一种尼龙复合材料制备工艺
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及尼龙复合材料加工领域,更具体的说是一种尼龙复合材料制备工艺。
背景技术
随着科技的发展,通过化学领域的突破,尼龙材料的不断精进,使越来越高效成本低的尼龙材料使用在日常的生活和工厂加工领域,方便各个现有技术和产品的优化;专利号为201910817165.0公开了一种改性的尼龙复合材料,其包括以下重量份的组分:尼龙635~70份、乙烯辛烯共聚物10~20份、相容剂10~25份、阻燃剂10~20份、助剂0.4~2份,通过在尼龙6中配合加入适量的乙烯辛烯共聚物和相容剂,将乙烯辛烯共聚物嫁接到尼龙6上,使其更好的融为一体;各组分之间协同作用,乙烯辛烯共聚物、阻燃剂、助剂与尼龙6都具有较好的相容性,使得到的材料熔融流动性高,具有良好的注塑性能和焊接性能。该发明还提供了所述的改性的尼龙复合材料在制备燃油箱中的应用,制备得到的燃油箱的密封性好,具有优异的耐燃油渗透性和防火性。但是该设备所加工出的尼龙材料无法自动应用在橡胶密封内。
发明内容
本发明的目的是提供一种尼龙复合材料制备工艺,其有益效果为将回收的各种柔性尼龙材料组合,添加至橡胶密封条内支撑使用。
本发明的目的通过以下技术方案来实现:
一种尼龙复合材料制备工艺,该方法包括以下步骤:
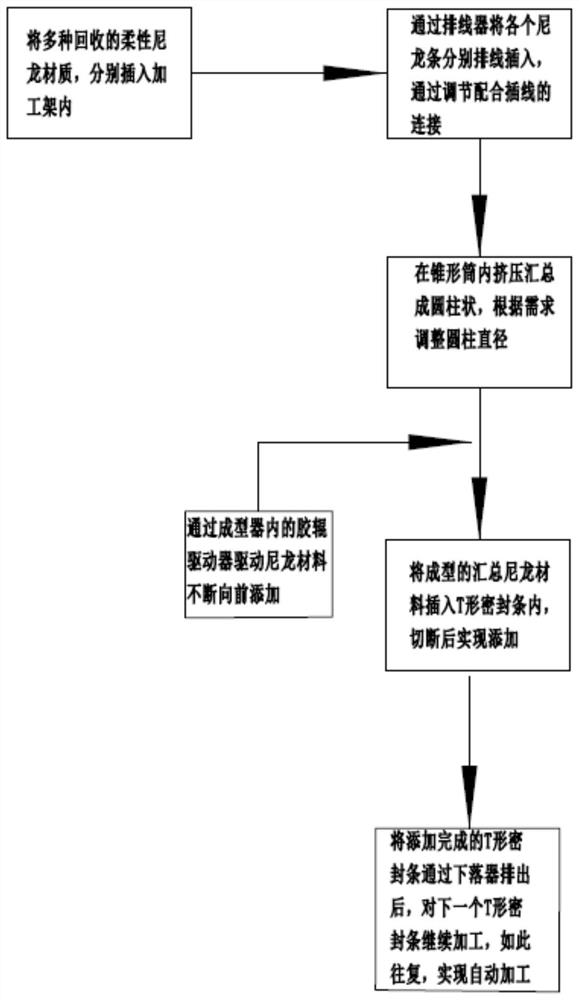
步骤一、将多种回收成条状的柔性尼龙材质,分别插入加工架内;通过排线器将各个尼龙条分别排线插入,通过调节配合插线的连接;
步骤二、在挤压锥形筒内挤压汇总成圆柱状,调整挤压成匹配的圆柱直径;
步骤三、通过成型器内的胶辊驱动器驱动尼龙材料不断向前添加;
步骤四、将成型的汇总尼龙材料插入T形密封条内,切断后实现添加;
步骤五、将添加完成的T形密封条通过下落器排出后,对下一个T形密封条继续加工,如此往复,实现自动加工。
所述挤压锥形筒包括锥形成型筒、筒体固定驱动座、两个滑动L形齿条、成型驱动器、两个加压半圆筒和两个胶辊驱动器,锥形成型筒转动在筒体固定驱动座内,筒体固定驱动座内设置有用于驱动锥形成型筒的驱动器,两个滑动L形齿条均限位纵向滑动在筒体固定驱动座的右端,成型驱动器的两端分别啮合传动两个滑动L形齿条,两个滑动L形齿条分别固定连接两个加压半圆筒,两个加压半圆筒上分别固定两个胶辊驱动器。
所述锥形成型筒左端的直径大于右端的直径;锥形成型筒通过限位齿转圈转动在筒体固定驱动座内。
所述胶辊驱动器上的胶辊转动在加压半圆筒内,胶辊暴露在加压半圆筒的内端。
通过将各式各样的回收的柔性材质的尼龙经过挤压切割,加工成条状,进而为了回收再利用,减少资源的浪费,通过将多种尼龙分别添加插入加工架内,加工架内再通过调整添加至排线器内捋顺各个尼龙材料的位置,后再添加至挤压锥形筒内,经过挤压统一成型圆柱状,根据实际使用的需求调整添加情况和挤压直径的大小,通过胶辊驱动器间歇性的不断添加尼龙材料至加工处,使刚刚经过驱动挤压的圆柱状尼龙组合材料直接添加至敞开储备的密封条内,在密封条内起到支撑的作用,避免密封条太过于柔软难以支撑,插进完成后,切割断尼龙,后没经过控制将经过添加加工的密封条得以下落,下一个密封条继续加工,如此往复实现自动添加;进而实现将回收后的尼龙复合材料利用,组合添加至较软较长的密封条内,起到支撑作用,实现长条大状的密封条的支撑和柔性使用。
附图说明
图1是本发明的组合加工的流程示意图;
图2是本发明的挤压锥形筒的第一结构示意图;
图3是本发明的挤压锥形筒的第二结构示意图;
图4是本发明的挤压锥形筒的第三结构示意图;
图5是本发明的加工架的结构示意图;
图6是本发明的排线器的结构示意图;
图7是本发明的密封条加工框的第一结构示意图;
图8是本发明的密封条添加切割的结构示意图;
图9是本发明的密封条加工框的第二结构示意图;
图10是本发明的密封条加工框的第三结构示意图;
图11是本发明的整体的结构示意图;
图12是本发明的整体的结构示意图。
图中:锥形成型筒1;筒体固定驱动座2;两个滑动L形齿条3;成型驱动器4;两个加压半圆筒5;两个胶辊驱动器6;加工机架7;添加管8;排线框9;排线分列盘10;角度驱动器11;密封条备料框12;T形密封条13;切割驱动器14;切割刀托15;限位滑框16;切刃17;倾斜下落器18;下落驱动器19;限位驱动铰接杆20;牵制铰接杆21和下落开板22。
具体实施方式
下面结合附图对本发明作进一步详细说明。
如这里所示的实施方式所示,
通过将各式各样的回收的柔性材质的尼龙经过挤压切割,加工成条状,进而为了回收再利用,减少资源的浪费,通过将多种尼龙分别添加插入加工架内,加工架内再通过调整添加至排线器内捋顺各个尼龙材料的位置,后再添加至挤压锥形筒内,经过挤压统一成型圆柱状,根据实际使用的需求调整添加情况和挤压直径的大小,通过胶辊驱动器间歇性的不断添加尼龙材料至加工处,使刚刚经过驱动挤压的圆柱状尼龙组合材料直接添加至敞开储备的密封条内,在密封条内起到支撑的作用,避免密封条太过于柔软难以支撑,插进完成后,切割断尼龙,后没经过控制将经过添加加工的密封条得以下落,下一个密封条继续加工,如此往复实现自动添加;进而实现将回收后的尼龙复合材料利用,组合添加至较软较长的密封条内,起到支撑作用,实现长条大状的密封条的支撑和柔性使用。
结合以上实施例进一步优化:
进一步的根据图2、图3和图4所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过将多个成条状的尼龙条经过排线器添加至锥形成型筒1内,结合锥形成型筒1的特性,不断贴合各个尼龙条,在出口处形成圆柱状贴合,通过在筒体固定驱动座2内的驱动器的驱动控制使锥形成型筒1旋转,进而配合各个尼龙条的贴合和添加,方便进行组合;将出来的圆柱状组合尼龙条经过两个加压半圆筒5之间,通过两个胶辊驱动器6变频驱动的贴合,使组合尼龙条不断的间歇性的添加,通过成型驱动器4同时驱动两个滑动L形齿条3进而使两个加压半圆筒5不断的向内挤压,进而将圆柱状组合尼龙条挤压至复合密封条圆孔大小,进而再驱动添加。
结合以上实施例进一步优化:
进一步的根据图2、图3和图4所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过锥形成型筒1左端的直径大于右端的直径的特性,进而使添加至锥形成型筒1内的多个尼龙条可以组合汇总贴合;通过筒体固定驱动座2内驱动器的驱动可以使多个尼龙条的贴合更为顺利,避免出现较大的阻力。
结合以上实施例进一步优化:
进一步的根据图2、图3和图4所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过暴露在加压半圆筒5的内端的胶辊,在两个胶辊驱动器6的变频同步的间歇驱动下,进而使圆柱状组合尼龙条不断拉扯着后续的尼龙条的添加,同时不断继续添加将其插入密封条内,实现自动加工的驱动添加。
结合以上实施例进一步优化:
进一步的所述加工架包括加工机架7和多个添加管8,加工机架7的左端连通并固定有多个添加管8。
该部分根据图4、图5、图6和图11所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过多个添加管8将多种不同的柔性材质的尼龙条进行插入添加,再依次添加至排线器诶;通过加工机架7用于固定装置,起到支撑的作用。
结合以上实施例进一步优化:
进一步的所述的排线器包括排线框9、排线分列盘10和角度驱动器11,排线框9转动在加工机架7上端的左侧,排线分列盘10滑动在排线框9内,排线分列盘10通过齿轮传动角度驱动器11,角度驱动器11固定在加工机架7上。
该部分根据图4、图5、图6和图11所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过多个添加管8插入的多种尼龙条分别根据硬度需求安排插入不同的排线分列盘10的通孔内,再组合插入锥形成型筒1内;便于对不同柔韧度的回收尼龙的位置安排,保障支撑强度,避免支撑强度出现过低或者过高的现象;通过角度驱动器11的驱动,进而使排线框9和排线分列盘10的位置发生偏移,方便硬度较高的尼龙的插入,通过在排线框9上滑动排线分列盘10,也是方便将尼龙条插入。
结合以上实施例进一步优化:
进一步的所述加工机架7上端的右侧固定有用于承载密封条添加的密封条备料框12,密封条备料框12的内端堆叠设置有多个用于加工添加的T形密封条13。
该部分根据图7、图8、图9和图10所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过在密封条备料框12纵向堆叠多个T形密封条13,方便实现自动添加和加工,T形密封条13内部设置有通孔,方便圆柱状组合尼龙条的插入,进而在使用较大较长的T形密封条13时,其内部有足够的支撑,避免休闲较大的橡胶的损耗和密封的贴合。
结合以上实施例进一步优化:
进一步的所述密封条备料框12的左端固定有用于限位切割的限位滑框16,限位滑框16内限位滑动有用于限位切割的切割刀托15,切割刀托15上固定有用于切割尼龙的切刃17,切割刀托15通过齿条齿轮啮合用于驱动切割的切割驱动器14,切割驱动器14固定在加工机架7上。
该部分根据图7、图8、图9和图10所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过两个加压半圆筒5挤压驱动成型的圆柱状组合尼龙条运输出,直接插入密封条备料框12内T形密封条13的圆孔内,插入完成后,通过切割驱动器14的驱动,使切割刀托15带着切刃17滑动在限位滑框16内对圆柱状组合尼龙条进行贴合的切割,进而切断继续添加,通过变频驱动控制,驱动切割驱动器14的往复运动,实现自动切割。
结合以上实施例进一步优化:
进一步的所述密封条备料框12的内端的一侧通过合页铰接用于开关下落的下落开板22,下落开板22的端的中心铰接在用于控制牵制的牵制铰接杆21上,牵制铰接杆21铰接在用于横向驱动的限位驱动铰接杆20上,限位驱动铰接杆20通过限位滑块滑动在密封条备料框12内,限位驱动铰接杆20通过齿条齿轮啮合传动变频控制开关的下落驱动器19,下落驱动器19固定在加工机架7上。
该部分根据图7、图8、图9和图10所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过加工完成的T形密封条13在下落开板22上,通过驱动下落驱动器19,进而使限位驱动铰接杆20在密封条备料框12内滑动,进而驱动牵制铰接杆21使下落开板22运动,通过合页的牵制进而驱动下落开板22打开或者闭合,进而控制T形密封条13的下落,闭合后继续加工。
结合以上实施例进一步优化:
进一步的所述密封条备料框12的侧端固定有用于下落T形密封条13的倾斜下落器18。
该部分根据图7、图8、图9和图10所示的一种尼龙复合材料制备工艺示例的工作过程是:
通过将下落的T形密封条13引出,同时配合下落开板22的打开距离,避免堆叠的T形密封条13继续下落,进而卡住下一个T形密封条13,闭合下落开板22后继续加工,如此往复。