用于生产纤丝束和/或纱线的系统和方法
文献发布时间:2023-06-19 19:14:59
背景技术
熔纺纤丝,如PET熔纺纤丝,是本领域中已知的。一些类型的聚合物(即纤丝、线股或线束)难以染色,或者难以提供沿着纤丝、线束或线股的长度变化的颜色。
已知通过改变染料来源来改变线束中纤丝的颜色。然而,这个过程是耗时的并且可能是浪费的。此外,在美国公开专利申请号2010/0297442中还已知当纺丝各自具有不同颜色的多个丝线束时改变纺丝泵的输出来沿着由多个丝线束制成的复合线股的长度提供颜色变化。
然而,本领域需要用于改善纤丝束和/或纱线的颜色变化的系统和方法。
发明内容
各个实施方式包括提供熔纺聚合物纤丝的多纤丝束的系统和方法,所述多纤丝束沿着纤丝、线束或线股的长度提供颜色变化。
第一方面包括用于生产至少一个纤丝束的系统。系统包括N个挤出机,其中,N是大于1的整数,至少一个用于接收来自N个挤出机的熔融热塑性聚合物流的纺丝站,和处理器。每个挤出机包含具有颜色、色调和/或可染色特性的热塑性聚合物,N个挤出机的颜色和/或色调彼此不同。每个纺丝站包括至少一个喷丝头和位于喷丝头上游的N个纺丝泵的组,由纺丝站接收的至少两个熔融热塑性聚合物流通过喷丝头纺丝多个熔纺纤丝。每个纺丝泵与N个挤出机中的一个流体连通,并且与N个挤出机中的一个配对。处理器与N个纺丝泵电连通,并配置为执行计算机可读指令,计算机可读指令使得处理器调节由每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在纱线中的热塑性聚合物的比率,纱线包括由喷丝头纺丝的纤丝。在一些实施方式中,挤出机的数目N是3或4。
在一些实施方式中,指令进一步使得处理器确定将由每个纺丝泵泵送的每种热塑性聚合物的体积流速,且基于体积流速确定值来向纺丝泵生成指令。
在一些实施方式中,指令还使得处理器调节体积流速变化的时间,因此调节纱线中的相应的旦数和/或颜色变化。指令使得处理器基于所需的纱线中的颜色变化,调节一些或全部纺丝泵的速度和体积流速一段时间。
在一些实施方式中,指令使得处理器110使通过一些或全部纺丝泵的速度和体积流速改变的时间量随机化。
在一些实施方式中,纺丝站是第一纺丝站,并且所述N个纺丝泵的组是N个纺丝泵的第一组。系统进一步包括第二纺丝站和上游的第二组N个纺丝泵,其中,第二组纺丝泵的每个纺丝泵与N个挤出机中的一个流体连通并且与N个挤出机中的一个配对。比率是第一纺丝站的第一比率,并且指令进一步使得处理器调节由该第二组纺丝泵中的每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在由第二纺丝站的喷丝头纺丝的纤丝中的热塑性聚合物的第二比率。在一些实施方式中,第一比率和第二比率不同。
在一些实施方式中,系统包括M个纺丝站和在每个M纺丝站的至少一个喷丝头上游的M组N个纺丝泵,其中,M组纺丝泵中每组的每个纺丝泵与N个挤出机中的一个流体连通,并且与N个挤出机中的一个配对,并且其中,指令进一步使得处理器调节由M组纺丝泵中的每组的每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在由每个M纺丝站的至少一个喷丝头纺丝的纤丝中的热塑性聚合物的M个比率。根据一些实施方式,M个比率中的至少两个比率不同。在其他实施方式中,所有的M比率是不同的。
在一些实施方式中,至少一个喷丝头是单个喷丝头,通过其纺丝N个聚合物流,并且在通过单个喷丝头纺丝之前合并N个聚合物流。
在一些实施方式中,在通过单个喷丝头纺丝之前,至少部分混合N个聚合物流。
在一些实施方式中,多根纤丝中的每根的平均每纤丝旦数沿着每根纤丝的长度变化±5%。
在一些实施方式中,至少一个喷丝头包括第一喷丝头和第二喷丝头,并且每个纺丝站包括设置在喷丝头和N个泵之间的至少一个歧管,歧管将N个聚合物流中的至少两个引导至第一喷丝头并且将N个聚合物流中的至少一个引导至第二喷丝头。
在一些实施方式中,歧管是静态歧管。
在一些实施方式中,歧管是动态歧管。
在一些实施方式中,动态歧管包括N个入口和至少N+1个出口,其中,每个入口与N个挤出机中的相应一个流体连通,并且至少一个入口经由在入口与出口之间延伸的通道与至少两个出口连通并且包括至少一个阀,该阀控制热塑性聚合物流在至少一个入口与至少两个出口之间的流动。
在一些实施方式中,纺丝站进一步包括设置在至少一个喷丝头和至少一个歧管之间的至少一个混合板,至少一个混合板限定一个或多个通道,一个或多个熔融热塑性聚合物流通过一个或多个通道从至少一个混合板流到至少一个喷丝头。
在一些实施方式中,由喷丝头纺丝的纤丝包括至少第一组纤丝和第二组纤丝,其中,第一组纤丝具有第一颜色、色调和/或可染色特性,第一颜色、色调和/或可染色特性由N个挤出机中的第一挤出机挤出,第二组纤丝具有第二颜色、色调和/或可染色特性,第二颜色、色调和/或可染色特性由N个挤出机中的第二挤出机挤出。在一些实施方式中,由喷丝头纺丝的纤丝进一步包括第三组纤丝,其中,第三组纤丝具有第三颜色、色调和/或可染色特性,其中,第三颜色、色调和/或可染色特性是第一颜色、色调和/或可染色特性与第二颜色、色调和/或可染色特性的混合。
在一些实施方式中,系统进一步包括至少一个牵拉设备,以拉伸所述N束纺丝的纤丝;初始结合设备,位于至少一个牵拉设备的上游或集成在至少一个牵拉设备内,以在N束纺丝的纤丝拉伸之前或期间结合所述N束纺丝的纤丝中的至少一束;至少一个变形器(texturizer),用于变形所述N束拉伸的纺丝纤丝;以及最终结合设备,用于结合所述N束变形的纺丝纤丝以提供BCF纱线。
在一些实施方式中,至少一个变形器包括至少第一变形器和第二变形器,并且通过第一变形器与其他N束纺丝的纤丝单独地变形所述N束纺丝的纤丝中的至少一束。
在一些实施方式中,至少一个变形器包括N个变形器,且通过相应的N个变形器彼此独立地变形所述N束纺丝的纤丝中的每线束。
在一些实施方式中,系统进一步包括中间结合设备以及设置在至少一个变形器与最终结合设备之间的混合凸轮,中间结合设备用于结合所述N束变形的纺丝纤丝中的至少一束,并且混合凸轮用于在到达最终结合设备之前将所结合的和变形的线束相对于彼此进行定位。
在一些实施方式中,系统进一步包括至少一个牵拉设备,以拉伸所述N束纺丝的纤丝;至少第一变形器和第二变形器,其中通过第一变形器与其他所述N束拉伸的纺丝纤丝分开变形所述N束纺丝的纤丝中的至少一束;以及最终结合设备,用于结合所述N束变形的纺丝纤丝以提供BCF纱线。
在一些实施方式中,系统进一步包括设置在至少一个变形器与最终结合之间的中间结合设备,中间结合设备用于结合所述N束变形的纤丝的至少一束。
在一些实施方式中,系统进一步包括设置在至少一个变形器与最终结合设备之间的混合凸轮,混合凸轮用于在到达最终结合设备之前将结合的和变形的线束相对于彼此定位。
在一些实施方式中,系统进一步包括至少一个牵拉设备,以拉伸所述N束纺丝的纤丝;至少一个变形器,用于变形所述N束拉伸的纺丝纤丝;设置在变形器和最终结合设备之间的第二结合设备,第二结合设备用于结合所述N束变形的纺丝纤丝中的至少一束;以及最终结合设备,用于结合所述N束变形的纺丝纤丝以提供BCF纱线。
在一些实施方式中,系统进一步包括设置在变形器与最终结合设备之间的混合凸轮,混合凸轮用于在到达最终结合设备之前将结合的和变形的线束相对于彼此进行定位。
在第二方面,提供了使用上述系统生产的一种纤丝束。
在一些实施方式中,提供了包括根据第二方面的纤丝束的纱线。在一些实施方式中,纱线是膨化连续纤丝(BCF)纱线。并且,在一些实施方式中,地毯包括由纱线制成的绒头。
在第三方面,提供了生产至少一个纤丝束的方法。方法包括(1)提供N个熔融热塑性聚合物流,其中N是大于1的整数,并且每个流具有不同的颜色、色调和/或可染色特性;(2)提供至少一个具有N个用于接收N个聚合物流的进料设备的纺丝站,纺丝站包括至少一个喷丝头和N个纺丝泵的组,每个泵将N个聚合物流中的一个泵送到N个进料中的一个,N个纺丝泵设置在至少一个喷丝头的上游,并且N个进料中的至少两个与至少一个喷丝头中的一个流体连通;和(3)调节泵送至纺丝站的相应的进料设备的每个热塑性聚合物流的体积流速,以实现要包含在纱线中的热塑性聚合物流的比率,纱线包括由至少一个喷丝头纺丝的纤丝。
在一些实施方式中,至少一个纺丝站包括第一纺丝站和第二纺丝站,并且比率是第一比率,其中,泵送至第一纺丝站的相应的进料设备的每个聚合物流的体积流速基于要包含在由第一纺丝站的喷丝头纺丝的纤丝中的流的第一比率,泵送至第二纺丝站的相应的进料设备的每个聚合物流的体积流速基于要包含在由第二纺丝站的喷丝头纺丝的纤丝中的流的第二比率。例如,在一些实施方式中,第一比率和第二比率不同。
在一些实施方式中,N个熔融热塑性聚合物流中的每个由N个挤出机中的一个提供,使得每个流与其他流保持分离,直到到达纺丝站。
在第四方面,提供了使用上述方法生产的一种纤丝束。
在一些实施方式中,提供了包括根据第四方面的纤丝束的纱线。在一些实施方式中,纱线为膨化连续纤丝(BCF)纱线。并且,在一些实施方式中,地毯包括由纱线制成的绒头。
在第五方面,提供了用于生产M根纱线的系统,其中,M是大于1的整数。系统包括N个挤出机、M个纺丝站和处理器。N是大于1的整数,并且每个挤出机包括具有颜色、色调和/或可染色特性的热塑性聚合物。N个挤出机的颜色和/或色调彼此不同。每个纺丝站用于生产至少一个纤丝束并且用于接收来自挤出机的熔融热塑性聚合物流。每个纺丝站包括至少一个喷丝头和N个纺丝泵的组,通过喷丝头由相应的纺丝站接收的熔融热塑性聚合物流中的至少两个纺丝多个熔纺纤丝,该组N个纺丝泵位于相应的纺丝站的喷丝头的上游,其中,每个纺丝泵与N个挤出机中的一个流体连通并且与N个挤出机中的一个配对。处理器与N*M纺丝泵电连通,并配置为执行计算机可读指令,指令使得处理器调节由每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在M根纱线的每根中的热塑性聚合物的比率,M根纱线包括由相应的M纺丝站的至少一个喷丝头纺丝的纤丝。
在一些实施方式中,对于M个纺丝站中的每个,由相应的至少一个喷丝头纺丝的纤丝包括至少第一组纤丝和第二组纤丝。第一组纤丝具有第一颜色、色调和/或可染色特性,第一颜色、色调和/或可染色特性由N个挤出机中的第一挤出机挤出,并且第二组纤丝具有第二颜色、色调和/或可染色特性,第二颜色、色调和/或可染色特性由N个挤出机中的第二挤出机挤出。
在一些实施方式中,由M个纺丝站中的每个的相应的至少一个喷丝头纺丝的纤丝进一步包括第三组纤丝,第三组纤丝具有第三颜色、色调和/或可染色特性,其中第三颜色、色调和/或可染色特性是第一颜色、色调和/或可染色特性与第二颜色、色调和/或可染色特性的混合。
在一些实施方式中,包括在M根纱线中的每根中的比率不同。
在第六方面,提供了包括多根纤丝的纱线,其中,每根纤丝具有从其外表面延伸到其中心的颜色和/或色调,并且对于多根纤丝的至少一个子集,子集内的每根纤丝的颜色和/或色调沿着纤丝的长度变化。在一些实施方式中,纤丝是固体染色的(本文中也称为溶液染色的)。在一些实施方式中,多根纤丝具有至少第一组纤丝和第二组纤丝,其中第一组纤丝在多根纤丝的径向截面具有第一颜色和/或色调,并且第二组纤丝在径向截面具有第二颜色和/或色调,并且第一颜色和/或色调不同于第二颜色。在一些实施方式中,第六方面是膨化连续纤丝(BCF)纱线。
在第七方面,提供了包括多根纤丝的纱线,其中,所述多根纤丝具有至少第一组纤丝和第二组纤丝,其中,第一组纤丝在多根纤丝的径向截面具有第一颜色、色调和/或可染色特性,并且第二组纤丝在径向截面具有第二颜色、色调和/或可染色特性,并且第一颜色、色调和/或可染色特性不同于第二颜色、色调和/或可染色特性。在一些实施方式中,第七方面是膨化连续(BCF)纱线。
显然,第六和/或第七方面的纱线可以使用或不使用上述方面的方法、纤丝束和/或系统来获得。第六和/或第七方面的纱线可进一步显示出与通过此类方法和/或系统生产的纱线的那些相同或相似的优选特征,而不必需以所述方式获得。
在第八方面,提供了地毯、地垫或地毯块(在本文中统称为“地毯”),其包括由第六和/或第七方面的纱线制成的和/或使用第一至第五方面中任一方面的方法、纤丝束和/或系统获得的绒头。
附图说明
在附图中公开了示例特征和实施方式。然而,本公开不限于所示的具体布置,并且附图不一定按比例绘制。
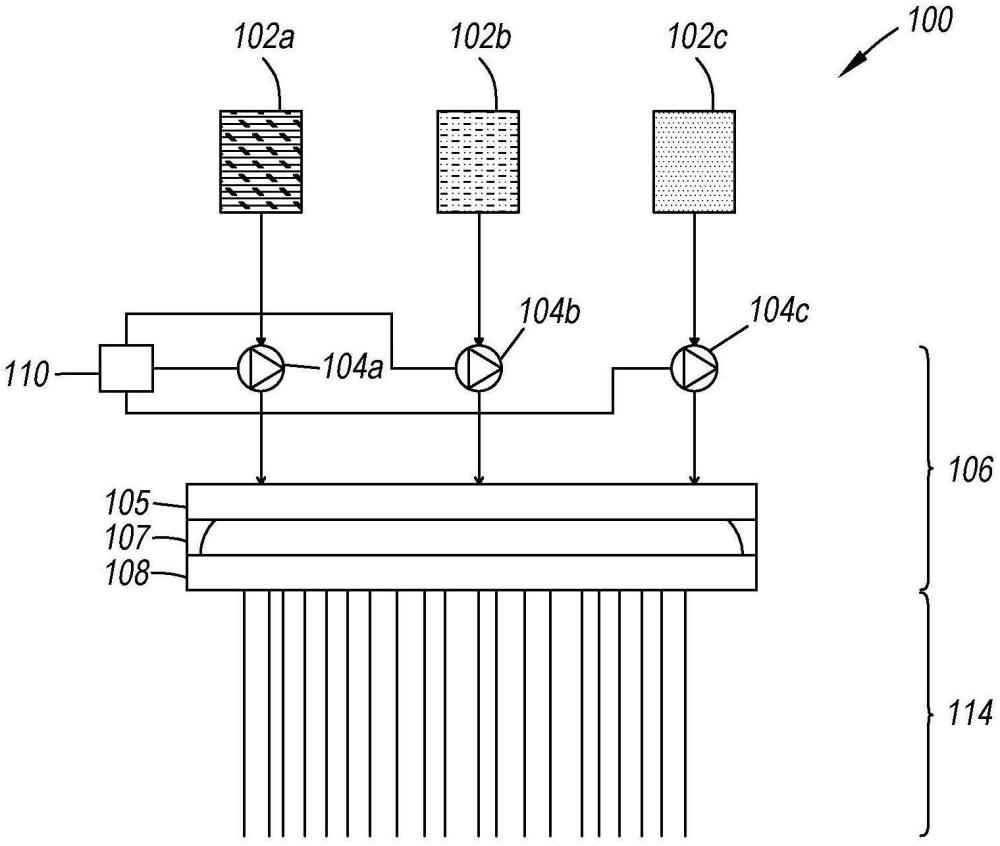
图1示出了根据一个实施方式的系统的示意图。
图2示出了根据另一个实施方式的系统的示意图。
图3A示出了根据另一个实施方式的纺丝系统的示意图。
图3B示出了用于图3A中的纺丝系统的可选的后纺丝过程的示意图。
图4A-4D示出了根据一个实施方式的动态歧管的截面图。
图5示出了根据另一个实施方式的纺丝系统的示意图。
图6示出了根据一个实施方式的通过以不同的速度操作图1中的泵以改变纤丝的颜色的颜色排序测试的结果。
图7A示出了根据一个实施方式的BCF纱线卷,其是通过单独地纺丝每种颜色的热塑性聚合物但调节用于每种颜色的泵来产生不同颜色来生产的。
图7B示出了根据一个实施方式的BCF纱线卷,其是通过使用图1的系统和关于图6描述的序列C1-C6的颜色排序生产的。
图8示出了具有由图7A和7B所示的BCF纱线制成的绒头的地毯的比较。
图9示出了根据关于图7A和图1描述的系统并且根据各种泵速比生产的BCF纱线卷的比较。
图10示出了根据本文描述的实施方式可使用的示例性计算设备。
具体实施方式
各个实施方式包括用于生产一种纤丝束的系统和方法、由其制成的纱线以及由纱线制成的地毯。系统允许通过改变纺丝泵的体积流速来改变纤丝束内的颜色效果或颜色混合,纺丝泵与多个挤出机流体连通并配对,每个挤出机包括具有与其他挤出机不同的颜色、色调和/或可染色特性的热塑性聚合物。
例如,在各个实施方式中,系统包括N个挤出机,其中N是大于1的整数,至少一个用于接收来自N个挤出机的熔融热塑性聚合物流的纺丝站,以及处理器。每个挤出机包括具有颜色、色调和/或可染色特性的热塑性聚合物,N个挤出机的颜色、色调和/或可染色特性彼此不同。每个纺丝站包括至少一个喷丝头和位于喷丝头上游的N个纺丝泵的组,通过喷丝头从由纺丝站接收的熔融热塑性聚合物流中的至少两个纺丝多个熔纺纤丝。每个纺丝泵与N个挤出机中的一个流体连通,并且与N个挤出机中的一个配对。处理器与N个纺丝泵电连通并且配置为执行计算机可读指令,指令使得处理器调节由每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在由至少一个喷丝头纺丝的纤丝中的热塑性聚合物的比率。
此外,在一些实施方式中,每个纺丝站进一步包括至少一个歧管(静态或动态)和至少一个混合板,其中,每个混合板限定至少一个通道。至少一个混合板设置在至少一个歧管和至少一个喷丝头之间。
例如,图1示出了根据一个实施方式的系统的示意图。系统100包括第一挤出机102a、第二挤出机102b、第三挤出机102c和具有歧管105、混合板107、喷丝头108、第一纺丝泵104a、第二纺丝泵104b和第三纺丝泵104c的纺丝站106。系统100还包括与纺丝泵104a、104b、104c电连通的处理器110。第一纺丝泵104a与第一挤出机102a流体连通并配对,第二纺丝泵104b与第二挤出机102b流体连通并配对,第三纺丝泵104c与第三挤出机102c流体连通并配对。
每个挤出机102a、102b、102c包括具有颜色、色调和/或可染色特性的热塑性聚合物。每个挤出机102a、102b、102c中的颜色、色调和/或可染色特性彼此不同。纺丝站106的歧管105接收来自挤出机102a、102b、102c的熔融热塑性聚合物流。纺丝泵104a、104b、104c将熔融热塑性聚合物泵送通过歧管105,歧管105将熔融热塑性聚合物进料到混合板107,然后通过喷丝头108,喷丝头108将熔融热塑性聚合物流纺丝成熔纺纤丝114。
可用于第一至第七方面中任一方面中列举的纤丝的热塑性聚合物的实例包括聚酰胺、聚酯和聚烯烃。例如,聚合物可以是芳香族或脂肪族聚酰胺,如PA6、PA66、PA6T、PA10、PA12、PA56、PA610、PA612、PA510。聚酰胺可以是聚酰胺共混物(共聚物)或均聚物,或者部分再循环或完全再循环的聚酰胺。
在第一到第七方面中的任一方面的其他实施方式中,聚合物可以是聚酯,如聚对苯二甲酸乙二醇酯(PET)、聚对苯二甲酸丁二醇酯(PBT)或聚对苯二甲酸丙二醇酯(PTT)。PET可以是未用过的PET或部分或完全再循环的PET,如在美国专利号8,597,553中描述的PET。
在第一到第七方面中的任一方面的其他实施方式中,聚合物可以是聚烯烃,如聚乙烯(PE)或聚丙烯(PP)。在某些实施方式中,聚合物是PET、PTT、PP、PA6、PA66或PES。
在第一到第七方面中的任一方面的一些实施方式中,线束由相同聚合物制成。然而,在其他实施方式中,线束可以由不同的聚合物制成。
根据一些实施方式,纤丝的聚合物可以是溶液染色的聚合物。在一些实施方式中,溶液染色的聚合物纤丝在处理之后被间隔染色(也称为“套染”)。并且,在其他实施方式中,纤丝不被溶液染色,而在处理之后被间隔染色或有规律地染色。溶液染色的聚合物具有在从喷丝头形成纤丝之前添加到聚合物中的着色剂。间隔染色的聚合物具有着色剂,其在形成之后从喷丝头加入到纤丝中。
可染色特性是指在相同加工条件下纤丝吸收染料的亲和力。例如,由于缺乏染料分子、颜料或将提供与材料基底不同的颜色的其他分子,非溶液染色的纤丝在纺丝之后可呈现为白色。当经受染色过程,例如使用分散染料的PET时,用深染料PET形成的熔融流将具有比用传统PET生产的熔融流更深的颜色饱和度。
处理器110配置为执行计算机可读指令,指令使得处理器110调节由每个纺丝泵104a-c泵送的热塑性聚合物的体积流速,以实现要包含在由喷丝头108纺丝的纤丝114中的热塑性聚合物的比率。调节由挤出机102a、102b、102c中的每个挤出的热塑性聚合物的体积流速调节纤丝114中热塑性聚合物的比率,这改变通过喷丝头108纺丝的纤丝114线束的总体颜色、色调和/或可染色特性。要包含在纤丝114中的热塑性聚合物的比率是指包含在纤丝114线束中的来自每个挤出机的颜色、色调和/或可染色特性的比率。纺丝的纤丝114的颜色、色调和/或可染色特性可以包括在第一挤出机102a中具有聚合物的颜色、色调和/或可染色特性的纤丝,在第二挤出机102b中具有聚合物的颜色、色调和/或可染色特性的纤丝,在第三挤出机102c中具有聚合物的颜色、色调和/或可染色特性的纤丝,和/或具有颜色、色调和/或可染色特性的纤丝,该颜色、色调和/或可染色特性来自挤出机102a、102b、102c的颜色、色调和/或可染色特性的混合。例如,纤丝114可以包括具有来自第一挤出机102a的热塑性聚合物的颜色、色调和/或可染色特性的第一组纤丝,具有来自第二挤出机102b的热塑性聚合物的颜色、色调和/或可染色特性的第二组长纤丝,具有来自第三挤出机102c的热塑性聚合物的颜色、色调和/或可染色特性的第三组纤丝,和/或具有颜色、色调和/或可染色特性的第四组纤丝,该颜色、色调和/或可染色特性是来自挤出机102a、102b和/或102c的颜色、色调和/或可染色特性的混合。例如,第四组中的至少部分纤丝可以具有为流的两种或更多种颜色和/或色调的混合的颜色和/或色调。另外或可替代地,第四组中的至少部分纤丝可沿着纤丝长度的不同部分和/或在沿着纤丝长度的每个部分内的至少一根纤丝的径向截面内具有不同的颜色和/或色调。例如,纤丝的长度的第一部分可以具有第一颜色,并且纤丝的长度的第二部分可以具有第二颜色。作为另一个实例,纤丝的长度的一部分可以具有是两种或更多种颜色的混合的颜色。并且,作为另一个实例,穿过纤丝长度的一部分的纤丝径向截面可具有与在纤丝长度的另一部分的纤丝径向截面不同的两种或更多种颜色和/或色调。当合在一起成为一根纱线时,纤丝组提供混合的颜色外观。
该系统100允许纤丝被制成具有比提供每种颜色或色调的挤出机数量更多的颜色和/或色调。例如,如果挤出机102a-102c各自具有染红色、蓝色和黄色的热塑性聚合物溶液,则这些热塑性聚合物的不同比率产生具有这些颜色和其组合的纤丝,如紫色、橙色和绿色。
例如,在一些实施方式中,每个纺丝泵104a-104c的速度至少为2RPM。并且,在某些实施方式中,每个纺丝泵104a-104c的最大速度是30RPM。然而,在其他实施方式中,每个纺丝泵的最大速度可能更高。如果其他过程控制相同,则增加纺丝泵104a-104c的RPM增加每根纤丝的线密度或纤度(例如,也称为“每纤丝旦数”、“每纤维旦数”或“DPF”)。
此外,可通过改变泵的速度来增加或减少每束纤丝的平均旦数。在一些实施方式中,一旦选择,根据一些实施方式,通过纺丝站106的喷丝头108纺丝的纤丝束的平均旦数是恒定的或变化不超过±5%。通过增加线束的平均旦数,纱线中线束的颜色明显更普遍。例如,可以增加向纺丝站提供至少一个熔融热塑性聚合物流的泵的速度,同时可以保持向纺丝站提供其他熔融热塑性聚合物流的泵的速度相同或使其降低,导致纱线具有以比其他流更高的速度泵送的流的更多颜色。在一些实施方式中,也可以根据某个频率和振幅来改变至少一个或多个泵的速度的增加或减少,从而产生与长度的其他部分具有不同颜色、色调和/或可染色特性的线束的长度的部分。
在一些实施方式中,指令还使得处理器110调节体积流速变化的时间,并因此调节纱线中的相应的旦数和/或颜色变化。例如,以下描述是针对由处理器110执行的一系列步骤。在步骤1,指令使得纺丝泵104a处于较高速度(例如,最大速度的50%),并且纺丝泵104b和104c处于较低速度(例如,各自处于最大速度的25%),持续初始x1秒(例如,x1是1秒、2秒、3秒、4秒、5秒、6秒、7秒、8秒等)。纺丝泵速度的特定组合被保持的时间量决定纱线中由纺丝泵速度的组合产生的特定颜色图案的长度。在初始x1秒之后,在步骤2,指令使得处理器110改变泵的速度,从而纺丝泵104a和104b处于较低速度(例如,最大速度的25%),并且纺丝泵104c处于较高速度(例如,最大速度的50%),持续x2秒。在一些实施方式中,x1=x2,并且在其他实施方式中,x1不同于x2。在步骤3,在经过x2秒之后,指令使处理器110改变泵的速度,使得纺丝泵104a和104c处于较低速度(例如,最大速度的25%),并且纺丝泵104b处于较高速度(例如,最大速度的50%),持续x3秒。再次,x3可以等于x1和/或x2。在其他实施方式中,x3可以不同于x1和/或x2。在x3秒之后,在步骤4,指令使处理器110改变泵的速度,使得纺丝泵104a、104b、104c处于相同的速度(例如,各自处于最大速度的33.33%)。重复上述顺序或其变化以在纱线中产生所需的颜色变化。
在另一示例性实施方式中,指令使处理器110随机化上述步骤以产生纱线中的随机颜色变化。例如,与处理器110相关联的内部时钟选择具有大于0的第一随机数并且到并包括y秒(例如,y可以是5秒、6秒、7秒、7.5秒、8秒、9秒、10秒等)的总定时器。然后,指令使得处理器110在以上步骤1-4中为x1、x2、x3和x4中的每个选择第二组随机数(例如,x1=2秒,x2=3秒,x3=1秒,x4=2秒)。当指令使处理器执行步骤1-4时,基于第一随机数(例如,y=7.5秒)的总计时器决定何时重置过程。在以上实施例中,当与总定时器相关联的时间过去时,指令使处理器110在X4=1.5秒处终止步骤4,并且从步骤1至步骤4重新开始过程步骤。在其他实施方式中,上述步骤1-4可以由处理器110以任意顺序执行。处理器还可随机化步骤1-4的顺序。在其他实施方式中,用于每个以上步骤的泵104a、104b、104c的速度被随机化。例如,在步骤1,指令使处理器110改变泵的速度,使得泵104a和104b处于随机的较低速度(例如,分别为最大速度的20%和最大速度的28%),纺丝泵104c处于较高的速度(例如,最大速度的52%)。
在一些实施方式中,指令还使得处理器110确定由每个纺丝泵104a、104b、104c泵送的每个热塑性聚合物的体积流速以实现期望的比率,并且基于体积流速的确定值来对纺丝泵104a、104b、104c生成指令。然而,在其他实施方式中,每个纺丝泵104a、104b、104c的体积流速可由另一处理器确定或以其他方式输入到系统100中。另外,在其他实施方式中,到纺丝泵104a、104b、104c的指令可由另一处理器产生或以其他方式输入到系统100中。
在一些实施方式中,将计算机可读指令存储在与处理器110电连通且设置在处理器附近(例如,在同一电路板上和/或在同一外壳中)的计算机存储器上。并且,在其他实施方式中,将计算机可读指令存储在与处理器电连通但远离处理器定位的计算机存储器上。在一些情况下,处理器110和存储器形成计算机设备,如下文描述的图10中所示的计算机设备。图10示出了包括处理器的示例性计算系统,其可以包括处理器110。例如,图10中的系统可以由系统100使用。
第一到第七方面中任一方面中的每根纤丝的径向截面形状可以与其他纤丝相同或不同,例如取决于纺丝各纤丝的喷丝头限定的开孔的形状。例如,纤丝可具有圆形、椭圆形、三叶形、狐狸形或其他合适的形状的径向截面。此外,纤丝可为实心的或限定至少一个中空空隙。类似地,喷丝头开口的尺寸可以相同或不同,这取决于每根纤丝所需的每纤丝旦数。
在一些实施方式中,由一个泵挤出的体积流速可相对于基线体积流速减少90%,基线体积流速为挤出的总体积流速除以每一纺丝站的泵的数目。并且,在一些实施方式中,假定热塑性聚合物在纺丝站中不会过热,则可以将体积流速降低至零。
图1中的歧管105是静态歧管,如蜂巢式或静态混合器。然而,在其他实施方式中,歧管可以是具有多个入口的动态歧管,入口与用于控制通过每个入口和出口的流动的阀流体连通。选择性地打开或关闭阀以调节热塑性聚合物流通过歧管的流动。例如,在一些实施方式中,动态歧管包括N个入口和至少N+1个出口,其中,每个入口与N个挤出机中的相应一个流体连通,并且至少一个入口经由在入口与出口之间延伸的通道与至少两个出口连通并且包括至少一个阀,该阀控制热塑性聚合物流在至少一个入口与至少两个出口之间的流动。图4A-4D示出了可用于本文所述并示于图1-3中的纺丝站的实例动态歧管800。如图所示,动态歧管具有入口810、812、813,并且每个入口810、812、813与每个泵801、802、803流体连通,泵与每个挤出机(未示出)流体连通。入口810通过通道815与出口820流体连通,入口812通过通道816与出口822流体连通并且通过通道817与出口824流体连通,以及入口813通过通道818与出口826流体连通。混合板865设置在动态歧管800与喷丝头850、860之间。混合板865限定两个通道865a、865b。通道865a的入口与出口820、822相邻,通道865b的入口与出口824、826相邻。通道865a的出口与进料喷丝头860相邻,通道865b的出口与进料喷丝头850相邻。
阀221、222分别设置在通道816和817内。选择性地打开和关闭阀221、222以调节热塑性聚合物流从泵802到出口822、824的流动。如图4A所示,阀221完全关闭并且阀222完全打开,这使得将来自泵802的聚合物流完全引导至出口824。因为出口824与出口826相邻并且这些出口824、826最终向喷丝头850进料,所以由喷丝头850纺丝的纤丝束870包括来自泵802和803的聚合物流。并且,因为出口822不接收来自泵802的任何聚合物,所以由喷丝头860纺丝的纤丝束880仅包括来自泵801的聚合物流。
如图4B所示,阀222完全关闭并且阀221完全打开,这使得聚合物流从泵802完全引导至出口822。因为出口822与出口820相邻并且这些出口822、820向喷丝头860进料,所以由喷丝头860纺丝的纤丝束880包括来自泵801和802的聚合物流。并且,因为出口824不接收来自泵802的任何聚合物,所以由喷丝头850纺丝的纤丝束870仅包括来自泵803的聚合物流。
如图4C所示,阀221、222完全打开,这使得来自泵802的聚合物流在出口822和824之间被分开。因此,由喷丝头860纺丝的纤丝束880包括来自泵801和802的聚合物流,并且由喷丝头850纺丝的纤丝束870包括来自泵802和803的聚合物流。然而,通过喷丝头860纺丝的来自泵802的聚合物流的量是通过图4B中的喷丝头860纺丝的量的一半,并且通过喷丝头850纺丝的来自泵802的聚合物流的量是通过图4A中的喷丝头850纺丝的量的一半。
如图4D所示,阀221、222完全关闭,这使得聚合物流不能从泵802到达出口822、824。在这种情况下,当阀221、222关闭时,纱线将不包括来自泵802的聚合物流的颜色和/或色调。
尽管图4A-4D示出了阀221、222完全打开或关闭,但阀221、222可部分打开/关闭以控制进料到喷丝头850、860的聚合物流的量。
在其他实施方式中,动态歧管中的其他入口可以具有在入口与多个出口之间的多于一个通道和通道内的阀以控制流到每个喷丝头的热塑性聚合物的体积流速。并且,在其他实施方式中,与多于一个通道连通的入口可包括入口内的一个阀,该阀控制热塑性聚合物流向与相应入口流体连通的通道的流动。
此外,系统100可以以至少2600米/分钟的速度运行,这比现有技术系统更快,因为每纤丝旦数在颜色变化期间不改变。可以基于期望的外观增大或减小速度。并且根据系统的操作参数,速度的变化可以不影响纱线的外观。
使用系统100生产的纤丝具有更好的耐磨性能,因为颜色和/或染料延伸通过整个纤丝。使染料延伸通过整个纤丝还改善了地毯中的割绒的外观。此外,系统100比现有技术系统更快且更便宜,因为每纤丝的平均旦数和/或每线束的平均旦数可以保持基本上恒定,并且泵104a-104c不必停止以允许所产生的纱线的颜色改变。通过避免在每次颜色变化时停止和开始的需要,系统100也产生更少的浪费。
各个实施方式还包括纱线,纱线包括多根纤丝。每根纤丝具有从外表面到其中心的颜色和/或色调,并且对于多根纤丝的至少一个子集,该子集内的每根纤丝的颜色和/或色调沿着纤丝的长度变化。例如,在一些实施方式中,多根纤丝具有至少第一组纤丝和第二组纤丝,其中,第一组纤丝在多根纤丝的径向截面具有第一颜色和/或色调,并且第二组纤丝在径向截面具有第二颜色和/或色调,并且第一颜色和/或色调不同于第二颜色。在一些实施方式中,纱线是膨化连续纤丝(BCF)纱线。纱线根据上述任何方法和/或通过上述任何系统制备。另外,一些实施方式包括地毯,地毯包括用该纱线制成的绒头。
各个实施方式进一步包括纱线,纱线包括具有至少第一组纤丝和第二组纤丝的多根纤丝。第一组纤丝在多根纤丝的径向截面具有第一颜色、色调和/或可染色特性,并且第二组纤丝在径向截面具有第二颜色、色调和/或可染色特性,并且第一颜色、色调和/或可染色特性不同于第二颜色、色调和/或可染色特性。在一些实施方式中,纱线是膨化连续纤丝(BCF)纱线。纱线可根据上述任何方法和/或通过上述任何系统制成。另外,一些实施方式包括地毯,地毯包括用该纱线制成的绒头。
另外,在一些实施方式中,具有变化颜色的地毯(如上文所描述的地毯)可由一种连续BCF纱线制成,而不是必须停止过程来切换具有不同颜色的纱线。
纱线可以是膨化连续纤丝(BCF)纱线,其可(1)在连续操作中挤出和拉伸,(2)在连续操作中挤出、拉伸和变形,(3)在一个步骤中挤出和卷绕,然后在另一个步骤中退绕、拉伸和变形,或(4)在一个或多个操作中挤出、拉伸和变形。
此外,在一些实施方式中,BCF纱线可用作例如地毯或服装中的纱线。
尽管图1中示出的系统具有三个挤出机和三个泵以及用于生产一种纤丝束的一个纺丝站,但是在其他实施方式中该系统可以按比率缩放以生产M根纱线,其中M是大于1的整数。系统允许通过改变与各挤出机流体连通和成对的纺丝泵的体积流速而改变各纱线中纤丝的颜色和/或色调,而不改变染料来源或不必向系统增加另外的挤出机。系统包括N个挤出机,其中N是大于1的整数,M个纺丝站,和处理器。N个挤出机各自包含具有彼此不同的颜色、色调和/或可染色特性的热塑性聚合物。M个纺丝站各自生产一种纱线并接收来自N个挤出机的熔融热塑性聚合物流。M个纺丝站中的每个包括至少一个喷丝头,通过该至少一个喷丝头由相应的纺丝站接收的至少两个熔融热塑性聚合物流以及用于相应的纺丝站的喷丝头上游的N个纺丝泵纺丝多根熔纺纤丝,其中每个纺丝泵与N个挤出机中的一个流体连通并且与N个挤出机中的一个配对。处理器与N*M纺丝泵电连通,并配置为执行计算机可读指令,指令使处理器调节由每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在由M个纺丝站的每个纺丝的M根纱线的每根中的热塑性聚合物的比率。
根据一些实施方式,M个比率中的至少两个比率不同。在其他实施方式中,所有的M比率是不同的。
例如,图2中的系统200包括三个挤出机202a-202c和两个纺丝站206a、206b。每个纺丝站206a、206b分别具有喷丝头208a、208b和一组纺丝泵204a1-204c1和204a2-204c2。纺丝泵204a1和204a2与挤出机202a配对。纺丝泵204b1和204b2与挤出机202b配对。并且,纺丝泵204c1和204c2与挤出机202c配对。特别地,第一纺丝站206a包括第一组纺丝泵204a1-204c1,并且第二纺丝站206b包括第二组纺丝泵204a2-204c2。第一组纺丝泵中的每个纺丝泵204a1-204c1与挤出机202a-202c之一流体连通,并且与挤出机202a-202c之一配对,并且与第一歧管205a、第一混合板207a和第一喷丝头208a流体连通。并且,第二组纺丝泵中的每个纺丝泵204a2-204c2与挤出机202a-202c之一流体连通,并且与挤出机202a-202c之一配对,并且与第二歧管205b、第二混合板207b和第二喷丝头208b流体连通。因此,通过第一组纺丝泵204a1-204c1由挤出机202a-202c泵送的热塑性聚合物通过第一喷丝头208a纺丝,并且通过第二组纺丝泵204a2-204c2由挤出机202a-202c泵送的热塑性聚合物通过第二喷丝头208b纺丝。相对于由同一喷丝头208a、208b纺丝的其他纤丝,通过每个喷丝头208a、208b纺丝的纤丝的每纤丝旦数可以相同或不同。并且,相对于由其他喷丝头208a、208b纺丝的纤丝,通过每个喷丝头208a、208b纺丝的纤丝的每纤丝旦数可以相同或不同。
在一些实施方式中,对于每个挤出机,期望保持恒定的通量或总体积流速。由每个挤出机202a-202c挤出的总体积流速是由与相应的挤出机202a-202c配对的纺丝泵204a1-204c2泵送的体积流速的总和。例如,由挤出机202a挤出的总体积流速是由纺丝泵204a1和204a2泵送的体积流速的总和。类似地,由挤出机202b挤出的总体积流速是由纺丝泵204b1和204b2泵送的体积流速的总和。并且,由挤出机202c挤出的总体积流速是由纺丝泵204c1和204c2泵送的体积流速的总和。然而,在其他实施方式中,与特定挤出机配对的每个泵的体积流速相对于与特定挤出机配对的其他泵的体积流速来说不受限制。
处理器210配置为执行计算机可读指令,指令使处理器210(1)调节由第一组纺丝泵的每个纺丝泵204a1-204c1泵送的热塑性聚合物的体积流速,以实现要包含在由第一纺丝站206a的第一喷丝头208a纺丝的第一纤丝束214a中的热塑性聚合物的第一比率,和(2)调节由第二组纺丝泵的每个纺丝泵204a2-204c2泵送的热塑性聚合物的体积流速,以实现要包含在由第二纺丝站206b的第二喷丝头208b纺丝的第二纤丝束214b中的热塑性聚合物的第二比率。在一些情况下,处理器210和存储器形成计算机设备,如下文描述的图10中所示的计算机设备。图10示出了包括处理器的示例性计算系统,其可以包括处理器210。例如,图10中的系统可以由系统200使用。
在一些实施方式中,待包括在每纤丝束214a、214b中的比率是不同的。
纤丝束214a、214b的颜色、色调和/或可染色特性可以包括具有在第一挤出机202a中的聚合物的颜色、色调和/或可染色特性的纤丝,具有在第二挤出机202b中的聚合物的颜色、色调和/或可染色特性的纤丝,具有在第三挤出机202c中的聚合物的颜色、色调和/或可染色特性的纤丝,和/或具有颜色、色调和/或可染色特性的纤丝,其为来自挤出机202a-202c的颜色、色调和/或可染色特性的混合。
通过每个喷丝头208a、208b纺丝的纤丝束的平均旦数是恒定的或变化不超过±5%。然而,通过第一纺丝站206a的第一喷丝头208a纺丝的纤丝的平均每纤丝旦数可不同于通过第二纺丝站206b的第二喷丝头208b纺丝的纤丝的平均每纤丝旦数。
在系统具有至少三个挤出机的一些实施方式中,将来自至少两个挤出机的热塑性聚合物流一起纺丝,但与来自至少一个其他挤出机的热塑性聚合物流分开纺丝。例如,图3A示出了与图1相似的实施方式,示出了三个挤出机302a-302c和三个纺丝泵304a-304c,不同的是纺丝站306包括两个喷丝头308a、308b、两个混合板307a、307b和两个歧管305a、305b。然而,在其他实施方式中,混合板可以是单片的和/或歧管可以是单片的。来自挤出机302a和302b的热塑性聚合物流分别被泵304a、304b泵送到歧管305a中,并且通过喷丝头308a纺丝到纤丝314a中。并且,来自挤出机302c的热塑性聚合物流通过泵304c被泵送到歧管305b中并且通过喷丝头308b被纺丝到纤丝314b。因此,纤丝束314a的颜色、色调和/或可染色特性可包括具有在第一挤出机302a中的聚合物的颜色、色调和/或可染色特性的纤丝,具有在第二挤出机302b中的聚合物的颜色、色调和/或可染色特性的纤丝,和/或具有为来自挤出机202a-202b的颜色、色调和/或可染色特性的混合的颜色、色调和/或可染色特性的纤丝。因此,纤丝束314a具有基于通过喷丝头308a纺丝的流的共混外观。并且,纤丝束314b的颜色、色调和/或可染色特性具有纤丝,该纤丝具有第三挤出机302c中的聚合物的颜色、色调和/或可染色特性。
根据一些实施方式,如果来自一个挤出机的热塑性聚合物在纺丝之前不与来自另一个挤出机的热塑性聚合物混合,如由图3A中的挤出机302c挤出的流,则由挤出机排出的热塑性聚合物的体积流速的变化可以基于但不限于聚合物的类型、喷丝头的毛细管的尺寸和/或形状、聚合物的温度、以及从所述喷丝头纺丝的纤丝的每纤丝旦数。体积流速大于零,并且可以变化,使得聚合物流通过喷丝头的流动是连续的并且支持连续纤丝的形成。
此外,如果泵304a和304b的体积流速总和保持基本恒定,并且如果泵304c的体积流速保持基本恒定,则用线束314a、314b制成的纱线的平均旦数可以保持基本恒定(例如,±5%变化)。但是,改变泵304a和304b的体积流速之和或改变由泵304c排出的体积流速可以改变纱线的平均旦数。
由图3A中的系统300生产的线束314a、314b可在纺丝过程之后通过牵拉设备360(其为多个导丝辊(godet))分开牵拉,假定线束314b中的纤丝不会因其每纤丝旦数、径向截面形状等受到破坏。例如,牵拉设备360是至少一个或多个导丝辊,但是在其他实施方式中,其还可以包括牵拉点定位器(draw point localizer)。
图3B示出了用于图3A中的纺丝系统的可选的后纺丝过程的示意图。这些可选的后纺丝过程增强了由每束纤丝314a、314b提供给纱线的颜色。当存在具有不同颜色和/或色调的两种或更多种纺丝纤丝束时,可以使用各过程。过程包括:(1)在纺丝之后且在牵拉过程之前或期间,将纺丝的纤丝与其他线束分开地结合在至少一个线束中,(2)在牵拉过程之后,将结合的纺丝纤丝与其他线束分开结合在至少一个线束中,以及(3)将变形且结合的纺丝的纤丝与其他线束分开地结合在至少一个线束中,并且将线束供给到混合凸轮(mixingcam)中,混合凸轮将线束供给到最终结合设备(tacking device)中,用于将线束结合在一起成为纱线。
如图3B所示,每线束纺丝纤丝314a和314b分别由结合设备315、325单独地结合。换言之,每线束314a、314b与其他线束物理地分开,并且仅将属于相应线束的纤丝结合在一起。结合设备315、325是空气缠结机。每隔6至155mm(例如,20至50mm)通过空气缠结进行结合。此外,结合设备315、325可以使用2至6巴的压力,但是压力可以随着纤丝数量的增加、每根纤丝的旦数的增加和/或纤丝生产速度的增加而增加。
结合设备315、325是空气缠结机,其使用室温空气来缠结纤丝。在其他实施方式中,结合设备包括例如加热的空气缠结机(例如,空气温度高于室温)或蒸汽缠结机。
结合的纤丝316和326的线束由牵拉设备360牵拉至最终纤度,牵拉设备360是多个导丝辊。根据一些实施方式,导丝辊各自以不同的速度转动。牵拉比通常是1.5至4.5。将每根纤丝牵拉至2至40纤度(或DPF)的纤度。牵拉后提供两线束拉伸的纺丝纤丝317、327。
当沿纱线391的轴向长度观察时,源自线束314a、314b的纤丝在纱线391中的位置比纤丝束314a、314b尚未单独地用结合设备315、325结合的情况更明显。
在替代实施方式(图3B中未示出)中,可以通过关闭或开启315、325的空气将空气缠结施加到一个或多个线束上。此外,在其他实施方式中,可以不断地或以开/关顺序施加空气,以获得期望的最终效果。
并且,在另一个实施方式中(图3B中未示出),在单独结合之前首先部分地拉伸纺丝纤丝束。在结合步骤之后,将纺丝的、结合的线束进一步拉伸至最终旦数。
接着,为了进一步增强纱线内各线束的颜色,各结合和牵拉的纤丝束317、327分别通过变形器371、372分别进行变形。在该步骤之后,提供变形的纤丝的线束318、328。
变形器371、372可以将空气、蒸汽、热、机械力或上述一种或多种的组合施加至纤丝以引起纤丝膨胀(或卷曲/收缩)。变形线束317、327以具有5-20%的膨胀(或卷曲或收缩)。当使用具有不同颜色和/或色调的线束时,变形单线束纤丝沿BCF纱线的轴向长度提供更明显的颜色和/或色调。经单独变形的纤丝趋于在制备BCF纱线的其余生产步骤期间更多地聚集在一起,这导致该纺丝纤丝束的颜色和/或色调沿BCF纱线的长度更显著。
接着,在结合设备380处进行最终结合之前,将变形的纤丝318、328提供给单独的颜色缠结过程。在该单独的颜色缠结过程中,将变形纤丝的线束318、328进料到单独的结合设备319、329,以单独结合各线束变形的纺丝纤丝。
结合设备319、329是空气缠结机,其使用以2巴至6巴压力施加的室温空气,例如,用于每15至155mm缠结纤丝。但压力可随着纤丝数目增加、每纤丝旦数增加和/或纤丝生产速度增加而增加。并且,在其他实施方式中,结合设备319、329包括例如加热的空气缠结机(例如,空气温度高于室温)或蒸汽缠结机。针对期望的特定外观,结合可以更频繁地进行。例如,通过更频繁的结合,纱线看起来不太松散并且颜色分离减少,这产生颜色混合更多的外观。
在用结合设备319、329单独地结合之后,将线束320、321引导至混合凸轮400。混合凸轮400将由结合设备319、329结合的线束相对于彼此定位,然后在最终结合设备380中结合在一起。混合凸轮400是圆柱形的并且具有限定多个凹槽的外表面,多个凹槽用于接收和引导变形的和结合的线束。
混合凸轮400可围绕其中心轴旋转或可保持静止。如果旋转,则混合凸轮400改变线束被呈递至结合设备380中的结合喷射器的一侧,这影响了线束(和其中的纤丝)如何相对于彼此分层。在一些实施方式中,位置随机变化。可改变旋转速度提供纱线391的不同的外观。例如,一个或多个线束320、321可以在线束320、321的一侧上具有第一颜色并且在线束320、321的另一侧上具有第二颜色,其中线束的这些侧被环周地间隔开但与同一径向平面相交。可能希望在地毯的一个区域中的地毯圈中的弧线的面向外的表面上具有第一颜色,并且在地毯的另一个区域中的地毯圈中的弧线的面向外的表面上具有第二颜色。旋转凸轮400可以围绕其轴线“翻转”一个或多个线束320、321,使得期望的颜色在纱线391的外表面的一部分上定向,使得期望的颜色在地毯圈中的弧的面向外部的表面上。地毯的所述部分的不期望的颜色被隐藏在环的面向内的表面上。凸轮400的旋转确保在环外部运行的纤丝由于特定的机械设备而改变,并且不一定在下游过程中自然发生。
当静止时,线束320、321的位置由混合凸轮400引导至最终结合设备380,但其相对位置不改变。在替代实施方式中,将线束320、321直接进料至结合设备380或者经由设置在中间结合设备319、329与结合设备380之间的结合引导件来进料。
然后,由混合凸轮400定位的结合变形线束320、321由结合设备380结合在一起形成BCF纱线391。该结合利用每12至80mm的空气缠结进行。
结合设备380是空气缠结机,其使用以2巴至6巴压力施加的室温空气,例如用于缠结纤丝。但压力可随着纤丝数目增加、每纤丝旦数增加和/或纤丝生产速度增加而增加。并且,在其他实施方式中,结合设备380包括例如热空气缠结机(例如,空气温度高于室温)或蒸汽缠结机。线束320、321结合并因此提供BCF纱线391,BCF纱线391包括平均24-360根纤丝,每根纤丝为2至40DPF。针对期望的特定外观,结合可以更频繁地进行。例如,通过更频繁的结合,纱线看起来不太松散并且颜色分离减少,这产生颜色混合更多的外观。
经由混合凸轮的该单独结合和引导的效果使得纱线中的颜色和/或色调更好地结构化和定位。当这种纱线用作例如簇绒地毯中的簇绒纱线时,纱线中有色线束的定位使得线束在最终地毯表面中更明显。颜色和/或色调在BCF纱线中的定位具有这样的效果,即所述颜色和/或色调可局部地多存在于向上取向的绒头的顶侧上,远离地毯底布,或隐藏在朝向地毯底布取向的绒头的下侧。效果是在地毯上提供非常生动且明显的颜色区域。
在图1-3B的实施方式中,每个混合板107、207a、207b、307a、307b限定单个通道,该单个通道接收流过混合板107、207a、207b、307a、307b上游的相应歧管105、205a、205b、305a、305b的所有熔融热塑性聚合物流。换言之,混合板107、207a、207b、307a、307b在流流过喷丝头108、208a、208b、308a、308b之前不分离熔融热塑性聚合物流。然而,在其他实施方式中,混合板可以包括用于分离或混合多个熔融热塑性聚合物流的多个通道。图4A-4D示出了具有两个通道865a、865b的混合板865,通道865a、865b由板865限定,板865从混合板865上游的歧管800接收熔融的热塑性聚合物流。每个通道865a、865b单独向喷丝头进料。因此,如果两种或更多种熔融热塑性聚合物流被接收到通道865a、865b中的一个中,则这两种或更多种流在相应的通道865a、865b中至少部分地混合。
类似于图4A-4D,图5示出了系统500,其包括限定穿过其中的两个通道507a、507b的混合板507。混合板507设置在静态歧管505与喷丝头508之间。通过泵504a将来自挤出机502a的熔融热塑性聚合物流泵送到歧管505中,歧管505将流进料到混合板的通道507a中,通道507a将流进料到喷丝头508。分别通过泵504b、504c将来自挤出机502b、502c的熔融热塑性聚合物流泵送到歧管505中,歧管505将流进料到混合板的通道507b中,通道507b将流进料到喷丝头508。因此,来自挤出机502a的流不与来自挤出机502b、502c的流在歧管505或混合板507中混合或纺丝在一起,但是来自挤出机502b、502c的流在通过喷丝头508纺丝之前在通道507b中至少部分地混合。
在第一到第七方面中任一个的一些实施方式中,每个线束中的纤丝的DPF相等。然而,在其他实施方式中,一个线束中的纤丝中的至少一些可以具有与线束中的其他纤丝不同的DPF。或者,在一些实施方式中,一个线束中的纤丝可具有与线束中的其他纤丝相同的DPF,但这些纤丝的DPF可不同于另一线束中的纤丝的DPF。并且,在一些实施方式中,线束中的纤丝数目相等。并且,在其他实施方式中,每个线束中的纤丝的数目可以不同。
实施例
图6示出了使用图1所示的系统100的颜色排序测试的结果。对于所述测试,挤出机102a具有品红色熔融尼龙,挤出机102b具有青绿色熔融尼龙,并且挤出机102c具有黄色熔融尼龙。泵104a、104b、104c以相同或不同的RPM操作以改变纤丝114的颜色。响应于RPM变化的纤丝颜色在小于10秒内变化。例如,当泵104a以全容量(例如,30RPM)操作并且泵104b和104c停止(0RPM)时,纤丝114为品红色,如A1所示。当泵104b以全容量(例如,30RPM)操作并且泵104a和104c停止(0RPM)时,纤丝114是青绿色的,如A2中所示。并且,当泵104c以全容量(例如,30RPM)操作并且泵104a和104b停止(0RPM)时,纤丝114为黄色,如A3中所示。当三个泵104a、104b、104c各以30%的容量(例如,每个9RPM)操作时,纤丝114是三种颜色的混合,如B所示。当泵104c以全容量的60%(例如,18RPM)操作,泵104a以30%的容量(例如,9RPM)操作,并且泵104b以10%的容量(例如,3RPM)操作时,纤丝114是三种颜色的混合,如C1所示。当泵104b以全容量的60%(例如,18RPM)操作,泵104c以30%的容量(例如,9RPM)操作,并且泵104c以10%的容量(例如,3RPM)操作时,纤丝114是三种颜色的混合,如C2所示。当泵104a以全容量的60%(例如,18RPM)操作,泵104b以30%的容量(例如,9RPM)操作,并且泵104c以10%的容量(例如,3RPM)操作时,纤丝114是三种颜色的混合混合物,如C3所示。当泵104b以全容量的60%(例如,18RPM)操作,泵104a以30%的容量(例如,9RPM)操作,并且泵104c以10%的容量(例如,3RPM)操作时,纤丝114是三种颜色的混合,如C4所示。当泵104b以全容量的60%(例如,18RPM)操作,泵104c以30%的容量(例如,9RPM)操作,并且泵104a以10%的容量(例如,3RPM)操作时,纤丝114是三种颜色的混合,如C5所示。并且,当泵104c以全容量的60%(例如,18RPM)操作,泵104b以30%的容量(例如,9RPM)操作,并且泵104a以10%的容量(例如,3RPM)操作时,纤丝114是三种颜色的混合,如C6中所示。
图7B示出了使用图1的系统生产的纱线卷。可以看到的,纱线的颜色在纱线的长度上变化,这是由于如以上关于图6描述的并且如在C1-C6中示出的颜色排序变化。然而,颜色比图7A所示的纱线混合得更多。图7A中的纱线使用具有与图7B的纱线中使用的聚合物的颜色相同颜色的相同聚合物并通过调节泵输出以调节纱线的颜色来制备,但是来自每个挤出机的熔融尼龙流通过单独的喷丝头彼此分开地纺丝。因此,通过将一种以上的聚合物流纺丝在一起,纱线具有混合更多的颜色。并且,图8示出了具有分别用图7B和7A中所示的BCF纱线制成的绒头的地毯1000、1002。
图9示出了根据以上关于图7A描述的系统制成的BCF纱线辊(标记为A1、B1、C1)与用图1的系统并且根据不同的泵速度比制成的那些BCF纱线辊(标记为A2、B2、C2)的比较。例如,在一个比较(A1-A2)中,泵比率是10:4:1(例如,每个挤出机的泵的速度改变为20:8:2RPM)。在另一个比较(B1-B2)中,泵比率是6:3:1(例如,每个挤出机的泵的速度改变为18:9:3RPM)。并且,在另一个比较(C1-C2)中,泵比率是4:1:1(例如,每个挤出机的泵的速度是20:5:5RPM)。
注意,当注意不同的或变化的颜色或色调时,至少以AE值1.0表示的颜色或色调差是优选的。甚至更好的是,差异或变化至少涵盖至少5.0或至少10.0的由AE表示的颜色或色调差异。AE是两种给定颜色的视觉感知变化的量度。
图10示出了可用于控制系统100的泵的示例性计算设备。如本文所使用的,“计算设备”或“计算机”可以包括多个计算机。计算机可以包括一个或多个硬件,如例如处理器1021、随机存取存储器(RAM)模块1022、只读存储器(ROM)模块1023、存储设备1024、数据库1025、一个或多个输入/输出(I/O)设备1026和接口1027。以上所列的所有硬件组件可能不是实践本文中所描述的方法所必需的。替换地和/或额外地,计算机可以包括一个或多个软件,如例如计算机可读介质,其包括用于执行与示例性实施方式关联的方法的计算机可执行指令。设想以上列出的硬件中的一个或多个可使用软件实现。例如,存储设备1024可以包括与一个或多个其他硬件组件相关联的软件分区。应当理解,以上列出的组件仅是示例性的并且不旨在是限制性的。
处理器1021可以包括一个或多个处理器,每个处理器配置为执行指令和处理数据以执行与用于产生至少一个纤丝束和/或至少一种纱线的计算机相关联的一个或多个功能。处理器1021可以通信地耦合到RAM1022、ROM1023、存储设备1024、数据库1025、I/O设备1026和接口1027。处理器1021可以配置为执行计算机程序指令的序列,以执行不同过程。计算机程序指令可以被加载到RAM 1022中以供处理器1021执行。
RAM 1022和ROM 1023可以各自包括用于存储与处理器1021的操作相关联的信息的一个或多个设备。例如,ROM 1023可以包括配置为访问和存储与计算机相关联的信息的存储器设备,信息包括用于识别、初始化和监控一个或多个部件和子系统的操作的信息。RAM 1022可包括用于存储与处理器1021的一个或多个操作相关联的数据的存储器设备。例如,ROM 1023可以将指令加载到RAM 1022中以供处理器1021执行。
存储器1024可包括配置为存储信息的任何类型的大容量存储设备,处理器1021可能需要执行与所公开的实施方式一致的过程。例如,存储设备1024可包括一个或多个磁盘和/或光盘设备,如硬盘驱动器、CD-ROM、DVD-ROM或任何其他类型的大容量介质设备。
数据库1025可包含协作以存储、组织、分类、过滤和/或安排由计算机和/或处理器1021使用的数据的一个或一个以上软件和/或硬件。例如,数据库1025可存储计算机可读指令,指令使处理器1021调节由每个纺丝泵泵送的热塑性聚合物的体积流速,以实现要包含在由至少一个喷丝头纺丝的纤丝中的热塑性聚合物的比率。设想数据库1025可以存储上面列出的信息之外的另外的和/或不同的信息。
I/O设备1026可以包括配置为与关联于计算机的用户通信信息的一个或多个组件。例如,I/O设备可包括具有集成键盘和鼠标的控制台以允许用户维护数字图像的数据库、数字图像的分析结果、度量等。I/O设备1026还可以包括显示器,显示器包括用于在监视器上输出信息的图形用户界面(GUI)。I/O设备1026还可以包括外围设备,如例如用于打印与计算机相关联的信息的打印机、用户可访问的磁盘驱动器(例如,USB端口、软盘、CD-ROM或DVD-ROM驱动器等)以允许用户输入存储在便携式媒体设备、麦克风、扬声器系统或任何其他合适类型的接口设备上的数据。
接口1027可包括配置为经由通信网络(如互联网、局域网、工作站对等网络、直接链路网络、无线网络或任何其他合适的通信平台)传送和接收数据的一个或多个组件。例如,接口1027可包括一个或多个调制器、解调器、复用器、解复用器、网络通信设备、无线设备、天线、调制解调器、以及被配置为实现经由通信网络的数据通信的任何其他类型的设备。
已经描述了不同实施方式。然而,应当理解,在不偏离描述的精神和范围的情况下,可以做出各种修改。因此,其他实施方式在所附权利要求的范围内。
本发明公开了材料、系统、设备、方法、组合物和组件,材料、系统、设备、方法、组合物和组件可以用于所公开的方法、系统和设备,可以与所公开的方法、系统和设备结合使用,可以用于所公开的方法、系统和设备的制备,或者是所公开的方法、系统和设备的产品。在本文中公开了这些和其他组分,并且要理解的是,在公开这些组分的组合、子集、相互作用、组等时,虽然可能未明确公开这些组分的每个各种单独的和集体的组合和排列的具体参考,但是本文明确地考虑和描述每个。例如,如果公开和讨论了设备的每个组合和排列,除非明确指出相反,否则具体设想可能的修改。同样地,也确切地设想和公开这些的任何子集或组合。此概念适用于本公开的所有方面,包括但不限于使用所公开的系统或设备的方法中的步骤。因此,如果存在可以进行的各种另外的步骤,应理解的是,这些另外的步骤中的每一个都可以用所公开的方法的任何具体方法步骤或方法步骤的组合来进行,并且每个这种组合或组合的子集被确切地考虑并且应被认为是所公开的。
本文中使用的术语仅用于描述具体实施方式的目的,而并非旨在限制本公开。本文使用的术语仅用于描述具体实施方式的目的,并不旨在限制本公开。如本文所用,单数形式“一个(a)”、“一种(an)”和“该(the)”旨在包括复数形式,除非上下文清楚地另有说明。还应理解,术语“包括(comprises)”和/或“包含(comprising)”在本说明书中使用时指定所陈述的特征、整数、步骤、操作、元件和/或组件的存在,但不排除存在或添加一个或多个其他特征、整数、步骤、操作、元素、组件和/或其组。
- 适用于锦纶丝条捻合粘胶短纤纱线的复合纱线的一浴染色方法
- 用于生产长丝束和/或纱线的系统和方法
- 适用于玻纤增强聚氨酯型材生产的自动质检系统及方法