一次成型保持架冲压工装及方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及保持架盖的冲压,具体是涉及高精度气动的一次成型保持架冲压工装及方法,属于保持架加工技术领域。
背景技术
目前,现有的中小型铜保持架冲压盖需要两套冲压工装,一套粗冲工装,一套精冲工装。生产过程中,要先用粗冲工装冲压完毕后,再进行精冲。并且需要保证所有冲头均处于良好的工作状态,当模具上的冲头有一个出现问题时,将会影响整个工件的精度。安装两套模具,不但要占用两台机床,安装完成后,还需要花费大量时间来调试两套模具。粗冲及精冲需要两次定位,定位基准不一致。现有的保持架工装对机床尺寸要求较高,多用于冲压中小型保持架。 不但生产效率低,而且制造两套模具,占用两台机床,经济效益也不高,冲压精度也无法保证。
发明内容
鉴于上述冲压工装生产效率低,经济效益差的问题,本发明的目的是为保持架冲压盖提供一种一次成型保持架冲压工装及方法,此冲压工装只需一侧装夹,粗精冲一次成型;定位精度好,冲压精度得到保证。
为了实现上述目的,本发明所采用的技术方案是:一次成型保持架冲压工装,包括:冲压工装基体、粗冲头、精冲头、保持架座、定位盘、工件、压紧机构、冲头限定机构;工件通过销轴连接于定位盘上,位于工件圆周的任意位置的上方设有冲压工装基体,冲压工装基体内设有粗冲头和精冲头,粗冲头和精冲头底部穿过保持架座延伸至工件的上方位置,冲压工装基体外围设有基体外框,基体外框的一侧内部设有冲头限定机构;定位盘上端的工件通过压紧机构固定;
进一步的,所述的粗冲头和精冲头从冲压工装基体中向下延伸,延伸出基体外框并延伸至保持架座内;
进一步的,所述的保持架座设有与保持架盖外凸缘直径相配合的开槽,使保持架外凸缘嵌设于保持架座的开槽中,进行定位;
进一步的,所述的冲头限定机构包括:垫块、锁紧螺栓;锁紧螺栓从基体外框的上表面穿过,基体外框穿设锁紧螺栓区域的外侧壁开设有开口槽,基体外框底部贴合设置有与基体外框等面积的下底板,基体外框的开口槽与下底板的上表面形成开口空腔,开口空腔内插设有垫块;
所述垫块为四方体结构,垫块的宽度大于开口空腔的深度,使垫块的一部分延伸出基体外框外部,垫块的延伸部分便于垫块的抽取。
精冲头从下底板中穿过并延伸于底部的保持架座中对准保持架;粗冲第一个孔时,将垫块取出,冲压时,精冲头被压回,只留粗冲头工作,冲完第一个孔后,将垫块插入,并用锁紧螺栓固定,此时精冲头被固定,可以实现精冲工作。
所述的压紧机构采用气动方式,包括:气缸、若干压板、转角气缸,气缸设置于定位盘中心位置,若干压板等角度沿定位盘圆周均匀分布,若干压板底部分别连接有一个转角气缸,若干转角气缸分别通过气管连接于气缸上,通过控制气缸使压板在转角气缸的作用下对工件进行压紧和松开;
进一步的,所述的压板一端为自由端,另一端连接于转角气缸的伸缩杆上,伸缩杆底部为转角气缸缸体,缸体上连接有进气管和出气管,供伸缩杆进行伸出与退缩;伸缩杆相对于缸体的伸缩包括下压行程和旋转行程,当伸缩杆退缩时,压板随着压缩杆进行旋转下压,至到压板的自由端将保持架压紧;当伸缩杆伸出时,压板随着压缩杆进行旋转上升,直到压板的自由端离开保持架冲压区域表面;
气缸通过气管可分别控制每一个转角气缸,压板在接近冲压区域时,自动松开避让,通过冲压区域后,继续夹紧。
采用上述保持架冲压工装的方法是:
(1)工件放置于定位盘上,并用销轴定位以限制周向旋转;操纵机床控制面板相关指令,使气缸连接的压板在转角气缸的作用下压紧工件;
(2)松开工装中的锁紧螺栓,取出垫块,根据机床指令,使粗冲头完成第一次粗冲;
上述第一次粗冲中,垫块取出,只有粗冲头工作,粗冲时精冲头处于退回状态,冲压时被压回;
(3)步骤(2)的第一次冲压完成后,将垫块装入冲压工装中,并用锁紧螺栓拧紧,此时精冲头被固定;
(4)调节气缸使压板松开工件,定位盘旋转带动工件旋转一定角度,此时,要粗冲的孔位于粗冲头的下方,刚刚完成粗冲的孔正好位于精冲头的下方;其中,旋转角度的数值根据要求进行设定;
(5)启动机床工作,压板压紧工件,进行连续冲压,冲压n+1次后,完成所有孔的精冲(n=工件等分孔数)。
本发明的有益效果是:
通过压板压紧工件,每次冲压一个孔,旋转一定角度后,再冲压另一个孔。旋转一周即可完成粗冲及精冲。此冲压工装只需一次装夹,粗精冲一次完成,定位精度好,与保持架座配合良好,产品质量稳定,满足客户要求,并在原有冲压工装基础上提高生产效率及经济效益。弥补了1米以上的特大型冲压保持架的国内空白。
附图说明
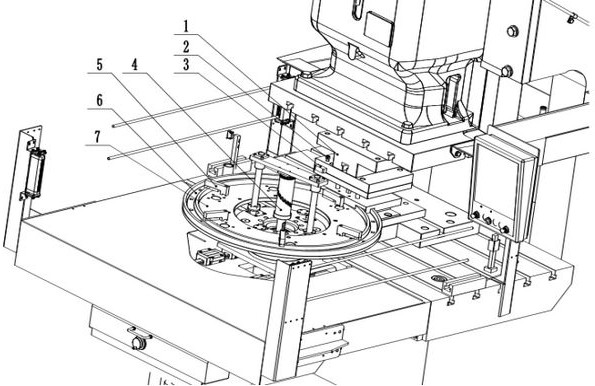
图1为本发明保持架冲压工装的工作状态结构图。
图2为图1的部分结构细节图。
图3为图1的局部放大图。
图4为图3的俯视图。
图5为图3的局部剖视图。
图中,1、冲压工装基体、2、锁紧螺栓、3、垫块、4、气缸、5、压板、6、工件、7、定位盘、8、粗冲头、9、精冲头、10、转角气缸、11、下底板。
具体实施方式
下面结合附图对本发明进行详细说明。下面结合附图对本发明进行详细说明。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
如图1-5所示,本发明的实施方式是在一个冲压模具上安装粗冲及精冲两个冲头,冲第一个孔时,仅粗冲头工作。第一个孔粗冲完毕,将垫块插入模具内锁紧,使粗冲头及精冲头同时工作。采用上述工作原理的一次成型保持架冲压工装,包括:冲压工装基体1、粗冲头8、精冲头9、保持架座、定位盘7、工件6、压紧机构、冲头限定机构;工件6通过销轴连接于定位盘7上,位于工件6圆周的任意位置的上方设有冲压工装基体1,冲压工装基体1内设有粗冲头8和精冲头9,粗冲头8和精冲头9底部穿过保持架座延伸至工件6的上方位置,冲压工装基体1外围设有基体外框,基体外框的一侧内部设有冲头限定机构;定位盘7上端的工件6通过压紧机构固定;
所述的粗冲头8和精冲头9从冲压工装基体1中向下延伸,延伸出基体外框并延伸至保持架座内;
所述的保持架座设有与保持架盖外凸缘直径相配合的开槽,使保持架外凸缘嵌设于保持架座的开槽中,进行定位;
所述的冲头限定机构包括:垫块3、锁紧螺栓2;锁紧螺栓2从基体外框的上表面穿过,基体外框穿设锁紧螺栓2区域的外侧壁开设有开口槽,基体外框底部贴合设置有与基体外框等面积的下底板11,基体外框的开口槽与下底板11的上表面形成开口空腔,开口空腔内插设有垫块3;
所述垫块3为四方体结构,垫块3的宽度大于开口空腔的深度,使垫块3的一部分延伸出基体外框外部,垫块3的延伸部分便于垫块3的抽取。
精冲头9从下底板11中穿过并延伸于底部的保持架座中对准保持架;粗冲第一个孔时,将垫块3取出,冲压时,精冲头9被压回,只留粗冲头8工作,冲完第一个孔后,将垫块3插入,并用锁紧螺栓2固定,此时精冲头9被固定,可以实现精冲工作。
所述的压紧机构采用气动方式,包括:气缸4、若干压板5、转角气缸10,气缸4设置于定位盘7中心位置,若干压板5等角度沿定位盘7圆周均匀分布,若干压板5底部分别连接有一个转角气缸10,若干转角气缸10分别通过气管连接于气缸4上,通过控制气缸4使压板5在转角气缸的作用下对工件6进行压紧和松开;
所述的压板5一端为自由端,另一端连接于转角气缸10的伸缩杆上,伸缩杆底部为转角气缸10缸体,缸体上连接有进气管和出气管,供伸缩杆进行伸出与退缩;伸缩杆相对于缸体的伸缩包括下压行程和旋转行程,当伸缩杆退缩时,压板5随着压缩杆进行旋转下压,至到压板的自由端将保持架压紧;当伸缩杆伸出时,压板5随着压缩杆进行旋转上升,直到压板5的自由端离开保持架冲压区域表面;
气缸4通过气管可分别控制每一个转角气缸10,压板5在接近冲压区域时,自动松开避让,通过冲压区域后,继续夹紧。
本实施例的具体工作步骤如下:
(1)工件6放置于定位盘7上,并用销轴定位以限制周向旋转;操纵机床控制面板相关指令,使气缸4连接的压板5在转角气缸10的作用下压紧工件;
(2)松开工装中的锁紧螺栓2,取出垫块3,根据机床指令,使粗冲头8完成第一次粗冲;
上述第一次粗冲中,垫块3取出,只有粗冲头8工作,粗冲时精冲头9处于退回状态,冲压时被压回;
(3)步骤(2)的第一次冲压完成后,将垫块3装入冲压工装中,并用锁紧螺栓2拧紧,此时精冲头9被固定;
(4)调节气缸4使压板5松开工件6,定位盘7旋转带动工件6旋转一定角度,此时,要粗冲的孔位于粗冲头8的下方,刚刚完成粗冲的孔正好位于精冲头9的下方;其中,旋转角度的数值根据要求进行设定;
(5)启动机床工作,压板5压紧工件,进行连续冲压,冲压n+1次后,完成所有孔的精冲(n=工件等分孔数)。
此高精度的一次冲压成型气动冲压工装节省了原来调整两套模具的时间,而且此工装与原有工装相比,对机床尺寸要求较低,能冲压的工件尺寸范围更广,精度也较高。大大提升了生产过程中工作效益及经济效益。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。