上叠放背板;
加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件,使得所述热熔薄膜熔化,所述互联条、所述电池串组和所述背板粘接在一起。
优选地,所述热熔薄膜设置为在熔化后,所述互联条、所述电池串组、所述背板以及所述玻璃板粘接在一起。具体的,热熔薄膜在熔化后,透过电池串组的电池片之间的间隙和/或从电池片的边缘处落到玻璃板上,从而将互联条、电池串组、背板与玻璃板粘接在一起。
本发明提供的技术方案,通过将互联条粘接于电池串组并通过热熔薄膜热熔的方式能够生产形成在横向上和纵向上电连接的电池串组件。
其中,所述将多个互联条与电池串组叠放在玻璃板上,可以包括:
将多个互联条按预定距离间隔并行排布在所述玻璃板上;
在所述互联条的朝向所述电池串组的表面设置导电粘合剂;
将所述电池串组叠放到多个所述互联条上。
所述将多个互联条与电池串组叠放在玻璃板上,也可以包括:
将电池串组放置于所述玻璃板上;
将多个互联条叠放在所述电池串组上,其中,在所述互联条的下表面设置导电粘合剂。
所述将多个互联条与电池串组叠放在玻璃板上,还可以包括:
将电池串组放置于所述玻璃板上;
将多个互联条叠放在所述电池串组上;
通过胶带将所述互联条粘接在所述电池串组上。
所述电池组件生产方法还包括:将所述玻璃板从第一工位输送至第二工位,以及将所述玻璃板从所述第二工位输送至第三工位;
在所述第一工位,进行所述将多个互联条与电池串组叠放在玻璃板上的步骤;
在所述第二工位,进行所述在所述电池串组上叠放热熔薄膜,并在所述热熔薄膜上叠放背板的步骤;
在所述第三工位,进行所述加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件的步骤。
所述加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件之前,所述电池组件生产方法还包括:抽取所述叠放组件内的气体;
或者,所述加热由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件,包括:
将所述叠放组件放进层压机内;
在所述层压机内,抽取所述叠放组件内的气体,加热所述叠放组件。
下面通过具体实施方式描述本发明提供的电池组件生产方法。
第一实施方式:
将玻璃板放置在输送带上并通过输送带将玻璃板输送至第一工位;
在所述第一工位,将多个互联条按预定距离间隔并行排布在所述玻璃板上,在所述互联条的朝向所述电池串组的表面设置导电粘合剂,然后将所述电池串组叠放到多个所述互联条上;
将玻璃板带着输送至第二工位;
在所述第二工位,将热熔薄膜(所述热熔薄膜可以是EVA,即乙烯-醋酸乙烯共聚物)叠放在所述电池串组上,然后在所述热熔薄膜上叠放背板;
将玻璃板输送至第三工位;
在所述第三工位,抽取由所述互联条、所述电池串组、所述热熔薄膜和所述背板叠放形成的叠放组件内的气体,然后加热所述叠放组件,使得热熔薄膜熔化,所述电池串组、背板和玻璃板粘接在一起。
具体的,可以将叠放有所述互联条、所述电池串组、所述热熔薄膜和所述背板的玻璃板输送进入处于第三工位的层压机内,在所述层压机内,对所述叠放组件抽真空操作,将所述叠放组件内的气体抽出,然后加热使得热熔薄膜熔化,将电池串组、背板和玻璃板粘接在一起;
将粘接在一起的所述叠放组件冷却并从所述层压机内取出,或者从层压机内取出后再冷却。
第二实施方式:
将电池串组放置于所述玻璃板上;
将承载有电池串组的玻璃板输送至第一工位;
在所述第一工位,将下表面设置导电粘合剂的多个互联条叠放在所述电池串组上;
将玻璃板输送至第二工位;
在所述第二工位,将热熔薄膜(所述热熔薄膜可以是EVA,即乙烯-醋酸乙烯共聚物)叠放在所述电池串组上,然后在所述热熔薄膜上叠放背板;
将玻璃板输送至处于第三工位的层压机内;
在所述层压机内,对由所述互联条、所述电池串组、所述热熔薄膜和所述背板组成的所述叠放组件进行抽真空操作,将所述叠放组件内的气体抽出,然后加热使得热熔薄膜熔化,将电池串组、背板和玻璃板粘接在一起;
将粘接在一起的所述叠放组件冷却并从所述层压机内取出,或者从层压机内取出后冷却。
第三实施方式:
将玻璃板输送至第一工位;
将电池串组放置到玻璃板上;
将下表面设置导电粘合剂的多个互联条叠放在所述电池串组上,将热熔薄膜叠放在所述电池串组上,然后在所述热熔薄膜上叠放背板;
将玻璃板输送至处于第二工位的层压机内;
在所述层压机内,对由所述互联条、所述电池串组、所述热熔薄膜和所述背板组成的所述叠放组件进行抽真空操作,将所述叠放组件内的气体抽出,然后加热使得热熔薄膜熔化,将电池串组、背板和玻璃板粘接在一起;
将粘接在一起的所述叠放组件冷却并从所述层压机内取出,或者从层压机内取出后冷却。
第四实施方式:
将玻璃板输送至第一工位;
将电池串组放置到玻璃板上;
通过胶带将所述互联条粘接在所述电池串组上;
将玻璃板输送至第二工位;
在所述第二工位,将热熔薄膜(所述热熔薄膜可以是EVA,乙烯-醋酸乙烯共聚物)叠放在所述电池串组上,然后在所述热熔薄膜上叠放背板;
将玻璃板输送至处于第三工位的层压机内;
在所述层压机内,对由所述互联条、所述电池串组、所述热熔薄膜和所述背板组成的所述叠放组件进行抽真空操作,将所述叠放组件内的气体抽出,然后加热使得热熔薄膜熔化,将电池串组、背板和玻璃板粘接在一起;
将粘接在一起的所述叠放组件冷却并从所述层压机内取出,或者从层压机内取出后冷却。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。