汽车LED灯组件检测识别机、检测识别系统及方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及LED灯生产加工技术领域,具体的说是一种汽车LED灯组件检测识别机、检测识别系统及方法。
背景技术
汽车LED灯在加工过程中,需要实时对LED灯的外观、亮度、外观、点亮电压电流等进行检测,以提高LED灯的生产质量和合格率,提高品牌质量。
现有技术中,现有LED灯生产链中,工作人员需要一一度对所有生产出的LED灯进行检测。针对所有检测标准,一般采用在产品上贴标签的形式,来表示测试结果,例如采用颜色标签、标记标签等。但是由于产品众多且结构长条异形、线路外露等问题,导致相互之间容易缠绕打结,标签容易脱落。导致后续生产流程不知该产品是否通过前序流程检验,只能返工重新检测,长期积累,返工产品数量庞大。并且由于检测标准多,标签粘贴胶水容易附着在灯管上,导致灰尘黏贴堆积,导致最终外观不合格。并且现有检测设备分散,完成参数检测需要多个工位工人同时参与,费时费力。由于设备交叉放置,产品结构也复杂异形,容易导致检测设备与产品线路打结,造成设备损坏。
发明内容
针对上述问题,本发明提供了一种汽车LED灯组件检测识别机、检测识别系统以及检测识别方法,设计出一种LED组检测识别机,用于对LED灯进行检测和标记,提高检测可靠性。
为达到上述目的,本发明采用的具体技术方案如下:
一种汽车LED灯组件检测识别机,其关键技术在于:包括柜体,所述柜体内设置有配电箱和气源箱;所述柜体顶面设置有扫描仪机组、LED灯夹持机构、LED灯性能检测确认机构、打印机组、扫描仪机组,所述LED灯性能确认机构设置在所述配电箱正上方且相连通。
通过上述设计,针对汽车LED灯半成品,设计出一种检测识别机,通过将LED灯卡接固定,来向LED灯供电。通过LED灯的点亮情况,检测和观察LED灯的外观、显示状态、均匀程度、发光颜色、光导丝印等进行。并且通过性能检测确认机构,获取工作人员的检测结果,得到最终的检测指标,并通过打印机组得到最终条码或者标签,并粘附在对应被检测的LED灯上。在具体实施过程中,可以采用二维码或者条形码的形式进行标记,可以将更多的检测指标标注在条码内。
进一步的技术方案,所述LED灯夹持机构包括夹持台,该夹持台上方设置卡接壳体,所述卡接壳体内部设置有LED连接卡子,该LED连接卡子上设置有微动拨片开关,所述卡接壳体的顶部开有卡接口,该卡接口正对所述LED连接卡子,所述卡接壳体的侧壁上开有夹紧过孔和打点过孔;
所述夹持台上部设有夹紧气缸和打点气缸,所述夹紧气缸经第一滑轨活动设置在所述夹持台上部,所述夹紧气缸的伸缩杆与所述夹紧过孔同轴设置;所述打点气缸经第二滑轨活动设置在所述夹持台上部,所述打点气缸伸缩杆与所述打点过孔同轴设置,在所述打点气缸伸缩杆自由端连接有打点笔,该打点笔笔尖正对所述LED连接卡子。
采用上述方案,LED灯设置有LED连接卡子,LED连接卡子上设置有微动拨片开关,当LED灯插入LED连接卡子后,可用于检测是否连接到位,并且结合夹紧气缸用于对LED灯连接状态进行夹紧,打点气缸打点进行标记。
再进一步的技术方案为,所述气源箱内固定有气罐,该气罐与所述夹紧气缸经夹紧供气管相连通,所述夹紧供气管上设置有夹紧电磁阀;所述气罐与所述打点气缸经打点供气管相连通,所述打点供气管上设置有打点电磁阀。
采用上述方案,气源箱用于对气缸供气,并一体化设置在柜体内部,方便携带,使检测机可以随时移动,不受供气影响。
再进一步的技术方案为,所述LED灯性能检测确认机构包括上端壳体,上端壳体底部开口与所述柜体内的配电箱相通,所述上端壳体的壳壁上嵌设有触摸屏和确认按钮以及数码管显示器,所述触摸屏、确认按钮、数码管显示器均与所述配电箱电性连接。
其中,确认按键包括启动按钮、复位按钮、急停按钮、手自动切换按钮、产品检测按钮、颜色达标按钮、颜色不达标按钮、灯管均匀性达标按钮、灯管均匀性不达标按钮、丝印达标按钮、丝印不达标按钮、预留达标按钮、预留不达标按钮。经上述按钮,专业工作人员在获得LED灯的指标参数后,通过按钮进行相关反馈,从而经打印机组打印。结合配电箱对LED灯的相关电压进行获取,得到LED灯的电压电流情况,并结合数码管显示器显示。
再进一步的技术方案,为了加快散热,所述柜体的两对称侧壁上分别开有一个散热孔。
再进一步的技术方案,为了方便移动,所述柜体底部设置有至少4个福马轮。
一种汽车LED灯组件检测识别机的检测识别系统,其关键技术方案为:包括PLC控制器,该PLC控制器的卡子连接状态检测端与所述LED连接卡子的微动拨片开关连接,所述LED连接卡子上连接有LED灯供电电源;所述PLC控制器的夹紧进退检测端与所述夹紧气缸的夹紧感应开关连接,所述PLC控制器的打点进退检测端与所述打点气缸的打点感应开关连接,所述PLC控制器的LED灯型号识别端与所述扫描仪机组连接,所述LED灯性能检测确认机构的确认按钮包括启动按钮、复位按钮、急停按钮、手自动切换按钮、产品检测按钮、颜色达标按钮、颜色不达标按钮、灯管均匀性达标按钮、灯管均匀性不达标按钮、丝印达标按钮、丝印不达标按钮、预留达标按钮、预留不达标按钮,所有所述确认按钮分别与所述PLC控制器按钮检测端组连接;
所述PLC控制器的夹紧驱动输出端与所述夹紧电磁阀连接,所述PLC控制器的打点驱动输出端与所述打点电磁阀连接,所述LED连接卡子的供电线路上设置有供电电磁阀,该供电电磁阀与所述PLC控制器的LED灯供电控制端连接,所述PLC控制器的显示端上连接有所述触摸屏,该触摸屏上设置有型号显示模块、性能检测确认显示模块,所述PLC控制器的打印控制端上连接有打印机组;
所述PLC控制器连接有数据库。
采用上述方案,PLC控制器通过获取LED连接卡子的微动拨片开关连接情况,来控制夹紧气缸进行夹紧。经扫描仪扫描获取LED灯的型号,确定该型号灯需要检查的内容。其中,在数据库中保存有所有LED灯的型号以及每一种型号对应需要检测的内容。Plc控制器再从确认按钮获取工作人员输入的检测数据,形成检测清单,从而经打印机组打印并粘附在LED灯上。
一种汽车LED灯组件检测识别系统的检测识别方法,按照以下步骤进行:
预处理:数据库中保存所有LED灯的型号,并设定每种型号LED灯对应所需检测参数和检测标准;
S1:PLC控制器实时检测LED连接卡子的卡子连接状态,若检测到有LED灯连接,则进入步骤S2,否则继续检测;
S2:PLC控制器判断夹紧气缸是否夹紧进到位,若是进入步骤S3,否则,返回步骤S2;
S3:PLC控制器启动扫描仪机组,并获取扫描仪机组扫描得到的LED灯型号;
S4:PLC控制器根据LED灯型号调取对应所需检测参数,并对应显示在触摸屏上;
S5:PLC控制器获取所需检测参数对应检测参数值,并实时显示在触摸屏上;
S6:PLC控制器根据检测参数值和检测标准,获取工作人员输入的检测信号,形成检测清单;
S7:PLC控制器向打印机组发送检测清单并打印;
S8:PLC控制器控制打点气缸进到位,进行气缸打点;
S9:PLC控制器控制打点气缸退到位,控制夹紧气缸退到位。
采用上述方案,使检测识别机按照上述步骤对灯进行检测。步骤清晰,不易出错。标签内容可根据检测结果进行标记和灌装。
再进一步的技术方案,步骤S4中,检测参数的获取的检测参数值或来自所述确认按键的按键信号数据,或者来自操作人员在触摸屏上输入的数据。
本发明的有益效果:针对LED灯检测需要,接机出汽车LED灯组件检测识别机,一体化设计,检测过程中,只需要一个工作人员参与即可完成LED灯的外观、颜色、电压电流、丝印等参数的检测,剔除不合格产品。检测后LED灯可以通过打印的标签对LED灯进行标记,后续包装和加工的工作人员可以根据标签信息进行包装、分类。检测完毕后,夹紧气缸退到位,自动将连接的LED灯弹出。
附图说明
图1是汽车LED灯组件检测识别机正视图;
图2是图1中A-A处的截面示意图;
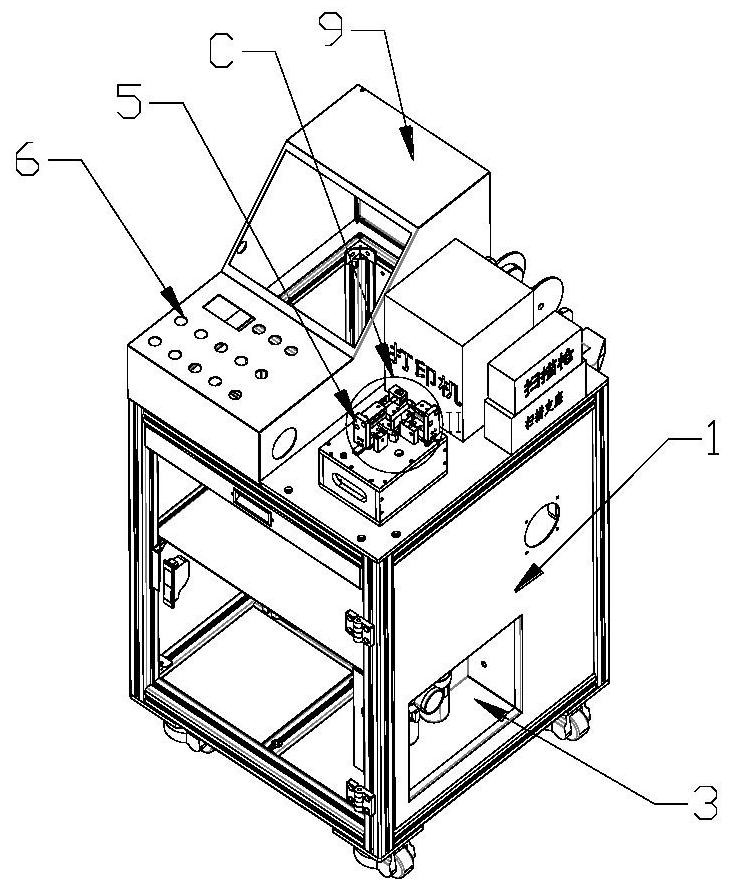
图3是汽车LED灯组件检测识别机立体示意图一;
图4是图3中C的放大示意图;
图5是汽车LED灯组件检测识别机立体示意图二;
图6是检测识别系统框图;
图7是检测识别流程图。
具体实施方式
下面结合附图对本发明的具体实施方式以及工作原理作进一步详细说明。
一种汽车LED灯组件检测识别机,结合图1-5可以看出,包括柜体1,所述柜体1内设置有配电箱2和气源箱3;所述柜体1顶面设置有扫描仪机组4、LED灯夹持机构5、LED灯性能检测确认机构6、打印机组7,所述LED灯性能确认机构6设置在所述配电箱2正上方且二者相连通。
在本实施例中,结合3还可以看出,打印机组7包括打印机和打印纸安装滚筒。在图3中,打印纸安装滚筒并排设置在LED灯性能检测确认机构6旁。在本实施例中,结合图3和图4可以看出,所述LED灯夹持机构5包括夹持台51,该夹持台51上方设置卡接壳体52,所述卡接壳体内部设置有LED连接卡子53,该LED连接卡子53上设置有微动拨片开关,所述卡接壳体52的顶部开有卡接口,该卡接口正对所述LED连接卡子53,所述卡接壳体52的侧壁上开有夹紧过孔54和打点过孔55;所述夹持台51上部设有夹紧气缸56和打点气缸57,所述夹紧气缸56经第一滑轨活动设置在所述夹持台51上部,所述夹紧气缸56的伸缩杆与所述夹紧过孔54同轴设置;所述打点气缸57经第二滑轨活动设置在所述夹持台51上部,所述打点气缸57伸缩杆与所述打点过孔55同轴设置,在所述打点气缸57伸缩杆自由端连接有打点笔,该打点笔笔尖正对所述LED连接卡子53。
在本实施例中,所述打点气缸57的伸缩杆穿设在伸缩杆保护罩体内部。
在本实施例中,结合图3和图5可以看出,所述气源箱3内固定有气罐8,该气罐8与所述夹紧气缸56经夹紧供气管相连通,所述夹紧供气管上设置有夹紧电磁阀;所述气罐8与所述打点气缸经打点供气管相连通,所述打点供气管上设置有打点电磁阀。
在本实施例中,气罐8可拆卸的安装在气源箱3内。
在本实施例中,结合图1、图2和图3可以看出,所述LED灯性能检测确认机构6包括上端壳体9,上端壳体9底部开口与所述柜体1内的配电箱2相通,所述上端壳体9的壳壁上嵌设有触摸屏10和确认按钮S以及数码管显示器11,所述触摸屏10、确认按钮、数码管显示器11均与所述配电箱2电性连接。
在本实施例中,为了方便工作人员查看,上端壳体9设置呈二级阶梯状,第一阶梯的台面上设置有确认按钮S和数码管显示器11,第一阶梯和第二阶梯的连接面与柜体6顶部呈倾斜状态,在该倾斜的侧面上嵌设有触摸屏10。在本实施例中,结合图3和图5可以看出,所述柜体1的两对称侧壁上分别开有一个散热孔12。在本实施例中,配电箱2设置在两个散热孔12之间。
在本实施例中,结合图3和图5可以看出,所述柜体1底部设置有4个福马轮13。在本实施例中,4个福马轮13分别设置在矩形体柜体底部的四个角处。
一种如权利要求4所述的汽车LED灯组件检测识别机的检测识别系统,结合图6可以看出,包括PLC控制器K,该PLC控制器K的卡子连接状态检测端与所述LED连接卡子53的微动拨片开关连接,所述LED连接卡子53上连接有LED灯供电电源;所述PLC控制器K的夹紧进退检测端与所述夹紧气缸56的夹紧感应开关连接,所述PLC控制器K的打点进退检测端与所述打点气缸57的打点感应开关连接,所述PLC控制器K的LED灯型号识别端与所述扫描仪机组4连接。
在本实施例中,LED灯性能检测确认机构6的确认按钮包括启动按钮、复位按钮、急停按钮、手自动切换按钮、产品检测按钮、颜色达标按钮、颜色不达标按钮、灯管均匀性达标按钮、灯管均匀性不达标按钮、丝印达标按钮、丝印不达标按钮、预留达标按钮、预留不达标按钮,共计13个按钮。
所有所述确认按钮分别与所述PLC控制器K按钮检测端组连接;
所述PLC控制器K的夹紧驱动输出端与所述夹紧电磁阀连接,所述PLC控制器K的打点驱动输出端与所述打点电磁阀连接,所述LED连接卡子53的供电线路上设置有供电电磁阀,该供电电磁阀与所述PLC控制器K的LED灯供电控制端连接,所述PLC控制器K的显示端上连接有所述触摸屏,该触摸屏上设置有型号显示模块、性能检测确认显示模块,所述PLC控制器K的打印控制端上连接有打印机组7;
所述PLC控制器K连接有数据库。在本实施例中,该数据库保存有所有LED灯的型号,和每种型号LED灯对应所需检测参数、检测标准。并且可以向数据库写入新的LED灯型号或者删除原有数据。
一种汽车LED灯组件检测识别系统的检测识别方法,结合图7可以看出,按照以下步骤进行:
预处理:数据库中保存所有LED灯的型号,并设定每种型号LED灯对应所需检测参数和检测标准;
S1:PLC控制器K实时检测LED连接卡子53的卡子连接状态,若检测到有LED灯连接,则进入步骤S2,否则继续检测;
S2:PLC控制器K判断夹紧气缸56是否夹紧进到位,若是进入步骤S3,否则,返回步骤S2;
在本实施例中,当工人人员按启动按钮后,气缸开始夹紧。
S3:PLC控制器K启动扫描仪机组4,并获取扫描仪机组4扫描得到的LED灯型号;
在其他实施方式中,依次进行的步骤S3和步骤S4可以与步骤S2、S1调换顺序。即可以先进行扫描获取LED灯型号并显示后再进行连接。
S4:PLC控制器K根据LED灯型号调取对应所需检测参数,并对应显示在触摸屏上;
S5:PLC控制器K获取所需检测参数对应检测参数值,并实时显示在触摸屏上;
S6:PLC控制器K根据检测参数值和检测标准,获取工作人员输入的检测信号,形成检测清单;
S7:PLC控制器K向打印机组发送检测清单并打印;
S8:PLC控制器K控制打点气缸进到位,进行气缸打点;
S9:PLC控制器K控制打点气缸退到位,控制夹紧气缸退到位。
在本实施例中,步骤S4中,检测参数的获取的检测参数值或来自所述确认按键的按键信号数据,或者来自操作人员在触摸屏上输入的数据。
应当指出的是,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改性、添加或替换,也应属于本发明的保护范围。
- 汽车LED灯组件检测识别机、检测识别系统及方法
- 汽车LED灯组件检测识别机