设有齿牙的槽钢及其加工方法
文献发布时间:2023-06-19 11:22:42
技术领域
本申请涉及槽钢技术领域,尤其涉及一种设有齿牙的槽钢及其加工方法。
背景技术
薄壁轻型槽钢被广泛用于工厂化预制或工程现场下料装配式支吊架,作为成品支吊架或抗震支吊架不可或缺的基本材料,设有内卷边齿牙结构的钢制轻型槽钢更是主导装配式支吊架的主导材料,采用槽钢连接专业配件用锁扣齿牙和槽钢齿牙咬合成一体,将槽钢制品之间通过各种配件连接成各种用途的装配式支吊架,这种安装方式改变了长期以来的现场制作支吊架的低效率局面,用来安装各种管道电缆桥架的支吊,提高了工程效率,降低了工程成本,增加了工程的美观、标准化及一致性,得到项目的推广使用。
由于历史的原因该类锁扣式支吊架的槽钢齿牙锁扣处,因为齿牙卷板的壁较薄,通常只有1.8~3毫米厚,齿牙抗剪抗滑脱力较小,与整个槽钢抗拉强度对比相差10倍,形成严重的强度薄弱环节,尤其是支撑齿牙的内卷边,当受到锁扣间的锁紧力稍微偏大一点,就产生失稳现象。使牙偏转而失效,槽钢的抗滑脱锁紧力急剧下降,锁紧力的大小在工程。施工安装现场受到环境条件及安装人员技能情绪工具的影响,锁紧力大小控制很困难,很难获得最佳值,常常是锁紧力不大则小留下了工程隐患,成为几十年技术难题,而且在以往的工程项目中,累累出现支吊架整体大面积垮塌事故,更影响地震发生时支吊架安全,亟需消除这一技术缺陷的噩梦。
发明内容
为克服相关技术中存在的问题,本申请提供一种设有齿牙的槽钢,该设有齿牙的槽钢,本申请提供的技术方案,其承托边加厚,在承托边上开设的卡接齿,以使在锁附外部构件时能够提较传统槽钢更大的锁紧力,以使卡接齿的稳定性增加,锁紧力可以达到或超过槽钢的抗拉强度,提升了槽钢用于吊架的稳定性。
为解决上述技术问题,本申请所采用的技术方案如下:
一方面提供一种设有齿牙的槽钢,包括槽钢底边和槽钢侧边;槽钢底边与槽钢侧边形成上部开口的容置槽,槽钢侧边在容置槽的开口处连接有承托边,承托边的厚度大于槽钢底边的厚度和槽钢侧边的厚度中的至少一个,承托边朝向容置槽的底部的一侧设有若干卡接齿。
优选地,承托边的厚度在槽钢底边的厚度或槽钢侧边的厚度的1.2倍至8倍之间。
优选地,在其延伸方向的垂直剖切面,卡接齿的宽度大于槽钢底边的厚度和槽钢侧边的厚度中的至少一个。
优选地,卡接齿的截面呈梯形或锯齿形。
优选地,卡接齿的深度符合齿牙模数标准。
另方面提供一种设有齿牙的槽钢的加工方法,用于加工上述设有齿牙的槽钢,包括以下步骤:
S1:将钢板带送入槽钢成型生产线,该槽钢冷成型生产线设有挤压增厚装置系统,在有牵引动力的成型轮,驱使钢板经过挤压增厚成型轮,钢板的两侧经挤压增厚是通过成型轮挤压变形,以使钢板两侧的厚度大于其原始厚度;
S2:完成两侧挤压成型增厚的钢板进入开齿牙模具,开齿牙模具将钢板两侧增厚区域进行开齿牙,使钢板两侧增厚区域形成卡接齿;
S3:完成开齿牙的钢板冷却定型后进入槽钢成型模具,槽钢成型模具将钢板弯折成预设形状的槽钢。
优选地,S1中钢板带两侧经挤压增厚成型轮挤压增厚,钢板两侧的厚度增加为其原始厚度的1.2倍至2倍;S1中采用冷挤压成型增厚工艺方案及配套设备。
优选地S1中钢板带两侧经挤压增厚成型轮挤压增厚,钢板两侧的厚度增加为其原始厚度的2倍至8倍;S1中采用热挤压成型增厚工艺。
优选地,还包括步骤S4,S4:在S3中弯折成预设形状的槽钢进入切割装置,将槽钢切割成预设长度。
本申请提供的技术方案可以包括以下有益效果:提供一种设有齿牙的槽钢,包括槽钢底边和槽钢侧边;槽钢底边与槽钢侧边形成上部开口的容置槽,槽钢侧边在容置槽的开口处连接有承托边,承托边的厚度大于槽钢底边的厚度和槽钢侧边的厚度中的至少一个,承托边朝向容置槽的底部的一侧设有若干卡接齿。本申请提供的技术方案,其承托边加厚,在承托边上开设的卡接齿,以使在锁附外部构件时能够提较传统槽钢更大的锁紧力,以使卡接齿的稳定性增加,锁紧力可以达到或超过槽钢的抗拉强度,提升了槽钢用于吊架的稳定性。
本申请的技术方案,还可以大幅度降低工程项目造价,提高了社会经济效益,增强了工程安全度保障。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
附图说明
通过结合附图对本申请示例性实施方式进行更详细的描述,本申请的上述以及其它目的、特征和优势将变得更加明显,其中,在本申请示例性实施方式中,相同的参考标号通常代表相同部件。
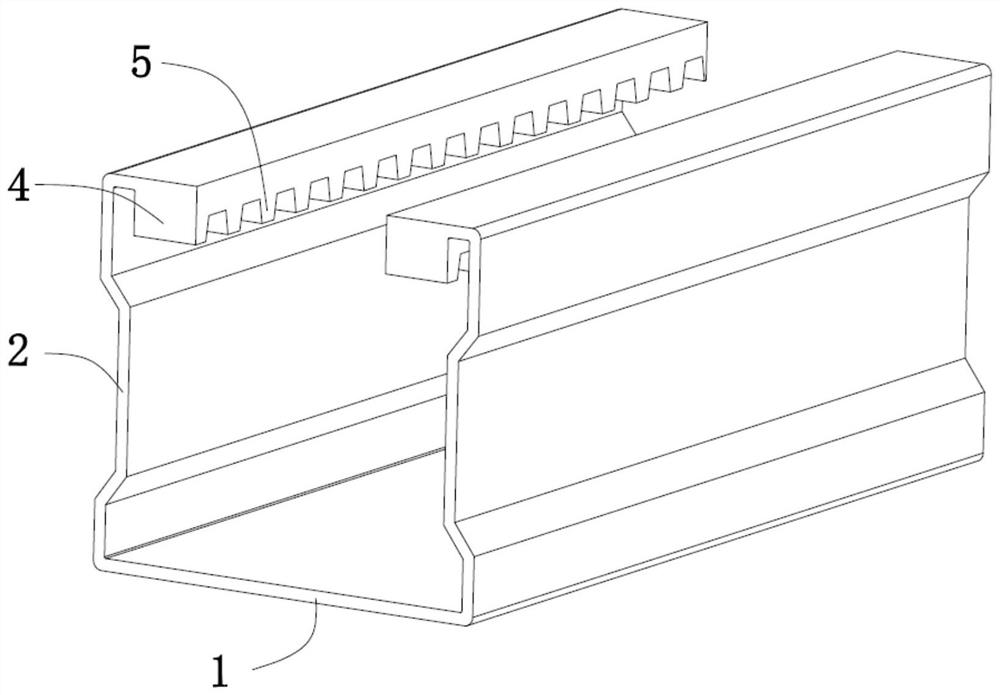
图1是本申请实施例1示出的整体结构示意图。
图2是本申请实施例1示出的槽钢延伸方向示意图。
图3是本申请实施例1图2中标记为A-A处的剖面示意图。
图4是本申请实施例1图3中标记为E-E处的剖面示意图。
图5是本申请实施例1图2中标记为D-D处的剖面示意图。
图6是本申请实施例2示出的整体结构示意图。
图7是本申请实施例2示出的槽钢延伸方向示意图。
图8是本申请实施例2图7中标记为B-B处的剖面示意图。
图9是本申请实施例2图8中标记为G-G处的剖面示意图。
图10是本申请实施例2图8中标记为F-F处的剖面示意图。
附图标记说明
具体实施方式
下面详细描述本申请的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本申请,而不能理解为对本申请的限制。
在本申请中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
在本申请中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
下面通过具体实施方式结合附图对本申请作进一步详细说明。
实施例1
参考图1至图5所示,一种设有齿牙的槽钢,包括槽钢底边1和槽钢侧边2;槽钢底边1与槽钢侧边2形成上部开口的容置槽3,槽钢侧边2在容置槽3的开口处连接有承托边4,承托边4 的厚度大于槽钢底边1的厚度及槽钢侧边2的厚度,承托边4朝向容置槽3的底部的一侧设有若干卡接齿5。
本实施例中,槽钢底边1的厚度及槽钢侧边2的厚度一致。
作为较优的实施方式,承托边4的厚度在槽钢底边1的厚度或槽钢侧边2的厚度的1.2倍至 8倍之间,根据实验数据,卡接齿5的抗剪力与整个槽钢抗拉强度对比相差10倍,在不同的施工需求下,可以设置承托边4的厚度为槽钢其他部位的厚度的1.2倍至8倍,在该数值范围内,可以有效增加卡接齿5的抗剪力,使卡接齿5不易折弯变形,同时,承托边4的厚度在该范围内制造成本及制造难度与其增加的刚性相比较为经济,若超过8倍以上的厚度,整个槽钢的薄弱环节将不再是卡接齿5,因此,从经济角度考虑,没有制造超过该数值承托边4的必要。
本实施例中,槽钢在其延伸方向的垂直剖切面,卡接齿5的宽度大于槽钢底边1的厚度及槽钢侧边2的厚度。
本实施例中,卡接齿5的截面呈梯形。
本实施例中,卡接齿5的深度大于槽钢底边1的厚度和槽钢侧边2的厚度中的至少一个。
实施例2
参考图6至图10所示,与实施例1不同之处在于,卡接齿5的截面锯齿形。
第一种设有齿牙的槽钢的加工方法,用于加工实施例1或实施例2中的设有齿牙的槽钢,包括以下步骤:
S1:将钢板带送入槽钢成型生产线,该槽钢成型生产线设有挤压增厚成型轮,驱使钢板经过挤压增厚成型轮,钢板带的两侧经挤压增厚成型轮挤压变形,以使钢板两侧的厚度大于其原始厚度;
S2:完成两侧挤压成型增厚的钢板带进入开齿牙模具,开齿牙模具将钢板两侧增厚区域进行开齿牙,使钢板两侧增厚区域形成卡接齿;
S3:完成开齿牙的钢板冷却定型后进入槽钢成型模具,槽钢成型模具将钢板弯折成预设形状的槽钢。
S4:在S3中弯折成预设形状的槽钢进入切割装置,将槽钢切割成预设长度。
S1中钢板带两侧经挤压增厚成型轮挤压增厚,钢板两侧的厚度增加为其原始厚度的1.2 倍至2倍;S1中采用冷挤压成型增厚工艺。
第二种设有齿牙的槽钢的加工方法,用于加工实施例1或实施例2中的设有齿牙的槽钢,包括以下步骤:
S1:将钢板送入槽钢带成型生产线,该槽钢成型生产线设有挤压增厚成型轮,驱使钢板经过挤压增厚成型轮,钢板的两侧经挤压增厚成型轮挤压变形,以使钢板两侧的厚度大于其原始厚度;
S2:完成两侧挤压成型增厚的钢板进入开齿牙模具,开齿牙模具将钢板两侧增厚区域进行开齿牙,使钢板两侧增厚区域形成卡接齿;
S3:完成开齿牙的钢板冷却定型后进入槽钢成型模具,槽钢成型模具将钢板弯折成预设形状的槽钢。
S4:在S3中弯折成预设形状的槽钢进入切割装置,将槽钢切割成预设长度。
S1中钢板两侧经挤压增厚成型轮挤压增厚,钢板两侧的厚度增加为其原始厚度的2倍至8 倍;S1中采用热挤压成型增厚工艺。
在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本申请的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上内容是结合具体的实施方式对本申请所作的进一步详细说明,不能认定本申请的具体实施只局限于这些说明。对于本申请所属技术领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干简单推演或替换。
- 设有齿牙的槽钢及其加工方法
- 设有齿牙的槽钢