锂二次电池用电极和锂二次电池
文献发布时间:2023-06-19 12:24:27
技术领域
本发明涉及锂二次电池用电极和锂二次电池。
背景技术
以往,在能够再充电的二次电池的领域,铅电池、镍-镉电池、镍-氢电池等水溶液类电池是主流。但是,随着电气设备的小型化、轻量化的发展,具有高能量密度的锂二次电池受到关注,其研究、开发和商品化被迅速地推进。另一方面,为了应对全球变暖和燃料枯竭的问题,各汽车制造商开发了电动汽车(EV)或利用电动机对驱动的一部分进行辅助的混合动力汽车(HEV),作为其电源,要求高容量且高输出的二次电池。作为符合这样的要求的电源,使用了具有高电压的非水溶液类的锂二次电池。特别是方形锂二次电池,组件化时的体积效率优异,因此,对作为HEV用或者EV用的方形锂二次电池的开发的期待很高。
在HEV用途的锂二次电池中,为了对电动机驱动进行辅助,需要从电池供给大电流,要求放电时的电压下降低(内部电阻低)。
作为现有技术,在专利文献1中公开了用于制作放电容量大且不易产生正负极间的短路等问题的非水电解质电池的正极体、和使用该正极体的非水电解质电池。专利文献1中的电池的正极体是具有内部层和外部层的双层结构。通过使内部层的空隙率高于外部层的空隙率,能够抑制电池的内部短路,具有安全性提高的效果。
专利文献2中公开了能够实现电池的高容量化并且得到高输出的电极结构。专利文献2中的电池的电极是具有内部层和外部层的双层结构。通过使内部层的空隙率高于外部层的空隙率,能够在内部层增加电解质的保持量,能够实现电池的高容量化和高输出化。
现有技术文献
专利文献
专利文献1:日本特开2010-160987号公报
专利文献2:日本特开2011-9203号公报
发明内容
发明要解决的技术问题
专利文献1和2中的电极是具有空隙率低的外部层和空隙率高的内部层的双层结构的电极。利用这样的双层结构,能够实现防止内部短路和高容量化、高输出化,但是,当提高内部层整体的空隙率时,体积密度会变低。此外,电极的电子传导率有可能性降低。
因此,本发明的目的在于,提供电解液的保持量多、具有高输出,同时能够确保体积密度、并抑制电子传导率的降低的锂二次电池用电极和使用该电极的锂二次电池。
用于解决技术问题的手段
本发明的发明人发现,通过使设置在电极箔上的合剂层由电极箔上的内部层和进一步位于表面侧的表面层构成,并使内部层的平均空隙率高于表面层的平均空隙率,能够确保体积密度和反应,并在内部层内形成贮存电解液的空间。此外发现,通过在内部层的厚度方向的中途位置设置空隙率低的中层,能够确保高空隙率的内部层中的电子的迁移率,从而完成了发明。
即,本发明的锂二次电池用电极具有电极箔和设置在所述电极箔上的含有活性物质的合剂层,所述锂二次电池用电极的特征在于,所述合剂层具有:设置在所述电极箔上的内部层;和在所述合剂层的厚度方向上位于比所述内部层靠表面侧的位置的表面层,所述内部层的平均空隙率高于所述表面层的平均空隙率,所述内部层在所述内部层的厚度方向的中途位置具有空隙率比两侧的空隙率低的中层。
此外,本发明的锂二次电池的特征在于,包括:电池容器;在所述电池容器内隔着隔膜配置的、由上述的锂二次电池用电极构成的正极电极和负极电极;和被注入到所述电池容器内的电解液。
本说明书包含作为本申请的优先权的基础的日本特许申请号2019-037399号的公开内容。
发明效果
采用本发明,电解液容易向电极的内部层渗透,能够在内部层形成保持电解液的空间,从而能够确保足够的Li离子的量。因此,Li离子迁移的响应性提高,能够降低直流电阻(DCR),能够实现锂二次电池的高输出化。此外,通过在内部层中形成高密度的中层,能够维持低空隙率的内部层的电子传导率。上述以外的技术问题、特征和效果通过下面的实施方式的说明将会明确。
附图说明
图1是表示作为本发明的锂二次电池的一个实施方式的锂方形二次电池的外观立体图。
图2是锂方形二次电池的分解立体图。
图3是表示将电极卷绕组的一部分展开后的状态的分解立体图。
图4是作为本发明的锂二次电池用电极的一个实施方式的正极电极的截面图。
具体实施方式
下面,基于实施方式对本发明进行详细说明。
图1是表示本发明的锂二次电池的一个实施方式的外观立体图,具体而言,表示锂方形二次电池。此外,图2是锂方形二次电池的分解立体图。
锂方形二次电池100包括电池壳1和电池盖6。电池壳1具有侧面和底面1d,在其上方具有开口部1a,其中,上述侧面包括:面积相对较大的一对相对的宽幅侧面1b;和面积相对较小的一对相对的窄幅侧面1c。
在电池壳1内,隔着绝缘保护膜2收纳有卷绕组3,电池壳1的开口部1a被电池盖6密封。电池盖6为大致矩形平板状,以将电池壳1的上方的开口部1a封闭的方式被焊接从而将电池壳1密封。在电池盖6上设置有正极外部端子14和负极外部端子12。经由正极外部端子14和负极外部端子12对卷绕组3充电,并对外部负载供给电力。在电池盖6上一体地设置有气体排出阀10,当电池容器内的压力上升时,气体排出阀10开裂从而将气体从内部排出,电池容器内的压力减小。由此,能够确保锂方形二次电池100的安全性。
卷绕组3呈扁平形状卷绕,具有:截面为半圆形状的彼此相对的一对弯曲部;和在该一对弯曲部之间连续地形成的平面部。卷绕组3以卷绕轴方向沿着电池壳1的宽度方向的方式,从一个弯曲部侧插入到电池壳1内,另一个弯曲部侧配置在上部开口侧。
卷绕组3的正极电极箔露出部34c经由正极集电板44与设置在电池盖6上的正极外部端子14电连接。此外,卷绕组3的负极电极箔露出部32c经由负极集电板24与设置在电池盖6上的负极外部端子12电连接。从而,可经由正极集电板44和负极集电板24从卷绕组3向外部负载供给电力,并且可经由正极集电板44和负极集电板24向卷绕组3供给外部发电电力从而充电。
为了将正极集电板44和负极集电板24、以及正极外部端子14和负极外部端子12,分别与电池盖6电绝缘,在电池盖6上设置有垫片(gasket)5和绝缘板7。此外,在从注液口9向电池壳1内注入电解液后,通过激光焊接在电池盖6上接合注液栓11从而将注液口9密封,将锂方形二次电池100密闭。
在此,作为正极外部端子14和正极集电板44的形成材料,例如可以列举铝合金,作为负极外部端子12和负极集电板24的形成材料,例如可以列举铜合金。此外,作为绝缘板7和垫片5的形成材料,例如可以列举聚对苯二甲酸丁二醇酯、聚苯硫醚、全氟烷氧基氟树脂等具有绝缘性的树脂材料。
此外,在电池盖6上,穿设有用于向电池容器内注入电解液的注液口9,该注液口9在向电池容器内注入电解液后由注液栓11密封。在此,作为向电池容器内注入的电解液,例如可以使用在碳酸亚乙酯等碳酸酯类的有机溶剂中溶解六氟磷酸锂(LiPF
正极外部端子14、负极外部端子12具有与母线(bus bar)等焊接接合的焊接接合部。焊接接合部具有从电池盖6向上方突出的长方体的块形状,具有下表面与电池盖6的表面相对、且上表面在规定高度位置与电池盖6平行的结构。
正极连接部14a和负极连接部12a具有分别从正极外部端子14和负极外部端子12的下表面突出且前端能够插入到电池盖6的正极侧贯通孔46和负极侧贯通孔26中的圆柱形状。正极连接部14a、负极连接部12a贯穿电池盖6,分别突出至比正极集电板44、负极集电板24的正极集电板基部41、负极集电板基部21靠电池壳1的内部侧的位置,前端被铆接,将正极外部端子14、负极外部端子12与正极集电板44、负极集电板24一体地固定在电池盖6上。在正极外部端子14、负极外部端子12与电池盖6之间,设置有垫片5,在正极集电板44、负极集电板24与电池盖6之间设置有绝缘板7。
正极集电板44、负极集电板24具有:与电池盖6的下表面相对地配置的矩形板状的正极集电板基部41、负极集电板基部21;和在正极集电板基部41、负极集电板基部21的侧端被折弯,沿着电池壳1的宽幅面向底面侧延伸,以与卷绕组3的正极箔露出部34c、负极箔露出部32c相对地重叠的状态连接的正极侧连接端部42、负极侧连接端部22。在正极集电板基部41、负极集电板基部21上,分别形成有供正极连接部14a、负极连接部12a插通的正极侧开口孔43、负极侧开口孔23。
在所述卷绕组3的周围,以沿着卷绕组3的扁平面的方向且与卷绕组3的卷绕轴方向正交的方向为中心轴方向,卷绕有绝缘保护膜2。绝缘保护膜2例如由PP(聚丙烯)等合成树脂制的一张片材或多个膜部件构成,具有能够以与卷绕组3的扁平面平行的方向且与卷绕轴方向正交的方向为卷绕中心进行卷绕的长度。
图3是表示将电极卷绕组的一部分展开后的状态的分解立体图。卷绕组3通过将负极电极32和正极电极34以在它们之间隔着隔膜33、35的方式呈扁平状卷绕而构成。卷绕组3最外周的电极为负极电极32,进一步在其外侧卷绕隔膜33、35。隔膜33、35具有将正极电极34与负极电极32之间绝缘的作用。
负极电极32的涂敷有负极合剂层32b的部分在宽度方向上大于正极电极34的涂敷有正极合剂层34b的部分,由此,涂敷有正极合剂层34b的部分构成为必然被涂敷有负极合剂层32b的部分夹着。正极电极箔露出部34c、负极电极箔露出部32c在平面部分被归拢在一起而通过焊接等连接。隔膜33、35在宽度方向上比涂敷有负极合剂层32b的部分宽,但是在正极电极箔露出部34c、负极电极箔露出部32c卷绕在端部的金属箔面露出的位置,因此,不会成为进行归拢并焊接时的妨碍。
正极电极34在作为正极集电体的正极电极箔34a的两面设置有具有正极合剂的正极合剂层34b,在正极电极箔34a的宽度方向一侧的端部,设置有未形成正极合剂层34b的正极电极箔露出部34c。
负极电极32在作为负极集电体的负极电极箔(未图示)的两面设置有具有负极合剂的负极合剂层32b,在负极电极箔的宽度方向另一侧的端部,设置有未形成负极合剂层32b的负极电极箔露出部32c。
正极电极箔露出部34c和负极电极箔露出部32c是电极箔的金属面露出的区域,以配置在卷绕轴方向的一侧和另一侧的位置的方式卷绕。作为轴芯,例如可以使用将弯曲刚度比正极电极箔34a、负极电极箔、隔膜33、35的弯曲刚度都高的树脂片卷绕而得到的轴芯等。
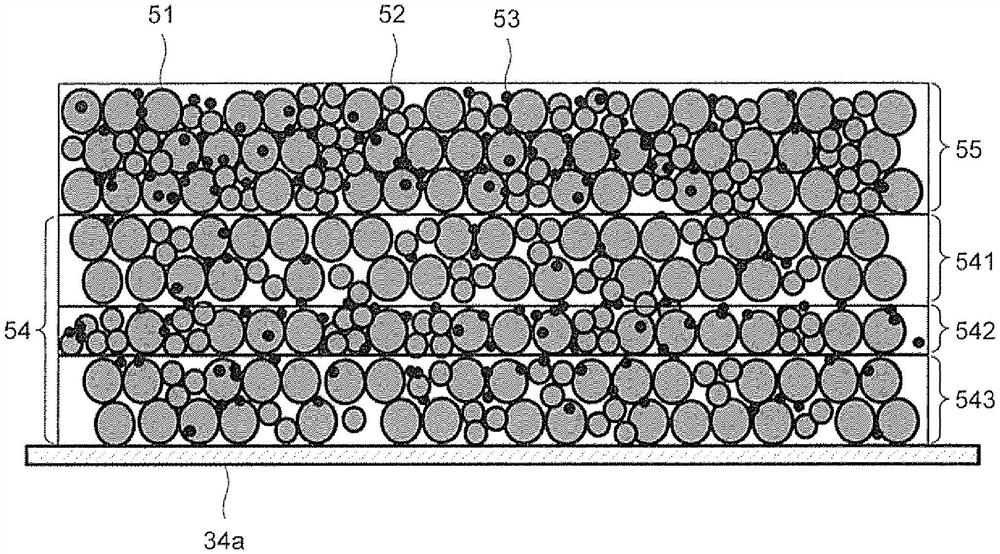
图4是作为本发明的锂二次电池用电极的一个实施方式的正极电极的截面图。如图4所示,正极合剂层具有:设置在正极电极箔34a上的内部层54;和在正极合剂层的厚度方向上位于比内部层54靠表面侧的位置的表面层55。各个层包含:粒径不同的至少2种活性物质,即正极活性物质(大)51和正极活性物质(小)52;和导电助剂53。在此,正极活性物质(大)51和正极活性物质(小)52的“粒径”是指利用激光衍射散射法测量的粒径D50。优选正极活性物质(大)51的粒径D50为10μm以上15μm以下,正极活性物质(小)52的粒径D50为4.5μm以上6.5μm以下的范围内,但是并不限于此。
在本实施方式中,内部层54从靠近表面层55的一侧起,由上层541、中层542和下层543这3个层构成。而且,设置在内部层54的厚度方向上的中途位置的中层542,与位于其两侧的上层541和下层543相比,空隙率低。在此,空隙率是指,以百分率表示各个层的截面中的、活性物质的颗粒没有横穿该截面的间隙区域(空隙)的面积比例,可以通过利用光学显微镜进行的正极合剂层的截面观察等求取。在求取空隙率时,选择在计算空隙率的截面中出现至少100个活性物质颗粒的截面那样的、足够大的面积的截面。此外,使得在选择的截面中包含计算空隙率的层的、厚度方向的整体。通过在内部层54的厚度方向的中途位置形成空隙率相对低的(密度高的)中层542,能够维持内部层54的电子传导率。
此外,在本实施方式中,构成为内部层54的平均空隙率高于表面层55的平均空隙率。在此,所谓平均空隙率,在像内部层54那样具有多个层(上层541、中层542和下层543)的情况下,是指上层541、中层542和下层543各自的空隙率的平均值。在像表面层55那样由一个层构成的情况下,表面层55的平均空隙率与表面层55的空隙率的值一致。通过使内部层54的空隙率高于表面层55的空隙率,电解液容易向内部层54渗透,能够在内部层54形成保持电解液的空间,从而能够确保充分的Li离子的量。因此,Li离子迁移的响应性提高,能够降低直流电阻(DCR),能够实现锂二次电池的高输出化。
表面层55的平均空隙率优选为10%以上且小于30%,更优选为15%以上且小于25%。与此相对,内部层54的平均空隙率优选为30%以上60%以下,更优选为35%以上55%以下。
此外,中层542的厚度相对于内部层54的整个厚度的比例,可以考虑内部层54的电子传导率与电解液的保持量的平衡而适当地设定。例如,中层542的厚度的比例可以为10%以上25%以下。更优选为15%以上20%以下。
而且,内部层54中的正极活性物质的平均粒径大于表面层55中的正极活性物质的平均粒径。由于平均粒径大,正极活性物质的颗粒间的间隙大,该层的平均空隙率高。反之,如果正极活性物质的平均粒径小,则在该层中正极活性物质被较密地填充,平均空隙率低。内部层54和表面层55的平均粒径是指,各个层中包含的正极活性物质的颗粒的累计体积50%的粒径D50。
内部层54和表面层55中的正极活性物质的平均粒径,可以通过使各个层中包含的正极活性物质(大)51和正极活性物质(小)52的相对量变化来进行调节。在本实施方式中,通过使表面层55中的正极活性物质(小)52在正极活性物质整体中所占的相对量,多于内部层54中的正极活性物质(小)52在正极活性物质整体中所占的相对量,来使内部层54的正极活性物质的平均粒径大于表面层55的正极活性物质的平均粒径。
在上面的实施方式中,对通过调节内部层54和表面层55中包含的正极活性物质的粒径来使内部层54和表面层55的平均空隙率变化的情况进行了说明,但是并不限于此。除此以外,例如,通过使内部层54和表面层55中包含的正极活性物质的粒径均匀,取而代之,使导电助剂53由粒径小的导电助剂和粒径大的导电助剂这2种导电助剂构成,在内部层54和表面层55中改变粒径小的导电助剂与粒径大的导电助剂的混合比,也能够控制各个层的平均空隙率。
此外,在上述的实施方式中,内部层54由上层541、中层542和下层543这3个层构成,但是并不限于此,也可以是内部层54由4个以上的层构成。例如,可以是内部层54从靠近表面层55的一侧起,由空隙率高的层、空隙率低的层、空隙率高的层、空隙率低的层和空隙率高的层这5层构成。
另外,在上述的实施方式中,对正极合剂层的层结构进行了说明,负极合剂层也是同样。即,可以是,负极合剂层具有设置在负极电极箔上的内部层和表面层,内部层的平均空隙率高于表面层的平均空隙率,在内部层的厚度方向上的中途位置设置有空隙率比两侧的空隙率低的中层。
实施例
下面,通过实施例和比较例对本发明进行更详细的说明,但是本发明并不受这些实施例限定。
(实施例1-1)
<负极电极的制作>
对天然石墨粉末,添加作为粘结剂的苯乙烯丁二烯橡胶、和作为增粘剂的羧甲基纤维素,并向其中添加作为分散溶剂的纯水,进行混炼而制备负极合剂。将该负极合剂以槽模涂敷方式在厚度8μm的铜箔(负极电极箔)的两面上保留焊接部(负极未涂覆部)地进行涂敷,之后,经过干燥、压制、切断工序,制作负极电极32。
<正极电极的制作>
作为正极活性物质,使用由锰酸锂(化学式LiMn
在厚度15μm的铝箔(正极电极箔)的两面上,同时以槽模涂敷方式涂敷用于形成构成内部层54的上层541、中层542和下层543以及表面层55的各个正极合剂,经过干燥、压制、切断,得到正极电极34。利用正极活性物质(大)51和正极活性物质(小)52这两种正极活性物质的组合,形成空隙率10%的表面层55和平均空隙率35%的内部层54。内部层54由空隙率48%的上层541、空隙率10%的中层542和空隙率48%的下层543构成。将各层的空隙率汇总示于下表。在下表中,内部层54的平均空隙率也记为“空隙率”(下面的各实施例也是同样)。
<锂二次电池的制作>
在电池容器内,隔着隔膜配置上述的正极电极和负极电极,向电池容器内注入电解液而制作锂二次电池。
(实施例1-2、1-3和1-4)
利用实施例1-1中记载的方法,制作具有表面层55及由上层541、中层542和下层543构成的内部层54的正极电极。实施例1-2、1-3、1-4的表面层55的空隙率均为10%。实施例1-2、1-3、1-4的内部层54的平均空隙率分别为40%、50%、55%。实施例1-2、1-3、1-4的内部层的上层541的空隙率分别为53%、65%、68%。实施例1-2、1-3、1-4的内部层的中层542的空隙率分别为15%、20%、30%。实施例1-2、1-3、1-4的内部层的下层543的空隙率分别为53%、65%、68%。使用这些正极电极,利用与实施例1-1同样的方法制作锂二次电池。
(实施例2-1、2-2、2-3和2-4)
利用实施例1-1中记载的方法,制作具有表面层55及由上层541、中层542和下层543构成的内部层54的正极电极。实施例2-1、2-2、2-3、2-4的表面层55的空隙率均为20%。实施例2-1、2-2、2-3、2-4的内部层54的平均空隙率分别为35%、40%、50%、55%。实施例2-1、2-2、2-3、2-4的内部层的上层541的空隙率分别为43%、48%、60%、68%。实施例2-1、2-2、2-3、2-4的内部层的中层542的空隙率分别为20%、25%、30%、30%。实施例2-1、2-2、2-3、2-4的内部层的下层543的空隙率分别为43%、48%、60%、68%。使用这些正极电极,利用与实施例1-1同样的方法制作锂二次电池。
(实施例3-1、3-2、3-3和3-4)
利用实施例1-1中记载的方法,制作具有表面层55及由上层541、中层542和下层543构成的内部层54的正极电极。实施例3-1、3-2、3-3、3-4的表面层55的空隙率均为30%。实施例3-1、3-2、3-3、3-4的内部层54的平均空隙率分别为35%、40%、50%、55%。实施例3-1、3-2、3-3、3-4的内部层的上层541的空隙率分别为43%、48%、60%、68%。实施例3-1、3-2、3-3、3-4的内部层的中层542的空隙率分别为20%、25%、30%、30%。实施例3-1、3-2、3-3、3-4的内部层的下层543的空隙率分别为43%、48%、60%、68%。使用这些正极电极,利用与实施例1-1同样的方法制作锂二次电池。
(比较例1-1、1-2和1-3)
利用实施例1-1中记载的方法,制作具有表面层55及由上层541、中层542和下层543构成的内部层54的正极电极。比较例1-1、1-2、1-3的表面层55的空隙率均为20%。比较例1-1、1-2、1-3的内部层54的平均空隙率分别为50%、20%、70%。比较例1-1、1-2、1-3的内部层的上层541的空隙率分别为45%、25%、70%。比较例1-1、1-2、1-3的内部层的中层542的空隙率分别为60%、10%、70%。比较例1-1、1-2、1-3的内部层的下层543的空隙率分别为45%、25%、70%。使用这些正极电极,利用与实施例1-1同样的方法制作锂二次电池。
(评价)
对各实施例和各比较例中制作的锂二次电池的吸液量和导电性进行评价。
对于吸液量,以正极电极中含浸的电解液的重量进行评价。在25℃将相同体积的正极电极在电解液中浸渍一定时间,测量其重量。吸液后的重量与吸液前相比增加15%以上的情况下判断为〇,小于15%的情况下判断为×。
对于导电性,基于正极电极的单位体积电阻进行评价。对于一个实施例或比较例,除了准备该实施例或比较例的具有表面层和内部层的正极电极以外,还准备具有仅由内部层的组成构成的合剂层的正极电极,使这些正极电极含浸电解液,使用Loresta测量各自的单位体积电阻。在具有表面层和内部层的正极电极的单位体积电阻低于仅具有内部层的正极电极的单位体积电阻低的情况下判断为〇,在具有表面层和内部层的正极电极的单位体积电阻高于仅具有内部层的正极电极的单位体积电阻低的情况下判断为×。
将各实施例和各比较例的构成正极合剂层的各层的空隙率以及吸液量和导电性的评价结果汇总示于表1~4。
[表1]
[表2]
[表3]
[表4]
由表4的结果可知下述的内容。首先,比较例1-1中的正极电极,吸液量充分,但是导电性差。可认为该结果是因为:比较例1-1的内部层的平均空隙率高,因此吸液性提高,但是间隙也增加,电子能够进行迁移的路径变少从而导电性变差。比较例1-2中的正极电极,吸液量少,但是导电性好。可认为该结果是因为:内部层的平均空隙率低,电解液渗透的空间少,但是能够某种程度地确保电子的迁移路径,导电性提高。但是,在这样的电极中,电解液容易枯竭,寿命短。另外,比较例1-3中的正极电极,内部层的平均空隙率大,因此吸液量多,但是间隙过多导致导电性差。与各比较例相比,内部层的平均空隙率高于表面层的平均空隙、并且在内部层的中央部分具有高密度的层的实施例1-1~3-4的正极电极,呈现出优异的吸液量和导电性。
(基于空隙率的吸液量和导电性的评价)
在电极的制作工序中,当空隙率小于10%时,不易因压制而破碎,因此,可知空隙率的下限值优选为10%。此外,当空隙率超过60%时,导电性变差,因此,可知空隙率的上限值优选为60%。接着,调查空隙率对吸液量和导电性产生的影响。制作具有单一的合剂层的电极,该单一的合计层具有作为上下限值的中央值的35%以及25%和30%的空隙率,使用这些电极来评价吸液量和导电性。评价方法与上述实施例和比较例相同。将评价结果示于表5。
[表5]
如表5所示,在空隙率小于30%的情况下,吸液量差,因此,可知内部层的平均空隙率优选为30%以上。当空隙率超过30%时,可看到导电性逐渐变弱的趋势,但是维持了良好的吸液性。由这些结果可知,表面层的平均空隙率优选为10%以上且小于30%,内部层的平均空隙率优选为30%以上60%以下的范围。
上面,对本发明的实施方式进行了详细说明,但是具体的构成并不限于该实施方式,即使有不脱离本发明的主旨的范围内的设计变更等,其也包含在本发明中。
附图标记说明
1电池壳;1a开口部;1b宽幅侧面;1c窄幅侧面;1d底面;2绝缘保护膜;3卷绕组;5垫片;6电池盖;7绝缘板;9注液口;10气体排出阀;11注液栓;12负极外部端子;12a负极连接部;14正极外部端子;14a正极连接部;21负极集电板基部;22负极侧连接端部;23负极侧开口孔;24负极集电板;26负极侧贯通孔;32负极电极;32b负极合剂层;32c负极电极箔露出部;33隔膜;34正极电极;34a正极电极箔;34b正极合剂层;34c正极电极箔露出部;35隔膜;41正极集电板基部;42正极侧连接端部;43正极侧开口孔;44正极集电板;46正极侧贯通孔;51正极活性物质(大);52正极活性物质(小);53导电助剂;54内部层;541上层;542中层;543下层;55表面层;100锂方形二次电池。
本说明书中引用的所有出版物、专利和专利申请均通过引用而直接编入本说明书中。
- 锂二次电池用电极粘合剂、使用所述电极粘合剂的锂二次电池用负极、锂二次电池、汽车、制造锂二次电池用电极粘合剂的方法和制造锂二次电池的方法
- 锂二次电池用正电极、制备该正电极的方法、具有该正电极的锂二次电池以及具有该锂二次电池的车辆