一种硅胶浸塑工艺
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及防燃处理的技术领域,尤其是指一种硅胶浸塑工艺。
背景技术
市面上的金属件所使用的范畴非常多,例如涉及到电动车的电源部件中作为连接用的金属件,常用于电动车电源连接的金属件由于其结构的限制,在车祸或者碰撞导致电源部件燃烧或者发热时,金属件因为周围的高温造成燃烧,从而引发更大的危害。因此,金属件的防燃需求逐渐提高。
针对相关技术,申请人认为现有用于电动车电源的金属件的因高温导致燃烧的问题亟待解决。
发明内容
为了提高电动车电源用的金属件的高温防燃性能。本发明针对现有技术的问题提供一种硅胶浸塑工艺。
为了解决上述技术问题,本发明采用如下技术方案:一种硅胶浸塑工艺,包括以下步骤:
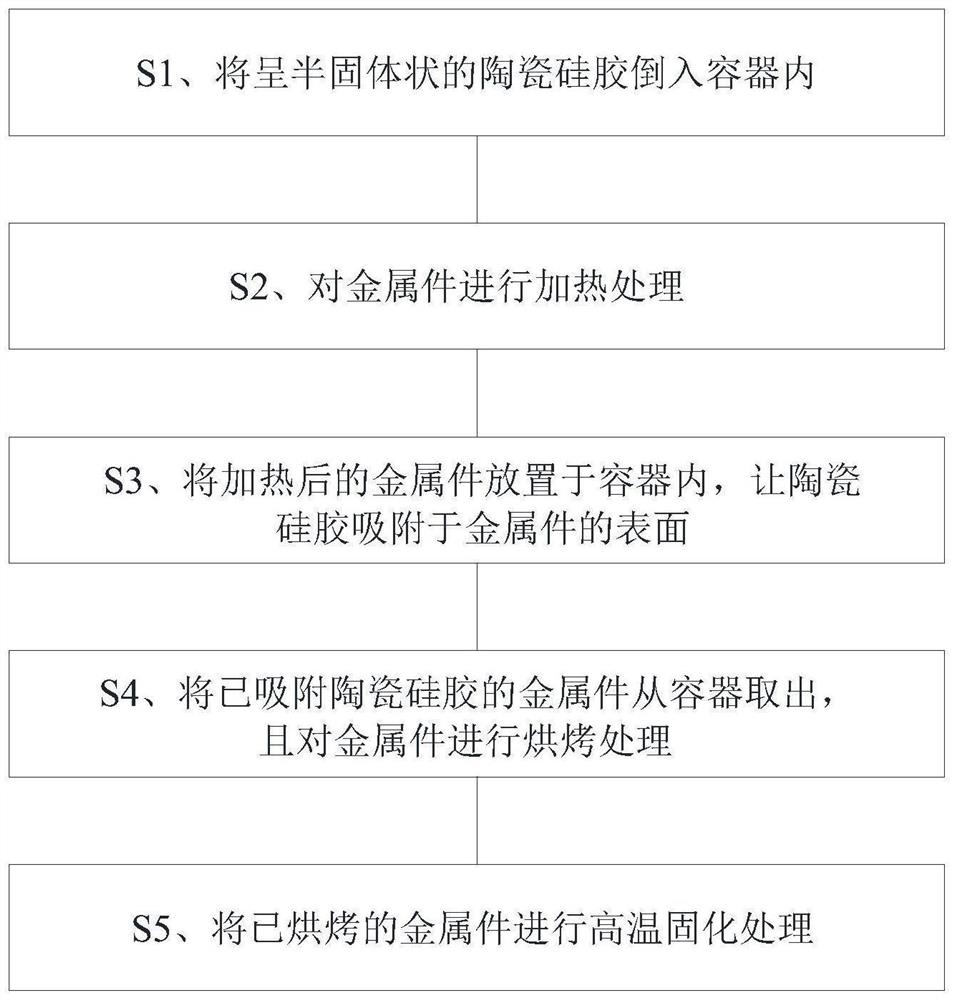
S1、将呈半固体状的陶瓷硅胶倒入容器内;
S2、对金属件进行加热处理;
S3、将加热后的金属件放置于容器内,让陶瓷硅胶吸附于金属件的表面。
进一步的,所述金属件为异形金属件。
进一步的,步骤S3之后,还包括以下步骤:S4、将已吸附陶瓷硅胶的金属件从容器取出,且对金属件进行烘烤处理。
进一步的,所述烘烤处理的温度为150℃-250℃。
进一步的,所述烘烤处理采用烤箱。
进一步的,步骤S4之后,还包括以下步骤:S5、将已烘烤的金属件进行高温固化处理。
进一步的,所述高温固化处理的温度为700℃-800℃。
进一步的,所述高温固化处理采用真空高温炉。
本发明的有益效果:本发明通过加热金属件让陶瓷硅胶自动吸附于金属件的表面,形成的陶瓷硅胶层更加均匀,更加贴合金属件的表面形状。加工有陶瓷硅胶层的金属件可以抵抗1200℃-1800℃的高温,防止发生燃烧的情况,进而提高金属件使用的安全性。
附图说明
图1为本发明的步骤流程图。
具体实施方式
以下结合附图1对本发明进行详细的描述。
一种硅胶浸塑工艺,包括以下步骤:
S1、将呈半固体状的陶瓷硅胶倒入容器内;
S2、对金属件进行加热处理;
S3、将加热后的金属件放置于容器内,让陶瓷硅胶吸附于金属件的表面。
具体地,步骤S2中对金属件进行加热处理,其中对金属件加热的温度与金属件表面需要附着的陶瓷硅胶的厚度为正相关。
即,加热处理的温度越高,吸附于金属件表面的陶瓷硅胶的厚度越厚。本申请通过加热金属件让陶瓷硅胶自动吸附于金属件的表面,形成的陶瓷硅胶层更加均匀,更加贴合金属件的表面形状。具体地,所述金属件为异形金属件。由于不同电动车的电源部分需要电连接的位置不相同,对应的金属件的形状也为不规矩的形状,因此采用加热吸附的方式可以让陶瓷硅胶更加贴合金属件的表面,防止出现遗漏涂层的地方。
本实施例中,步骤S3之后,还包括以下步骤:S4、将已吸附陶瓷硅胶的金属件从容器取出,且对金属件进行烘烤处理。在吸附完成后,由于金属件表面的陶瓷硅胶层较软,因此通过对金属件进行烘烤,可以实现陶瓷硅胶层的硬化。具体地,所述烘烤处理的温度为150℃-250℃。这样的高温可以进一步提高陶瓷硅胶层的表面硬度。所述烘烤处理采用烤箱。这样保证了烘烤处理的温度为持续高温。
本实施例中,步骤S4之后,还包括以下步骤:S5、将已烘烤的金属件进行高温固化处理。这样可以让金属件表面的陶瓷硅胶层进行高温陶瓷化,陶瓷化后的金属件可以抵抗1200℃-1800℃的高温,防止发生燃烧的情况,进而提高金属件使用的安全性。所述高温固化处理的温度为700℃-800℃。这样的高温可以保证陶瓷硅胶层陶瓷化的质量。所述高温固化处理采用真空高温炉。这样确保固化时的温度为持续高温。
以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例公开如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
- 一种硅胶浸塑工艺
- 一种壶铃浸塑液及其浸塑工艺