一种毛纺生产质量全流程在线监测系统
文献发布时间:2023-06-19 09:58:59
技术领域
本发明设计纺织技术领域,尤其涉及一种毛纺生产质量全流程在线监测系统。
背景技术
中国是世界上最大的毛纺织品加工和出口国,已形成上下游产业链配套齐全的生产加工体系。经过几十年的发展,我国毛纺产业技术水平提升明显,国际竞争力显著增强,然而高质量、高效率以及一致性的毛纺纱线制造技术尚未完全突破。检测技术是先进制造的保障前提,对长流程毛纺生产尤为重要。
中国发明专利(CN1027704C)公开了一种毛型纤维纺纱的生产方法,此专利公布了两种工艺流程,一种工艺由和毛机、风机、和毛仓、喂毛箱、风机、连接器、梳理机、生条并和装置、二道梳理机和转杯纺纱机构成;另一种工艺由和毛机、风机、和毛仓、梳理机、生条并和装置、二道梳理机、转杯纺纱机构成。两种工艺均可提高毛纺质量并可以充分利用低级毛和毛纺下脚纺纱。但是生产率比较低,不能实时监测生产过程中的质量问题并且没有利用物联网对生产线进行实时优化追踪。
中国发明专利(CN110956393A)公开了一种纱线质量追溯系统,该发明是通过在纺纱流程的各道工序中加入带有编码的条形码,实现成纱各流程中的产品的质量的直接追溯,从而在后道织物中及时发现由于纱线原因造成的布面疵点或者实现对织物后道染色中的横档的成因分析,引入了物联网技术,更好的加强纺织企业纱线质量追踪管理。但是该发明不能实时监测生产过程中的质量问题,不能及时处理故障。
发明内容
针对现有技术发明提供一种毛纺生产质量全流程在线监测系统,通过实时监测染色、和毛、梳毛、络筒、并线、加捻等各工序的质量,可以实时掌握各工序的质量情况。
为了解决上述技术问题,本发明一方面通过下述方案得以解决:
一种毛纺生产质量全流程在线监测系统,包括监控层、网络层和应用展示层,所述监控层连接所述网络层,所述网络层连接所述应用展示层,其中,所述监控层包括以下流程进行监测:
将原材料羊绒贴上条形码,通过条形码扫描仪扫描条形码并记录羊绒的批次,利用温度检测仪测量羊绒的回潮率,然后进行染色,经过染色之后,利用工业摄像头检测染色后羊绒的纤维颜色;染色后羊绒由AGV小车传送到自动和毛机上;并在自动和毛机上通过工业摄像头、细度测量仪检测毛纺的纤维长度以及纤维细度,自动和毛机上完成得到毛纺;然后通过AGV小车送入储毛仓中存储;梳毛机毛斗自动感应喂入原料高度,自动储毛原料自动喂入梳毛机毛斗,其中,所述梳毛机上设置有支数测量仪、工业摄像头检测毛纺的出条支数以及毛网的均匀度;梳毛工序后得到的毛纺通过AGV小车送入到所述细纱工序,所述细纱工序在细纱机上完成,其中,所述细纱机安装了纱线智能检测头和在线条干仪检测纱线的断头率以及纱线条干;细纱机与络筒机通过细落联相互连接,络筒工序自动接受细纱机输送的纱穗,通过自动装置后送入各络筒单元,所述络筒机中设置了上纱和下纱传感器以及SmartCycle智能循环和Eco pack FX,用于检测不同强度的上纱头和下纱头;并线机通过空中悬挂链与络筒机对接,所述空中悬挂链将纱线运输到所述并线机上,其中,所述并线机上安装张力传感器,实现对纱线张力的测量;所述并线工序完成后,并线机自动落纱,并输送到并线机一端,与空中悬挂链对接;所述的加捻工序包括加捻机,加捻机通过空中悬挂链与并线机对接,并线机完成的纱筒通过空中悬挂链挂到所述加捻机上,纱线在加捻机上完成加捻,其中,所述加捻机通过工业摄像头和支数测量仪检测纱线形状、色差、凹/凸边以及出支条数;所述加捻工序完成后,通过AGV小车将其运送至包装工序中。
所述网络层包括OPC UA协议,所述网络层对和毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序上传的数据进行采集、处理和监视控制并上传至应用展示层;所述应用展示层展示网络层处理后得到和毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序的机器运行状态、工艺参数和产量存储信息。
进一步地,所述染色工序、和毛工序、储毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序上均设置有工业摄像头,所述工业摄像头实时监测染色工序、和毛工序、储毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序并将监测的数据通过以太网上传至网络层。
进一步地,所述和毛工序包括自动和毛机、所述梳毛工序包括梳毛机、所述细纱工序包括细纱机、所述络筒工序包括络筒机、所述并线工序包括并线机、所述加捻工序包括加捻机。
进一步地,所述自动和毛机、梳毛机、细纱机、络筒机、并线机、加捻机均通过以太网将运行状态、工艺参数、产量上传至所述网络层。
进一步地,所述自动和毛机、梳毛机、细纱机、络筒机、并线机、加捻机均通过路由器/交换器与网络层相连。
进一步地,所述网络层还包括数据互联互通及网络传输。
进一步地,所述网络层通过5G上传至应用展示层。
进一步地,终端包括APP应用、B/S客户端、集控中心、看板、手机客户端。
本发明的有益效果:
1.本发明的一种毛纺生产质量全流程在线监测系统及方法,实现了基于物联网的智能化毛纺全流程品质在线监测。
2.本发明的一种毛纺生产质量全流程在线监测系统及方法,实现了散纤维染色-和毛-梳毛-细沙-络筒-并线-加捻毛纺全流程的纺纱物化参数实时精确检测,通过整套在线监测系统,能及时发现麻烦生产过程中出现的故障,并能实时报警,及时处理故障,提高了毛纺生产的效率与质量。
3.本发明的一种毛纺生产质量全流程在线监测系统及方法,利用了OPC UA协议实现统一的数据采集与监控系统平台,能够对海量多源异构数据的采集、处理、转发和监视控制。
附图说明
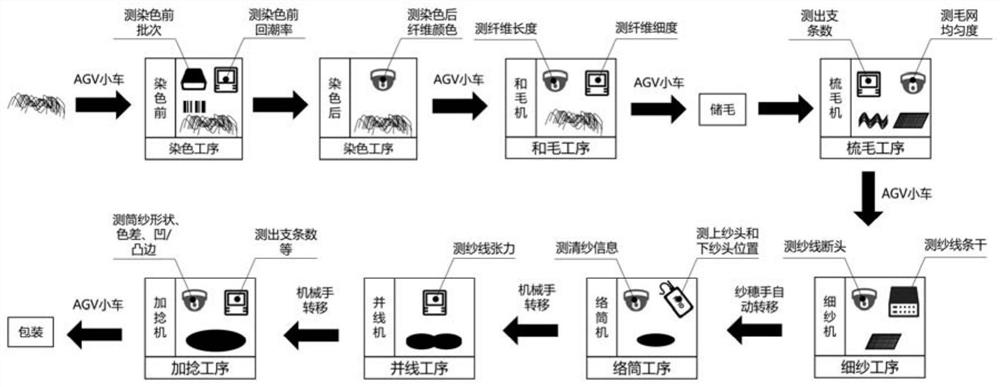
图1是本发明的毛纺生产流程及质量在线检测示意图。
图2是本发明的流程结构框图。
图3是本发明的的质量处理步骤流程图。
具体实施方式
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。在下面的描述中,提供诸如具体的配置和组件的特征细节仅仅是为了帮助全面理解本发明的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本发明的范围和精神。另外,为了清楚和简洁,省略了对已知功能和构造的描述。
应理解,说明书通篇中提到的“一个实施例”或“一实施例”意味着与实施例有关的特定特征、结构或特性包括在本发明的至少一个实施例中。因此,在整个说明书各处出现的“在一个实施例中”或“在一实施例中”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
在本发明的各种实施例中,应理解,下述各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
应理解,本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
在本申请所提供的实施例中,应理解,“与A相应的B”表示B与A相关联,根据A可以确定B。但还应理解,根据A确定B并不意味着仅仅根据A确定B,还可以根据A和/或其它信息确定B。
本发明提供一种毛纺生产质量全流程在线监测系统。
如图1-3所示,
一种毛纺生产质量全流程在线监测系统,其特征在于:包括监控层、网络层和应用展示层,所述监控层连接所述网络层,所述网络层连接所述应用展示层,其中,所述监控层包括以下流程进行监测:
将原材料羊绒贴上条形码,通过条形码扫描仪扫描条形码并记录羊绒的批次,利用温度检测仪测量羊绒的回潮率,然后进行染色,经过染色之后,利用工业摄像头检测染色后羊绒的纤维颜色;染色后羊绒由AGV小车传送到自动和毛机上;并在自动和毛机上通过工业摄像头、细度测量仪检测毛纺的纤维长度以及纤维细度,自动和毛机上完成得到毛纺;然后通过AGV小车送入储毛仓中存储;梳毛机毛斗自动感应喂入原料高度,自动储毛原料自动喂入梳毛机毛斗,其中,所述梳毛机上设置有支数测量仪、工业摄像头检测毛纺的出条支数以及毛网的均匀度;梳毛工序后得到的毛纺通过AGV小车送入到所述细纱工序,所述细纱工序在细纱机上完成,其中,所述细纱机安装了纱线智能检测头和在线条干仪检测纱线的断头率以及纱线条干;细纱机与络筒机通过细落联相互连接,络筒工序自动接受细纱机输送的纱穗,通过自动装置后送入各络筒单元,所述络筒机中设置了上纱和下纱传感器以及SmartCycle智能循环和Eco pack FX,用于检测不同强度的上纱头和下纱头;并线机通过空中悬挂链与络筒机对接,所述空中悬挂链将纱线运输到所述并线机上,其中,所述并线机上安装张力传感器,实现对纱线张力的测量;所述并线工序完成后,并线机自动落纱,并输送到并线机一端,与空中悬挂链对接;所述的加捻工序包括加捻机,加捻机通过空中悬挂链与并线机对接,并线机完成的纱筒通过空中悬挂链挂到所述加捻机上,纱线在加捻机上完成加捻,其中,所述加捻机通过工业摄像头和支数测量仪检测纱线形状、色差、凹/凸边以及出支条数;所述加捻工序完成后,通过AGV小车将其运送至包装工序中。
所述网络层包括OPC UA协议,所述网络层对和毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序上传的数据进行采集、处理和监视控制并上传至应用展示层;所述应用展示层展示网络层处理后得到和毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序的机器运行状态、工艺参数和产量存储信息。
进一步地,所述染色工序、和毛工序、储毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序上均设置有工业摄像头,所述工业摄像头实时监测染色工序、和毛工序、储毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序并将监测的数据通过以太网上传至网络层。
进一步地,所述染色工序包括条形码扫描仪、温度检测仪,所述和毛工序包括自动和毛机、细度测量仪,所述梳毛工序包括梳毛机、支数测量仪,所述细纱工序包括细纱机、纱线智能检测头和在线条干仪,所述络筒工序包括络筒机、上纱和下纱传感器以及SmartCycle智能循环和Eco pack FX,所述并线工序包括并线机、张力传感器,所述加捻工序包括加捻机、支数测量仪。
进一步地,所述自动和毛机、梳毛机、细纱机、络筒机、并线机、加捻机均连接以太网并通过以太网将所述自动和毛机、梳毛机、细纱机、络筒机、并线机、加捻机的运行状态、工艺参数、产量上传至所述网络层。
进一步地,所述自动和毛机、梳毛机、细纱机、络筒机、并线机、加捻机均通过路由器/交换器与网络层相连。
进一步地,所述网络层还包括数据互联互通及网络传输。
进一步地,所述网络层通过5G上传至应用展示层。
进一步地,终端包括APP应用、B/S客户端、集控中心、看板、手机客户端。
本发明毛纺生产质量全流程在线监测方法如下,
监控层包括以下步骤进行监测:
染色工序:将原材料羊绒贴上条形码,通过条形码扫描仪扫描条形码并记录羊绒的批次,利用温度检测仪测量羊绒的回潮率,然后进行染色,经过染色之后,利用工业摄像头检测染色后羊绒的纤维颜色,其中,条形码扫描仪扫描的条形码和批次以及温度检测仪测量羊绒的回潮率的数据均上传至网络层;
和毛工序;所述和毛工序包括自动和毛机,染色后羊绒由AGV小车传送到自动和毛机上;并在自动和毛机上完成得到毛纺,然后通过工业摄像头、细度测量仪检测毛纺的纤维长度以及纤维细度,其中自动和毛机的运行状态、工艺参数、细度测量仪检测毛纺的纤维长度以及纤维细度的数据均上传至网络层;
储毛工序;检测毛纺的纤维长度以及纤维细度后通过AGV小车送入储毛仓中;
梳毛工序所述,梳毛工序包括梳毛机,储毛仓中的毛纺进入所述梳毛机中进行梳毛工序,其中,所述梳毛机上设置有支数测量仪、工业摄像头检测毛纺的出条支数以及毛网的均匀度,其中,梳毛机的运行状态、工艺参数和支数测量仪以及工业摄像头检测毛纺的出条支数以及毛网的均匀度的数据均上传至网络层;
细纱工序;梳毛工序后得到的毛纺通过AGV小车送入到所述细纱工序,所述细纱工序包括细纱机上,所述毛纺经细纱机得到纱线,其中,所述细纱机安装了纱线智能检测头和在线条干仪检测纱线的断头率以及纱线条干,此外,细纱机的运行状态、工艺参数;纱线智能检测头和在线条干仪检测纱线的断头率以及纱线条干的数据均上传至网络层。
络筒工序;所述络筒工序包括络筒机,所述络筒机接受所述细纱机输送的纱线,并在络筒机上完成,其中,所述络筒机中设置了上纱和下纱传感器以及SmartCycle智能循环和Eco pack FX,用于检测不同强度的上纱头和下纱头,其中,络筒机的运行状态、工艺参数,上纱和下纱传感器以及SmartCycle智能循环和Eco pack FX,检测不同强度的上纱头和下纱头等数据均上传至网络层;
并线工序;所述并线工序包括并线机,并线机通过空中悬挂链与络筒机对接,所述空中悬挂链将纱线运输到所述并线机上,并在并线机上完成,其中,所述并线机上安装张力传感器,实现对纱线张力的测量;所述并线工序完成后,并线机自动落纱,并输送到并线机一端,与空中悬挂链对接,其中,并线机的运行状态、工艺参数,张力传感器对纱线张力的测量数据均上传至网络层;
加捻工序;所述的加捻工序包括加捻机,加捻机通过空中悬挂链与并线机对接,并线机完成的纱筒通过空中悬挂链挂到所述加捻机上,纱线在加捻机上完成加捻,其中,所述加捻机通过工业摄像头和支数测量仪检测纱线形状、色差、凹/凸边以及出支条数;所述加捻工序完成后,通过AGV小车将其运送至包装工序中;其中,加捻机的运行状态、工艺参数,工业摄像头和支数测量仪检测纱线形状、色差、凹/凸边以及出支条数的数据均上传至网络层。
所述网络层包括OPC UA协议,所述OPC UA协议对染色工序、和毛工序、储毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序上传的数据进行采集、处理、转发和监视控制并上传至应用展示层;所述应用展示层展示网络层处理后得到的染色工序、和毛工序、储毛工序、梳毛工序、细纱工序、络筒工序、并线工序、加捻工序的运行状态、工艺参数和产量存储信息。
由此本发明通过监测系统包括监控层、网络层和应用展示层,所述监控层将监测的数据上传至网络层,所述网络层将监测的数据进行采集、处理、转发和监视控制并上传至应用展示层,所述应用展示层将网络层采集、处理、转发和监视控制的数据进行展示,从而监控层通过向散纤维染色-和毛-梳毛-细沙-络筒-并线-加捻毛纺全流程的纺纱物化参数实时精确检测,并通过网络层构建兼容各种检测仪器的毛纺生产质量监控工业物联网络,形成基于工业物联网的智能化毛纺全流程品质在线监测系统。在通过应用展示层可以实时掌握各工序的质量情况,及时发现毛纺生产过程中出现的故障,并能实时报警,及时处理故障。
由此本发明通过向散纤维染色-和毛-梳毛-细沙-络筒-并线-加捻毛纺全流程的纺纱物化参数实时精确检测技术,构建兼容各种检测仪器的毛纺生产质量监控工业物联网络,形成基于工业物联网的智能化毛纺全流程品质在线监测系统。可以实时掌握各工序的质量情况,及时发现毛纺生产过程中出现的故障,并能实时报警,及时处理故障。
最后应该说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前叙述实施对本发明进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
- 一种毛纺生产质量全流程在线监测系统
- 一种毛纺生产质量全流程在线监测系统