一种加载在电缸推料机上的自动清空结构及自动上料方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及一种用于锻造领域的加载在电缸推料机上的自动清空结构。
背景技术
现有的锻造感应加热生产线中的推料杆进料机构,其结构较为简单功能单一,无法进行热清空,造成了锻造厂热能浪费,同时推料杆上料需要人工辅助,作业较为繁重,影响了工作效率,此类问题在对超过15KG以上的料棒进行上料时尤为突出。
发明内容
本发明的目的是为了克服现有技术的不足,提供一种加载在电缸推料机上的自动清空结构,它能够实现料棒自动上料和清空上料。
实现上述目的的一种技术方案是:一种加载在电缸推料机上的自动清空结构,包括伺服电动缸和坯料推头,还包括清空头推进气缸;
伺服电动缸设置于上料滑道的末端,包括和上料滑道同向设置的电动缸导杆,以及设置于电动缸导杆上并可延电动杆导杆滑动的滑座,在滑座上设有清空头推进气缸,清空头推进气缸通过弹簧机构与坯料推头连接,在清空头推进气缸的一侧设有接近开关,在坯料推头的一侧设有与接近开关位置匹配的触发机构;
当清空头推进气缸缩回时,弹簧机构处于锁定状态,当清空头推进气缸伸出时,弹簧机构处于自由状态。
进一步的,所述坯料推头通过推头导杆与清空头推进气缸连接。
再进一步的,所述弹簧机构及所述推头导杆穿过第二滑座分别连接所述清空头推进气缸和所述坯料推头。
进一步的,电缸推料机的上料滑道两侧分别设有坯料准备滑道和清空杆储存滑道,坯料准备滑道和清空杆储存滑道分别与上料气缸连接。
采用上述加载在电缸推料机上的自动清空结构的自动上料方法,包括推料工作模式和清空工作模式;
当电缸推料机处于推料工作模式时,上料滑道上均为坯料棒,清空头推进气缸缩回,伺服电动缸带动滑座以固定的运动距离进行周期往复运动,从而带动坯料推头推动坯料棒进行重复的上料作业;
当电缸推料机处于清空工作模式时,上料滑道上的末段为清空杆,清空头推进气缸伸出,此时弹簧机构处于自由状态,由伺服电动缸带动滑座向前运动,带动坯料推头推动清空杆从而消除清空杆和坯料棒之间的间隙,当清空杆和坯料棒、以及各个坯料棒之间的间隙完全消除后,弹簧机构受挤压收缩,带动坯料推头及触发机构回收,当坯料推头回收到位后,触发机构触发接近开关发出感应信号,此时伺服电动缸记录该位置,根据坯料棒的长度和推料工作模式的运动距离计算得到清空工作模式的运动距离,然后伺服电动缸回到初始位置,清空头推进气缸缩回,根据计算得到的清空工作模式运动距离进行周期往复运动,从而带动坯料推头推动清空杆进行重复的清空上料作业。
本发明的一种加载在电缸推料机上的自动清空结构及自动上料方法,在常规推料装置基础上,增加自动清空装置,有效加强常规推料机的功能范围,实现上料、清空的自动化。其中,清空头推进气缸外置弹簧机构可与伺服电动推缸配合有效消除清空杆和最后一根坯料间隙,弹簧工作极限位置安装设置接近开关以采集信号,从而便捷的实现自动化控制。整个装置既满足正常进料生产,又能适应各种不同规格长度的坯料的加热中清空,节约能耗,更大程度的实现自动化控制,节约人工投入;该设备易于调节,更具适应不同工艺的锻造生产线。
附图说明
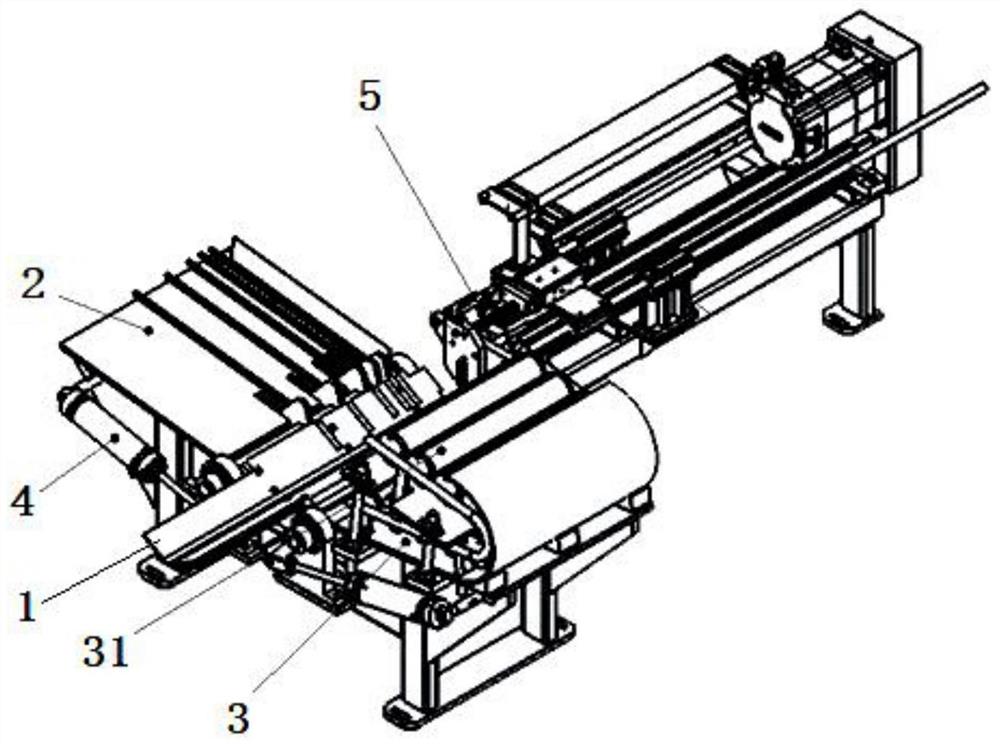
图1为电缸推料机的结构示意图;
图2为本发明的加载在电缸推料机上的自动清空结构在推料工作模式时的结构示意图;
图3为本发明的加载在电缸推料机上的自动清空结构在清空工作模式时坯料推头处于自由状态的结构示意图;
图4为本发明的加载在电缸推料机上的自动清空结构在清空工作模式时坯料推头处于数据采集状态时的结构示意图。
具体实施方式
请参阅图1至图4,为了能更好地对本发明的技术方案进行理解,下面通过具体地实施例进行详细地说明:
请参阅图1,电缸推料机包括上料滑道1,储存有料棒的坯料准备滑道2、储存有清空杆31的清空杆储存滑道3,坯料准备滑道2和清空杆储存滑道3分别设置于上料滑道1的两侧,并与上料气缸4连接。在上料滑道1的末端设有自动清空结构5。
请参阅图2,自动清空结构,包括伺服电动缸、坯料推头6及清空头推进气缸7。伺服电动缸包括和上料滑道1同向设置的电动缸导杆51,以及设置于电动缸导杆51上并可延电动杆导杆滑动的第一滑座52和第二滑座53。在第一滑座52上设有清空头推进气缸7,清空头推进气缸7通过弹簧机构8与坯料推头6连接,在清空头推进气缸的一侧设有接近开关9,在坯料推头6的一侧设有与接近开关9位置匹配的触发机构10。同时,坯料推头6与推头导杆61连接,并受推头导杆61的导向。弹簧机构8及推头导杆61穿过第二滑座53分别连接清空头推进气缸7和坯料推头6。当清空头推进气缸缩回时,弹簧机构处于锁定状态,当清空头推进气缸伸出时,弹簧机构处于自由状态。
采用上述加载在电缸推料机上的自动清空结构的自动上料方法,包括推料工作模式和清空工作模式。
请参阅图2,当电缸推料机处于推料工作模式时,上料滑道上均为坯料棒。清空头推进气缸缩回,此时弹簧机构处于锁定状态,伺服电动缸带动滑座以固定的运动距离进行周期往复运动,从而带动坯料推头推动坯料棒进行重复的上料作业。该运动距离根据不同类型的料棒尺寸进行调节,将料棒尺寸输入工控系统后,将匹配与之对应的移动距离。
请参阅图3,当电缸推料机处于清空工作模式时,上料滑道上的末段通过清空杆储存滑道的上料气缸按控制设定节拍,逐节将清空杆翻入上料滑道。此时清空头推进气缸伸出,弹簧机构处于自由状态,由伺服电动缸带动滑座向前运动,带动坯料推头推动清空杆从而消除清空杆和坯料棒之间的间隙。当清空杆和坯料棒、以及各个坯料棒之间的间隙完全消除后,弹簧机构受挤压收缩,带动坯料推头及触发机构回收,当坯料推头回收到位后,触发机构触发接近开关发出感应信号,此时伺服电动缸记录该位置,根据坯料棒的长度和推料工作模式的运动距离计算得到清空工作模式的运动距离。然后伺服电动缸回到初始位置,清空头推进气缸缩回,根据计算得到的清空工作模式运动距离进行周期往复运动,从而带动坯料推头推动清空杆进行重复的清空上料作业。弹簧力由清空杆的型号决定,弹簧长度由最大坯料长度及加热炉膛长度确定,清空杆长度由炉膛长度、上料滑道长度综合计算后得出。
本发明沿用常规推料杆进料机构工艺特点,推进动力使用电动伺服缸,精确对不同长度坯料进行热清空,有效的控制了能量损耗;本发明使用两半式滑道,一面储存清空杆,另一面储存准备加热坯料,机构采用气动上料,全部采用自动化技术,不需人力投入。本发明巧妙设计推头,适应不同直径棒料的推进,同时加载消除清空间隙机构,使得设备适应各种长度不同坯料的清空中加热,避免了传统感应加热设备需停止加热后进行人工清空的人力和电能的浪费。
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
- 一种零件自动上料装置及零件自动上料方法
- 一种硅钢卷料横剪线自动上料方法及装置
- 一种轮毂结构自动上料冷锻流水线及锻造方法
- 一种直杆结构件自动上料机构
- 一种用于铝板的自动上料小车结构
- 一种推料夹钳及采用推料夹钳的剪板机上料剪切自动线
- 一种自动上料装置、储料车、自动上料设备及自动上料方法