一种用于汽车产线的轮圈轮胎智能装配设备
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及汽车轮圈轮胎装配技术领域,具体是涉及一种用于汽车产线的轮圈轮胎智能装配设备。
背景技术
轮胎通常安装在金属轮辋上,能支承车身,缓冲外界冲击,实现与路面的接触并保证车辆的行驶性能;
轮胎常在复杂和苛刻的条件下使用,它在行驶时承受着各种变形、负荷、力以及高低温作用,因此必须具有较高的承载性能、牵引性能、缓冲性能。同时,还要求具备高耐磨性和耐屈挠性,以及低的滚动阻力与生热性。世界耗用橡胶量的一半用于轮胎生产,可见轮胎耗用橡胶的能力非同小可;
不管是电动车或者汽车都需要轮胎和轮毂,轮毂起到转动和支撑的作用,轮胎起到了承受变形、负荷力以及高低温作用,所以轮胎和轮毂是车轮必不可少的主要配件;
现在的轮胎与轮毂的装配大多数采用人工加机器的半自动加工的方式,并且很难对轮胎和轮毂进行轴线对中,进而增加了轮胎与轮毂的装配的精度,减低装配效率,因此,我们提出了一种用于汽车产线的轮圈轮胎智能装配设备,以便于解决上述提出的问题。
发明内容
为解决上述技术问题,提供一种用于汽车产线的轮圈轮胎智能装配设备,该设备能够自动的将轮胎和轮毂进行轴线同轴,提高轮胎和轮毂装配的精度,增加了工作效率,降低了人力成本。
为达到以上目的,本发明采用的技术方案为:
一种用于汽车产线的轮圈轮胎智能装配设备,包括:
加工台;
轮胎取料机构,设置在加工台上,用于将待装配的轮胎进行抓取定位;
轮毂取料机构,设置在加工台上,用于将待装配的轮毂进行抓取定位;
相向机构,设置在加工台上,用于将轮胎取料机构和轮毂取料机构二者在加工台上进行相向或者向背运动;
推入机构,设置在加工台上,位于轮毂取料机构和轮胎取料机构之间,用于将轮胎取料机构抓取的轮胎推至轮毂取料机构上抓取的轮毂上进行装配;
其特征在于,推入机构包括:
环形套,呈竖直设置在加工台的上方中心处,位于轮胎取料机构和轮毂取料机构之间;
若干个推板,沿着环形套的圆周方向等间距分布在环形套的内部。
优选地,所述相向机构包括矩形板、两第一螺杆和两相向移动板,矩形板沿着加工台的长度方向分布设置在加工台的顶部,矩形板呈水平设置,矩形板的上表面两侧分别开设有沿着矩形板长度方向分布的矩形滑槽,每个第一螺杆分别呈水平并且能够转动的设置在每个矩形滑槽的内部,两相向移动板对称位于矩形板的上方两端,两第一螺杆上分别设置有第一丝杆滑套,每个第一丝杆滑套分别与每个第一螺杆螺纹连接,每个第一丝杆滑套的顶部分别与每个相向移动板的底部相连接,每个相向移动板的底部两侧分别设有第一滑块,矩形板的上表面分别设有用于供每个第一滑块滑动的第一滑轨。
优选地,所述相向机构还包括第一电机和两驱动齿轮,两驱动齿轮对称位于矩形板的一端两侧,每个齿轮分别与每个第一螺杆一一对应,每个齿轮的中心处分别通过转杆与每个螺杆的一端传动连接,第一电机位于其中一个齿轮的一侧,第一电机的输出端与其中一个齿轮上的转杆一端传动连接,第一电机通过连接支架与矩形架的外壁相连接。
优选地,所述每个相向移动板分别设置有翻转组件,每个翻转组件均包括有中空矩形架、水平翻转支架和竖直转轴,中空矩形架呈竖直设置在相向移动板的顶部,中空矩形架的内部中端设有呈水平设置的隔板,水平翻转支架呈水平位于中空矩形架的正上方,竖直转轴呈竖直设置在水平翻转支架的底部,竖直转轴能够转动的穿过中空矩形架的顶部两面与隔板的中心处转动连接。
优选地,每个所述翻转组件还均包括气缸、第二滑轨、翻转齿轮和驱动齿条,翻转齿轮呈水平设置在竖直转轴设置在竖直转轴上,第二滑轨呈水平位于翻转齿轮的一侧,第二滑轨的一端向中空矩型架的外部延伸,第二滑轨上设置有能够在第二滑轨上滑动的第二滑块,驱动齿条呈水平设置在第二滑块上,中空矩形架上开设有用于避让驱动齿条移动的避让穿口,驱动齿条与翻转齿轮啮合设置,气缸呈水平位于驱动齿条的一端,气缸通过固定支架与中空矩形架的外壁连接,气缸的输出端与驱动齿条的一端连接。
优选地,所述轮毂取料机构包括第一安装架、第二电机、第一套筒、第二螺杆、第二丝杆滑套和四个抵触板,第一安装架呈水平安装在水平翻转支架的末端,第二电机呈水平安装在第一安装架的内部,第一套筒呈水平安装在第一安装架的一端,第二螺杆呈水平并且能够转动的设置在第一套筒的内部中心处,第二电机的输出端与第二螺杆的一端传动连接,第二丝杆滑套设置在第二螺杆上,四个抵触板沿着第一套筒的圆周方向等间距分布在第一套筒外侧,每个抵触板均呈水平设置,第一套筒的圆周面上设有与每个抵触板一一对应的第一滑槽,每个第一滑槽的内部分别设有能够在每个第一滑槽内部滑动的第三滑块,丝杆滑套的圆周面上分别设有连接杆,每个连接杆的一端分别与每个第三滑块的一端连接,每个第三滑块向外的一端分别铰接设有第一铰接连杆,每个第一铰接连杆的一端分别与每个抵触板的一端铰接,每个抵触板分别靠近第一安装架的一端铰接设有第二铰接连杆,每个第二铰接连杆的一端分别与第一套筒靠近第一安装架的圆周面上铰接,每个第一铰接连杆分别与相邻的每个第二铰接连杆平行。
优选地,每个所述抵触板远离第一套筒的一面分别设有能够抵触轮毂内圈的橡胶层。
优选地,所述轮胎取料机构包括第二安装架、第三电机、第二套筒、第三螺杆、第三丝杆滑套和四个能够抵触轮胎内圈的拉升板,第二安装架呈水平设置在水平翻转架的末端,第三电机呈水平设置在第二安装架的内部,第三螺杆呈水平并且能够转动的设置在第二套筒的内部中心处,第三电机的输出端与第三螺杆的一端传动连接,四个拉升板沿着第二套筒的圆周反向分布设置在第二套筒的一端,每个拉升板均呈水平设置,第二套筒的端部分别开设有与每个拉升板一一对应的第二滑槽,每个第二滑槽的内部分别设有能够在每个第二滑槽内部滑动的第四滑块,每个第四滑块的一端分别与每个拉升板的一端连接,第三丝杆滑套设置在第三螺杆上,第三丝杆滑套的圆周面上分别铰接设有与每个第四滑块一一对应的第三铰接连杆,每个第三铰接连杆的一端分别与每个第四滑块的一端铰接。
优选地,所述推入机构还包括若干个与每个推板一一对应的液压缸,所有液压缸分别设置在环形套的圆周面上,每个液压缸的输出端分别与每个推板的一端相连接。
本发明与现有技术相比具有的有益效果是:
一种用于汽车产线的轮圈轮胎智能装配设备,作业时,通过人工或者机械手将待装配的轮毂放置在抵触板上,启动第二电机,通过第二电机带动第二螺杆旋转,通过第二螺杆带动第二丝杆滑套沿着第二螺杆移动,通过第二丝杆滑套分别带动每个连接杆移动,通过每个移动杆分别带动每个第一铰接连杆的一端移动,并通过每个抵触板另一端的第二铰接连杆带动每个抵触板作向外扩展动作,通过每个抵触板上的橡胶层将轮毂内圈抵触定位,通过人工或者机械手将待装配的轮胎放置在拉升板上,启动第三电机,通过第三电机带动第三螺杆旋转,通过第三螺杆带动第三丝杆滑套沿着第三螺杆移动,通过第三丝杆滑套同时带动每个第三铰接连杆的一端移动,通过每个第三铰接连杆的另一端分别带动每个第四滑块沿着每个第二滑槽移动,通过每个第四滑块分别带动每个拉升板移动,使四个拉升板作扩张动作,并将轮胎内圈扩张到一定直径后停止,当轮毂通过轮毂取料机构抓取定位和轮胎通过轮胎取料机构扩张后,启动每个气缸,通过每个气缸带动每个驱动齿条沿着每个第二滑轨限位移动,通过每个驱动齿条分别带动每个翻转齿轮旋转,通过每个翻转齿轮分别带动每个竖直转轴旋转,通过每个竖直转轴分别带动每个水平翻转支架进行水平翻转,进而使轮毂取料机构抓取的轮毂和轮胎取料机构抓取的轮毂二者轴线保持同轴线,当轮毂取料机构抓取的轮毂和轮胎取料机构抓取的轮毂二者轴线保持同轴线后,启动第一电机,通过第一电机带动两驱动齿轮旋转,两驱动齿轮啮合设置,使两驱动齿轮反向旋转,通过两驱动齿轮分别带动每个第一螺杆旋转,通过两个第一螺杆分别带动两个第一丝杆滑套和两个相向移动板相向移动,通过两个相向移动板同时带动轮毂取料机构抓取的轮毂和轮胎取料机构抓取的轮毂相互靠近,当轮毂取料机构抓取的轮毂和轮胎取料机构抓取的轮毂相互靠近,直至移动至环形套的内部,使轮毂移动经过轮胎的内圈向轮胎取料机构的方向靠近,随后启动每个液压缸带动每个推板向环形套的内部轴心方向移动,使每个推板的一侧分别与轮胎远离轮毂取料机构的一侧接触,随后相向机构复合,通过每个推板抵触轮胎的一侧,将轮胎推至轮毂上进行装配,再通过人工或者机械手将轮毂取料机构装配好的轮毂轮胎进行取料,该设备能够自动的将轮胎和轮毂进行轴线同轴,提高轮胎和轮毂装配的精度,增加了工作效率,降低了人力成本。
附图说明
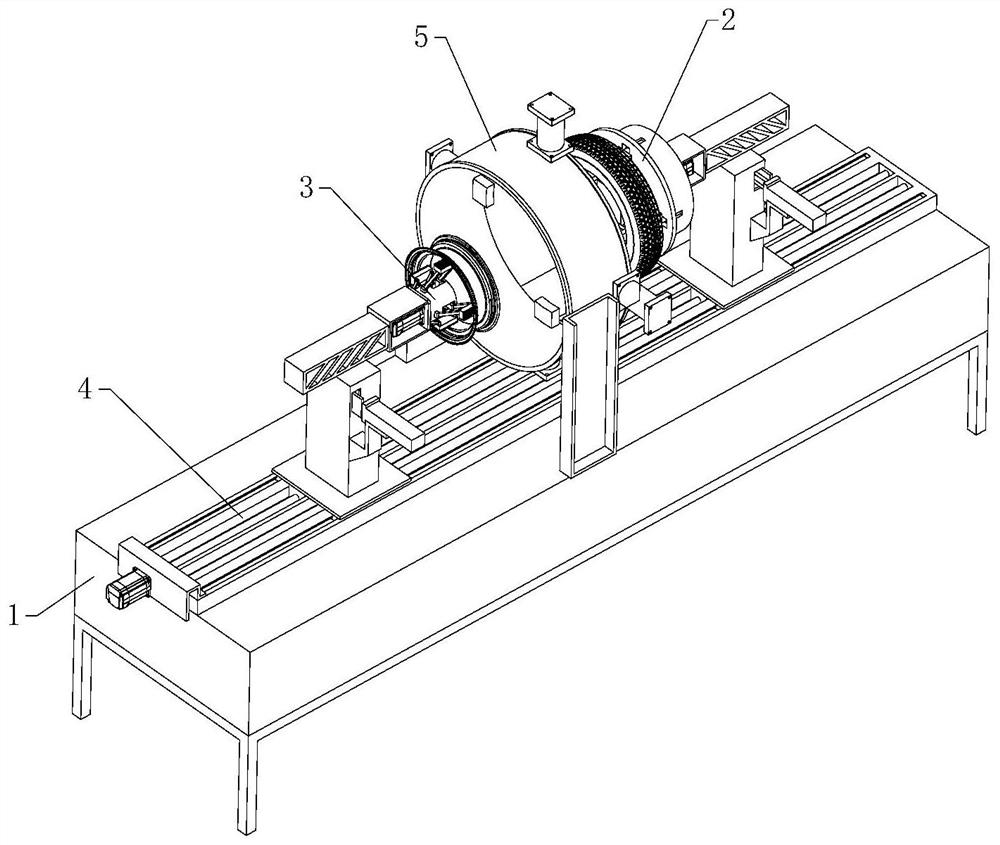
图1为本发明的立体结构示意图一;
图2为本发明的立体结构示意图二;
图3为本发明的俯视图;
图4为本发明的图3中沿A-A处的剖视图;
图5为本发明的图4中B处放大图;
图6为本发明的图4中C处放大图;
图7为本发明的侧视图;
图8为本发明的局部立体结构示意图一;
图9为本发明的局部立体结构示意图二;
图10为本发明的局部分解图;
图11为本发明的翻转组件的局部立体结构示意图一;
图12为本发明的翻转组件的局部立体结构示意图二。
图中标号为:
1-加工台;2-轮胎取料机构;3-轮毂取料机构;4-相向机构;5-推入机构;6-环形套;7-推板;8-矩形板;9-第一螺杆;10-相向移动板;11-矩形滑槽;12-第一丝杆滑套;13-第一滑块;14-第一滑轨;15-第一电机;16-驱动齿轮;17-中空矩形架;18-水平翻转支架;19-竖直转轴;20-隔板;21-气缸;22-第二滑轨;23-翻转齿轮;24-驱动齿条;25-第二滑块;26-避让穿口;27-第一安装架;28-第二电机;29-第一套筒;30-第二螺杆;31-第二丝杆滑套;32-抵触板;33-第一滑槽;34-第三滑块;35-连接杆;36-第一铰接连杆;37-第二铰接连杆;38-第二安装架;39-第三电机;40-第二套筒;41-第三螺杆;42-第三丝杆滑套;43-拉升板;44-第二滑槽;45-第四滑块;46-第三铰接连杆;47-液压缸。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
参照图1至图12所示,一种用于汽车产线的轮圈轮胎智能装配设备,包括:
加工台1;
轮胎取料机构2,设置在加工台1上,用于将待装配的轮胎进行抓取定位;
轮毂取料机构3,设置在加工台1上,用于将待装配的轮毂进行抓取定位;
相向机构4,设置在加工台1上,用于将轮胎取料机构2和轮毂取料机构3二者在加工台1上进行相向或者向背运动;
推入机构5,设置在加工台1上,位于轮毂取料机构3和轮胎取料机构2之间,用于将轮胎取料机构2抓取的轮胎推至轮毂取料机构3上抓取的轮毂上进行装配;
其特征在于,推入机构5包括:
环形套6,呈竖直设置在加工台1的上方中心处,位于轮胎取料机构2和轮毂取料机构3之间;
若干个推板7,沿着环形套6的圆周方向等间距分布在环形套6的内部。
相向机构4包括矩形板8、两第一螺杆9和两相向移动板10,矩形板8沿着加工台1的长度方向分布设置在加工台1的顶部,矩形板8呈水平设置,矩形板8的上表面两侧分别开设有沿着矩形板8长度方向分布的矩形滑槽11,每个第一螺杆9分别呈水平并且能够转动的设置在每个矩形滑槽11的内部,两相向移动板10对称位于矩形板8的上方两端,两第一螺杆9上分别设置有第一丝杆滑套12,每个第一丝杆滑套12分别与每个第一螺杆9螺纹连接,每个第一丝杆滑套12的顶部分别与每个相向移动板10的底部相连接,每个相向移动板10的底部两侧分别设有第一滑块13,矩形板8的上表面分别设有用于供每个第一滑块13滑动的第一滑轨14。
相向机构4还包括第一电机15和两驱动齿轮16,两驱动齿轮16对称位于矩形板8的一端两侧,每个齿轮分别与每个第一螺杆9一一对应,每个齿轮的中心处分别通过转杆与每个螺杆的一端传动连接,第一电机15位于其中一个齿轮的一侧,第一电机15的输出端与其中一个齿轮上的转杆一端传动连接,第一电机15通过连接支架与矩形架的外壁相连接,当轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂二者轴线保持同轴线后,启动第一电机15,通过第一电机15带动两驱动齿轮16旋转,两驱动齿轮16啮合设置,使两驱动齿轮16反向旋转,通过两驱动齿轮16分别带动每个第一螺杆9旋转,通过两个第一螺杆9分别带动两个第一丝杆滑套12和两个相向移动板10相向移动,通过两个相向移动板10同时带动轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂相互靠近。
每个相向移动板10分别设置有翻转组件,每个翻转组件均包括有中空矩形架17、水平翻转支架18和竖直转轴19,中空矩形架17呈竖直设置在相向移动板10的顶部,中空矩形架17的内部中端设有呈水平设置的隔板20,水平翻转支架18呈水平位于中空矩形架17的正上方,竖直转轴19呈竖直设置在水平翻转支架18的底部,竖直转轴19能够转动的穿过中空矩形架17的顶部两面与隔板20的中心处转动连接。
每个翻转组件还均包括气缸21、第二滑轨22、翻转齿轮23和驱动齿条24,翻转齿轮23呈水平设置在竖直转轴19设置在竖直转轴19上,第二滑轨22呈水平位于翻转齿轮23的一侧,第二滑轨22的一端向中空矩型架的外部延伸,第二滑轨22上设置有能够在第二滑轨22上滑动的第二滑块25,驱动齿条24呈水平设置在第二滑块25上,中空矩形架17上开设有用于避让驱动齿条24移动的避让穿口26,驱动齿条24与翻转齿轮23啮合设置,气缸21呈水平位于驱动齿条24的一端,气缸21通过固定支架与中空矩形架17的外壁连接,气缸21的输出端与驱动齿条24的一端连接,当轮毂通过轮毂取料机构3抓取定位和轮胎通过轮胎取料机构2扩张后,启动每个气缸21,通过每个气缸21带动每个驱动齿条24沿着每个第二滑轨22限位移动,通过每个驱动齿条24分别带动每个翻转齿轮23旋转,通过每个翻转齿轮23分别带动每个竖直转轴19旋转,通过每个竖直转轴19分别带动每个水平翻转支架18进行水平翻转,进而使轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂二者轴线保持同轴线。
轮毂取料机构3包括第一安装架27、第二电机28、第一套筒29、第二螺杆30、第二丝杆滑套31和四个抵触板32,第一安装架27呈水平安装在水平翻转支架18的末端,第二电机28呈水平安装在第一安装架27的内部,第一套筒29呈水平安装在第一安装架27的一端,第二螺杆30呈水平并且能够转动的设置在第一套筒29的内部中心处,第二电机28的输出端与第二螺杆30的一端传动连接,第二丝杆滑套31设置在第二螺杆30上,四个抵触板32沿着第一套筒29的圆周方向等间距分布在第一套筒29外侧,每个抵触板32均呈水平设置,第一套筒29的圆周面上设有与每个抵触板32一一对应的第一滑槽33,每个第一滑槽33的内部分别设有能够在每个第一滑槽33内部滑动的第三滑块34,丝杆滑套的圆周面上分别设有连接杆35,每个连接杆35的一端分别与每个第三滑块34的一端连接,每个第三滑块34向外的一端分别铰接设有第一铰接连杆36,每个第一铰接连杆36的一端分别与每个抵触板32的一端铰接,每个抵触板32分别靠近第一安装架27的一端铰接设有第二铰接连杆37,每个第二铰接连杆37的一端分别与第一套筒29靠近第一安装架27的圆周面上铰接,每个第一铰接连杆36分别与相邻的每个第二铰接连杆37平行。
每个抵触板32远离第一套筒29的一面分别设有能够抵触轮毂内圈的橡胶层,作业时,通过人工或者机械手将待装配的轮毂放置在抵触板32上,启动第二电机28,通过第二电机28带动第二螺杆30旋转,通过第二螺杆30带动第二丝杆滑套31沿着第二螺杆30移动,通过第二丝杆滑套31分别带动每个连接杆35移动,通过每个移动杆分别带动每个第一铰接连杆36的一端移动,并通过每个抵触板32另一端的第二铰接连杆37带动每个抵触板32作向外扩展动作,通过每个抵触板32上的橡胶层将轮毂内圈抵触定位。
轮胎取料机构2包括第二安装架38、第三电机39、第二套筒40、第三螺杆41、第三丝杆滑套42和四个能够抵触轮胎内圈的拉升板43,第二安装架38呈水平设置在水平翻转架的末端,第三电机39呈水平设置在第二安装架38的内部,第三螺杆41呈水平并且能够转动的设置在第二套筒40的内部中心处,第三电机39的输出端与第三螺杆41的一端传动连接,四个拉升板43沿着第二套筒40的圆周反向分布设置在第二套筒40的一端,每个拉升板43均呈水平设置,第二套筒40的端部分别开设有与每个拉升板43一一对应的第二滑槽44,每个第二滑槽44的内部分别设有能够在每个第二滑槽44内部滑动的第四滑块45,每个第四滑块45的一端分别与每个拉升板43的一端连接,第三丝杆滑套42设置在第三螺杆41上,第三丝杆滑套42的圆周面上分别铰接设有与每个第四滑块45一一对应的第三铰接连杆46,每个第三铰接连杆46的一端分别与每个第四滑块45的一端铰接,通过人工或者机械手将待装配的轮胎放置在拉升板43上,启动第三电机39,通过第三电机39带动第三螺杆41旋转,通过第三螺杆41带动第三丝杆滑套42沿着第三螺杆41移动,通过第三丝杆滑套42同时带动每个第三铰接连杆46的一端移动,通过每个第三铰接连杆46的另一端分别带动每个第四滑块45沿着每个第二滑槽44移动,通过每个第四滑块45分别带动每个拉升板43移动,使四个拉升板43作扩张动作,并将轮胎内圈扩张到一定直径后停止。
推入机构5还包括若干个与每个推板7一一对应的液压缸47,所有液压缸47分别设置在环形套6的圆周面上,每个液压缸47的输出端分别与每个推板7的一端相连接,当轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂相互靠近,直至移动至环形套6的内部,使轮毂移动经过轮胎的内圈向轮胎取料机构2的方向靠近,随后启动每个液压缸47带动每个推板7向环形套6的内部轴心方向移动,使每个推板7的一侧分别与轮胎远离轮毂取料机构3的一侧接触,随后相向机构4复合,通过每个推板7抵触轮胎的一侧,将轮胎推至轮毂上进行装配,再通过人工或者机械手将轮毂取料机构3装配好的轮毂轮胎进行取料。
本发明的工作原理:作业时,通过人工或者机械手将待装配的轮毂放置在抵触板32上,启动第二电机28,通过第二电机28带动第二螺杆30旋转,通过第二螺杆30带动第二丝杆滑套31沿着第二螺杆30移动,通过第二丝杆滑套31分别带动每个连接杆35移动,通过每个移动杆分别带动每个第一铰接连杆36的一端移动,并通过每个抵触板32另一端的第二铰接连杆37带动每个抵触板32作向外扩展动作,通过每个抵触板32上的橡胶层将轮毂内圈抵触定位,通过人工或者机械手将待装配的轮胎放置在拉升板43上,启动第三电机39,通过第三电机39带动第三螺杆41旋转,通过第三螺杆41带动第三丝杆滑套42沿着第三螺杆41移动,通过第三丝杆滑套42同时带动每个第三铰接连杆46的一端移动,通过每个第三铰接连杆46的另一端分别带动每个第四滑块45沿着每个第二滑槽44移动,通过每个第四滑块45分别带动每个拉升板43移动,使四个拉升板43作扩张动作,并将轮胎内圈扩张到一定直径后停止,当轮毂通过轮毂取料机构3抓取定位和轮胎通过轮胎取料机构2扩张后,启动每个气缸21,通过每个气缸21带动每个驱动齿条24沿着每个第二滑轨22限位移动,通过每个驱动齿条24分别带动每个翻转齿轮23旋转,通过每个翻转齿轮23分别带动每个竖直转轴19旋转,通过每个竖直转轴19分别带动每个水平翻转支架18进行水平翻转,进而使轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂二者轴线保持同轴线,当轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂二者轴线保持同轴线后,启动第一电机15,通过第一电机15带动两驱动齿轮16旋转,两驱动齿轮16啮合设置,使两驱动齿轮16反向旋转,通过两驱动齿轮16分别带动每个第一螺杆9旋转,通过两个第一螺杆9分别带动两个第一丝杆滑套12和两个相向移动板10相向移动,通过两个相向移动板10同时带动轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂相互靠近,当轮毂取料机构3抓取的轮毂和轮胎取料机构2抓取的轮毂相互靠近,直至移动至环形套6的内部,使轮毂移动经过轮胎的内圈向轮胎取料机构2的方向靠近,随后启动每个液压缸47带动每个推板7向环形套6的内部轴心方向移动,使每个推板7的一侧分别与轮胎远离轮毂取料机构3的一侧接触,随后相向机构4复合,通过每个推板7抵触轮胎的一侧,将轮胎推至轮毂上进行装配,再通过人工或者机械手将轮毂取料机构3装配好的轮毂轮胎进行取料。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种用于汽车产线的轮圈轮胎智能装配设备
- 一种用于汽车产线的轮胎智能自动充气设备