一种激光焊接碳化硅及其复合材料的方法
文献发布时间:2023-06-19 09:46:20
技术领域
本发明属于陶瓷焊接领域,具体涉及一种激光焊接碳化硅及其复合材料的方法。
背景技术
碳化硅及其复合材料具有高强度、高热导、低热膨胀等优异性能,广泛应用于石油、化工、机械、航空航天等领域。工程应用往往对陶瓷部件的尺寸和形状有着各种各样的要求,有时需要将陶瓷部件与金属部件连接起来使用。例如,在碳化硅热交换器中,需要单根长度达数十米的碳化硅热交换管,由于工艺和设备的限制,在单次烧结中难以直接烧制如此长度的碳化硅热交换管,因此需要通过焊接的方式将多根短管焊接达到目标长度。在卫星领域,为了获得更清晰的图片,需要更大的卫星反射镜,而大型碳化硅单体反射镜烧结存在较高难度,采用分块烧结再焊接是制造大型反射镜的有效解决方案。另外,碳化硅及其复合材料的高脆性和低延展性使其加工存在较大的困难,采用焊接的方法可以将复杂部件进行拆解烧结再连接。因此,碳化硅及其复合材料的焊接具有重大的意义。
针对不同需求,目前碳化硅及其复合材料的连接技术主要有机械铰链法、金属钎焊法、扩散连接法、陶瓷前驱体转化法、玻璃焊接法、反应结合法等。每种连接方法有其独特的优缺点。机械铰链法操作方便,所需设备简单,连接方式为物理连接,不需要考虑界面问题,但是该方法连接的陶瓷接口比较松散,不能完全密封。金属钎焊法连接温度低,工艺成熟,容易得到良好的接口,在碱性环境中具有较好性能,但在酸性环境中易失效。扩散连接法和陶瓷前驱体转化法所需温度较高,对于大型构件的焊接存在较大的技术难题。玻璃焊接焊接温度较低,接口密封性好,在酸性环境中具有很好的耐腐蚀性,自19世纪80年代就已经开始使用玻璃焊料焊接陶瓷。但是使用玻璃焊料对碳化硅陶瓷直接焊接时焊接温度通常在1200℃以上,否则玻璃焊料和碳化硅陶瓷在低温的润湿性较差,这进一步影响玻璃焊料和碳化硅陶瓷接触界面的强度。
发明内容
本发明的技术问题是解决玻璃焊接碳化硅及其复合材料在低温阶段熔融玻璃与碳化硅部件(也可以称为“碳化硅基体”)润湿性较差的问题。为实现上述目的,本发明采用如下技术方案:
本发明提供一种激光焊接碳化硅及其复合材料的方法。所述方法包括以下步骤:
(1)制备包含硅粉和溶剂的硅粉悬浊液;
(2)将硅粉悬浊液均匀涂覆在待焊接碳化硅部件表面并烘干,得到表面涂覆硅层的碳化硅部件;
(3)对表面涂覆硅层的碳化硅部件进行激光熔覆处理;
(4)在激光熔覆后的碳化硅部件上涂覆包含玻璃粉和溶剂的玻璃粉浆料;
(5)对另一待焊接碳化硅部件重复步骤(2)-(3);
(6)将步骤(4)涂覆玻璃粉浆料后的碳化硅部件与步骤(5)激光熔覆处理的另一待焊接碳化硅部件完成对接,并进行烘干和热处理。
本发明以硅层作为待焊接碳化硅部件和玻璃焊料之间的过渡层,硅与碳化硅和玻璃焊料(尤其是硼硅酸玻璃焊料)的热膨胀系数匹配度良好。而且,在碳化硅和玻璃焊料中均存在大量硅元素,以硅层作为两者之间的过渡层利于形成更好的扩散结合,具有优异的化学相容性。
不仅如此,玻璃焊接碳化硅及其复合材料时,玻璃焊料在热处理时黏度较大,产生较大的表面张力,导致熔融玻璃与待焊接碳化硅基体的润湿性差。通常需要将焊接温度提高至1200℃以上,才可以实现玻璃焊料与碳化硅基体的良好润湿。本发明提出采用激光熔覆硅层作为玻璃焊料与碳化硅基体之间的过渡层。硅层在激光作用下温度达到1400℃以上,呈现熔化状态,与碳化硅基体进行良好的物理和化学结合,并且在硅层与玻璃焊料的界面处存在氧元素和硅元素的相互扩散及反应,因此它们之间会呈现良好的润湿和结合。综合以上,本发明实现焊接温度(热处理温度)在1000℃以下玻璃焊料和激光熔覆硅层改性后的碳化硅基体之间的润湿角可达到小于90°,起到良好润湿作用,而且焊接样品的抗弯强度可达到100MPa以上。
较佳地,所述碳化硅部件在25-1000℃的热膨胀系数为3.2×10
较佳地,所述玻璃粉为硼硅酸玻璃粉。硼硅酸玻璃具有较低热膨胀系数,与碳化硅的热膨胀系数相匹配,并且硼硅酸玻璃具有良好的化学稳定性,可增加焊接部分的可靠性。
较佳地,所述硼硅酸玻璃粉的化学组成中,氧化硼含量为10-30wt%,二氧化硅含量为60-85wt%。通过调节硼硅酸玻璃中氧化硼与二氧化硅的含量,制备与碳化硅基体具有相近热膨胀系数的玻璃。此时硼硅酸玻璃在25-450℃的热膨胀系数为3.7×10
较佳地,所述硅粉悬浊液包括硅粉和溶剂。其中,硅粉悬浊液中硅粉含量优选50wt%以下。硅粉悬浊液固含量较高时,涂覆的硅层较厚,在激光熔覆过程中不易得到均匀硅层。
较佳地,所述玻璃粉浆料包括玻璃粉和溶剂。其中,玻璃粉浆料中玻璃粉含量优选50-70wt%。通过保证玻璃粉浆料中玻璃粉含量在合适范围内,可以更容易在碳化硅部件表面涂覆均匀的玻璃焊料层。
较佳地,所述硅粉悬浊液和玻璃粉浆料的溶剂各自独立地选自乙醇、丙酮、去离子水中的一种或多种。优选为乙醇。
较佳地,所述待焊接碳化硅部件的材质包括碳化硅、碳纤维增强碳化硅、碳化硅纤维增强碳化硅中的一种或多种。
较佳地,激光熔覆使用熔覆材料对激光的吸收率高于60%的激光源。所述激光源包括但不限于二氧化碳激光器、光纤激光器、半导体激光器或固体激光器。根据熔覆材料(本发明使用硅粉)的特性,本发明可以选用波长为106400nm的激光,以实现有效的光热转化并获取足够的热量使得硅层熔融。
较佳地,激光熔覆的激光功率在45~100W之间;激光熔覆的保护气体为惰性气体。
较佳地,热处理的温度在800~1000℃之间;热处理的保护气氛为惰性气体或空气;热处理时间为10-60分钟。
较佳地,所述方法形成抗弯强度高于100MPa的玻璃层与碳化硅焊接界面。
较佳地,所述方法还包括待焊接碳化硅部件的预处理;优选地,所述预处理为涂覆硅粉悬浊液之前,采用机械方法对待焊接碳化硅部件进行表面处理,然后依次用乙醇和去离子水超声清洗。
附图说明
图1是熔融玻璃焊料与碳化硅基体之间的润湿角(a);熔融玻璃焊料与激光熔覆硅层改性后的碳化硅基体之间的润湿角(b);
图2是玻璃焊料硼硅酸玻璃粉与碳化硅热膨胀系数的对比曲线;
图3是玻璃焊接层与碳化硅基体的界面形貌结构SEM图(a)和元素分布图(b);
图4是900℃焊接碳化硅试条三点抗弯测试曲线(a)及断口形貌图(b);
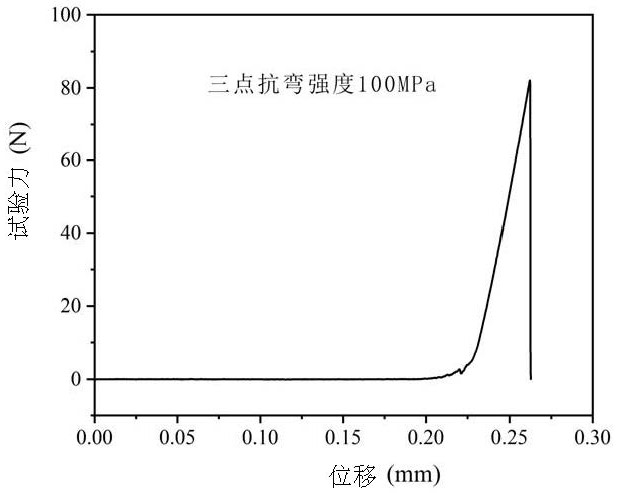
图5是850℃焊接碳化硅试条三点抗弯测试曲线。
具体实施方式
通过下述实施方式进一步说明本发明,应理解,下述实施方式仅用于说明本发明,而非限制本发明。以下各百分含量如无特别说明均指质量百分含量。
以下示例性说明所述激光焊接碳化硅及其复合材料的方法。
制备硅粉悬浊液。硅粉悬浊液的原料组成可包括硅粉和溶剂。例如可将硅粉和溶剂球磨得到硅粉悬浊液。硅粉悬浊液的溶剂优选为乙醇。所述球磨过程以玛瑙球作为研磨球,物料与研磨球的质量比为1:2。所述硅粉悬浊液中硅粉的粒径可小于3μm。合适的硅粉粒径有助于得到均匀的激光熔覆硅层。一些实施方式中,硅粉悬浊液的固含量小于50wt%。
将硅粉悬浊液均匀涂覆在碳化硅部件的待焊接面上。碳化硅部件的材质可为碳化硅及其复合材料。碳化硅复合材料包括但不限于碳纤维增强碳化硅和/或碳化硅纤维增强碳化硅。
一些实施方式中,在碳化硅部件表面涂覆硅粉悬浊液之前,对待焊接碳化硅部件的表面进行预处理。该预处理的目的是去除待焊接碳化硅部件表面的碳层(碳化硅陶瓷烧结过程中会在表面形成少许碳杂质),以免影响后续焊接。例如,预处理可为待焊接碳化硅部件的表面进行磨床处理,然后依次用乙醇和去离子水超声清洗。
将涂覆硅粉悬浊液后的碳化硅部件烘干,得到表面包覆硅层的碳化硅部件。例如可使用烘箱烘干。所述硅层的厚度优选小于3μm。这是因为激光熔覆时,激光瞬间产生的能量较高,使得待熔覆硅层表面温度的硅已经汽化,而里层的硅却尚未熔融,这不利于获得均匀激光熔覆硅层。
将表面包覆硅层的碳化硅部件进行激光熔覆。根据熔覆材料对不同激光波长吸收系数的关系,选择具有较高吸收系数的激光源。该激光源包括但不限于二氧化碳激光器、光纤激光器、半导体激光器或固体激光器。上述激光源优选为二氧化碳激光器或光纤激光器。激光功率控制在45~100W之间,可得到性能优异的激光熔覆硅层。
该激光熔覆优选在惰性气体保护下进行,以保护待焊接基体。该惰性气体可为氩气或氮气。一些实施方式中,将待焊接碳化硅部件放置于气氛保护箱内进行激光熔覆过程。
在激光熔覆后的硅层上涂覆玻璃粉浆料。玻璃粉浆料包括玻璃粉和溶剂。玻璃粉与待焊碳化硅基体的热膨胀系数相匹配。作为优选,所述待焊碳化硅基体在25-1000℃的热膨胀系数为3.2×10
常规硼硅酸玻璃的热膨胀系数在3.3×10
玻璃粉浆料的溶剂优选为乙醇。可选地,玻璃粉浆料固含量为50-70wt%。若玻璃粉浆料中玻璃粉的质量百分含量超过70%,则可能导致涂覆在碳化硅基体上的玻璃焊料涂层不均匀。
对另一待焊接碳化硅部件采用上述同样的操作涂覆硅粉悬浊液和激光熔覆处理。将涂覆玻璃粉浆料后的碳化硅部件与激光熔覆处理的另一待焊接碳化硅部件完成对接。对接结束后,进行烘干以及热处理。
该热处理可在热处理炉中进行。热处理焊接过程的气氛为惰性气体或空气。热处理过程中的惰性气体可为氩气或氮气。热处理过程的温度控制在800~1000℃之间。
一些实施方式中,热处理结束后焊接界面层(即待焊接部件之间的接触界面层)的厚度在300μm以下。
本发明利用激光的高能局部热作用,将高熔点的硅粉熔化在碳化硅基体上制备硅层,两者之间形成良好的结合。然后再利用玻璃焊料与硅层之间良好的扩散和反应,提高它们之间的润湿性。进而表现为玻璃焊料与激光熔覆硅层改性的碳化硅在较低温度下的良好润湿,实现较低温度下玻璃焊接碳化硅。
下面列举实例对本发明做进一步说明。但本发明的范围不应局限在实施例和对比例所述的范围,任何不偏离本发明主题的改变能够为本领域的研究人员所理解,都在本发明的保护范围之内。下述示例具体的工艺参数等也仅是合适范围中的一个示例,而并非要限定于下文示例的具体数值。
实施例1
(1)制备硅粉悬浮液
称取20g硅粉和80g乙醇置于球磨罐中,向球磨罐中加入40g玛瑙球,在转速300转/分钟的星行式球磨机上球磨24小时。所得硅粉悬浊液中硅粉的平均粒径为1μm。
(2)制备硅层
将碳化硅基体的待焊接面使用磨床进行表面处理,然后依次使用乙醇和去离子水超声清洗1小时。将清洗干净的试样放在烘箱中烘干。将硅粉悬浊液均匀涂覆在待焊接面上,然后烘干得到表面涂覆硅层的碳化硅基体。
(3)激光熔覆处理
将表面涂覆硅层的碳化硅基体样品放置于激光熔覆气氛箱内,使用真空泵将气氛箱抽真空,然后充满氩气。使用二氧化碳激光器,调整激光参数:激光功率60W,扫描速度15mm/s,扫描间隔0.1mm。然后在焊接面上开始激光扫描,得到激光熔覆硅层。采用同样操作对另一待焊接碳化硅基体样品进行激光熔覆硅层的制备。
(4)玻璃浆料的制备
如图2所示,为减小玻璃焊接层中的残余应力,通过调节硼硅酸玻璃中氧化硼与二氧化硅的质量百分含量,制备出与碳化硅基体具有相近热膨胀系数的玻璃。硼硅酸玻璃粉的化学组成中,氧化硼含量为10-30wt%,二氧化硅含量为60-85wt%。称取60g硼硅酸玻璃粉和30g乙醇置于球磨罐中,向球磨罐中加入60g玛瑙球,在转速300转/分钟的行星式球磨机上球磨12小时,得到玻璃粉平均粒径为3μm的玻璃浆料。
(5)玻璃焊接碳化硅
在两个待焊接面之间均匀涂覆玻璃浆料,制备成三明治结构。将样品放置在烘箱中烘干,然后放置在马弗炉中进行热处理,热处理温度为900℃,保温40分钟,得到焊接试条。
通过图3的界面形貌结构(a)可以看出,在玻璃焊接层与碳化硅基体之间存在着一层均匀的激光熔覆硅层,该硅层与玻璃层和碳化硅基体均紧密结合,界面处没有气泡。通过图3的元素分布(b)可以看出激光熔覆硅层中分布有氧元素,这说明在硅层与玻璃焊料之间存在氧元素的扩散,它们之间的界面为化学结合。如图4中的(a)所示,通过三点抗弯测试得出(焊接试条尺寸为3×4×36mm,测试跨距为30mm),抗弯强度为110MPa。从图4中的微观图(b)可以看出断裂的位置为玻璃层内部,玻璃层与碳化硅基体之间的界面保持完好,这再次证实玻璃层与碳化硅焊接界面的抗弯强度高。
实施例2
(1)制备硅粉悬浮液
称取20g硅粉和80g乙醇置于球磨罐中,向球磨罐中加入40g玛瑙球,在转速300转/分钟的星行式球磨机上球磨24小时。所得硅粉悬浊液中硅粉的平均粒径为1μm。
(2)制备硅层
将碳化硅基体的待焊接面使用磨床进行表面处理,然后依次使用乙醇和去离子水超声清洗1小时。将清洗干净的试样放在烘箱中烘干。将硅粉悬浊液均匀涂覆在待焊接面上,然后烘干得到表面涂覆硅层的碳化硅基体。
(3)激光熔覆处理
将表面涂覆硅层的碳化硅基体样品放置于激光熔覆气氛箱内,使用真空泵将气氛箱抽真空,然后充满氩气。使用二氧化碳激光器,调整激光参数:激光功率45W,扫描速度10mm/s,扫描间隔0.1mm。然后在焊接面上开始激光扫描,得到激光熔覆硅层。采用同样操作对另一待焊接碳化硅基体样品进行激光熔覆硅层的制备。
(4)玻璃浆料的制备
称取60g硼硅酸玻璃粉和30g乙醇置于球磨罐中,向球磨罐中加入60g玛瑙球,在转速300转/分钟的行星式球磨机上球磨12小时。硼硅酸玻璃粉的化学组成中,氧化硼含量为10-30wt%,二氧化硅含量为60-85wt%。所得玻璃浆料中玻璃粉的平均粒径为3μm。
(5)玻璃焊接碳化硅
在两个焊接面之间均匀涂覆玻璃浆料,制备成三明治的结构。将样品放置在烘箱中烘干,然后放置在马弗炉中进行热处理,热处理温度为850℃,保温40分钟,得到焊接试条。
如图5所示,焊接试条横截面为3×4mm,通过三点抗弯测试得出(焊接试条尺寸为3×4×36mm,测试跨距为30mm),抗弯强度为100MPa,断裂位置为焊接玻璃层,因此焊接玻璃层与碳化硅基体之间的结合强度高于100MPa。
润湿性试验
将玻璃焊料分别放置于碳化硅基体和实施例1中步骤(3)经过激光熔覆硅层改性后的碳化硅基体上(除去玻璃焊料放置的基体不同,两者的其他参数均相同以进行润湿性的对比),然后将样品放置于马弗炉中进行热处理,温度为900℃,保温40分钟。润湿角如图1中的(a)所示,熔融玻璃焊料与碳化硅基体之间的润湿角大于90°;润湿角如图1中的(b)所示,熔融玻璃焊料与激光熔覆硅层改性后的碳化硅基体之间的润湿角小于90°。说明激光熔覆硅层极大地改善了玻璃焊料与基体的润湿性,在900℃保温40分钟的热处理下,由不润湿状体变为润湿状态。
- 一种激光焊接碳化硅及其复合材料的方法
- 带激光焊接层的铝碳化硅复合材料及其制备方法