一种电子元件外壳全自动成型设备
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及成型设备领域,尤其涉及一种电子元件外壳全自动成型设备。
背景技术
注塑成型设备的工作原理与打针用的注射器相似,它是借助螺杆的推力,将已塑化好的熔融状态的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程,注塑成型加工过程中所用的塑料原料多种多样,模具设计的种类和形式也是五花八门,另外,操作工人对于特定注塑成型设备的熟悉程度以及工人之间的操作技能,实践经验的差异也各不相同。同时,客观环境也会随着季节变化而不同,这些客观和主观条件共同决定了注塑成型制品缺陷的产生。目前市场上的注塑成型设备不够高效,特别是对于产品周期较短的产品,对于电子产品来说,由于其产品更新速度较快,这就需要对其成型工艺提出更加高效的需求。
现有方案产品完成注塑后,通过人工剪切的方式对零件进行剪切。导致产品的注塑成型效率较低,且剪切效果较差。如何解决这个问题变得至关重要。
发明内容
针对上述现有技术的缺点,本发明的目的是提供一种电子元件外壳全自动成型设备,以解决现有技术中产品的注塑成型效率较低,且剪切效果较差的问题。
为实现上述目的,本发明的技术方案如下:
一种电子元件外壳全自动成型设备;
包括混合物料的混料机构、零件成型的模具机构、向所述模具机构注入混合物的注塑机构、夹持移动零件的夹持机构和剪切零件的冲切机构;所述混料机构连通所述注塑机构进口;所述模具机构连通所述注塑机构出口;所述夹持机构设置在所述模具机构与所述冲切机构之间。
进一步的技术方案为:所述混料机构包括第二动力装置、第一动力装置、混料筒、搅拌物料的搅拌机构、驱动所述搅拌机构旋转的第一动力装置、流通物料的输料管和输送混合物的第一螺杆;所述搅拌机构旋转设置在所述混料筒内;所述第一动力装置驱动所述搅拌机构旋转;所述输料管进口连通所述混料筒;所述第一螺杆旋转设置在所述输料管内;所述第二动力装置驱动所述第一螺杆旋转。
进一步的技术方案为:所述搅拌机构包括外框和内杆;所述外框围绕所述混料筒内设置;所述内杆围绕所述输料管设置在所述外框上;所述外框上设置有齿条;所述第一动力装置驱动端设置有齿轮;所述齿条啮合所述齿轮。
进一步的技术方案为:所述模具机构包括模腔、导杆、固定设置在所述注塑机构出口的第一模体、滑动设置在所述导杆上的第二模体、顶出零件的顶杆、驱动所述第二模体靠近所述第一模体的驱动装置和冷却零件的流通管;所述模腔分别相对开设在所述第一模体上和所述第二模体上;所述第二模体设置在所述驱动装置的驱动端;所述流通管内流通冷水;所述流通管围绕零件开设在所述第一模体内。
进一步的技术方案为:所述驱动装置包括摆动设置在所述第二模体两侧的摆件、顶住所述第二模体的顶件和推动所述摆件摆动的第三动力装置;所述第三动力装置的驱动端设置有丝杆;所述顶件设置在所述摆件第一端;所述丝杆螺纹穿设在所述摆件第二端。
进一步的技术方案为:注塑机构包括第四动力装置、加热混合物的加热管、支撑所述加热管的支撑板、流通混合物的注料管和输送混合物的第二螺杆;所述支撑板围绕所述注料管并列设置;所述加热管穿设在所述支撑板上;所述第四动力装置驱动所述第二螺杆沿所述注料管内旋转。
进一步的技术方案为:所述夹持机构包括机械臂、设置在所述机械臂驱动端的支架、吸附零件的吸盘和零件降温的气管;所述吸盘并列设置在所述支架上;所述气管连通吹气源;所述气管吹气端设置在所述支架上靠近所述吸盘的位置。
进一步的技术方案为:还包括冷却零件的冷却装置;所述冷却装置包括围绕零件设置的导轨、滑动设置在所述导轨上的滑座、冷却零件的风扇和驱动所述风扇围绕所述零件移动的第六动力装置;所述第六动力装置驱动端连接所述滑座;所述风扇设置在所述滑座上。
进一步的技术方案为:所述冲切机构包括放置零件的底模、冲切零件的顶模和驱动所述顶模移动的第五动力装置;所述底模内并列开设有避让槽;所述顶模内并列设置有切刀;所述切刀嵌入所述避让槽。
进一步的技术方案为:所述底模上设置有导向柱和支撑所述顶模的弹性装置;所述导向柱穿设在所述顶模上;所述弹性装置套设在所述导向柱上。
与现有技术相比,本发明的有益技术效果如下:(1)通过第一动力装置驱动搅拌机构旋转,可以完成物料的充分搅拌,通过第二动力装置驱动第一螺杆旋转,可以完成混合物的再混合和定量输送,提高注塑成型质量;(2)通过注塑机构完成混合物的融化,加热管通过支撑板对混合物进行加热,使得混合物受热均匀;(3)通过第三动力装置驱动丝杆旋转完成摆件的摆动,使得第三动力装置只需要较小的力,就可以顶起第二模体,保证第二模体可以顺畅的往复移动;(4)通过夹持机构完成零件的吸附并完成零件的移动,通过吸盘吸附前对零件吹气降温,方便吸盘吸附零件,提高了生产效率;(5)第六动力装置的驱动端旋转,带动滑座和风扇沿导轨滑动,风扇吹出气体,将零件冷却凝固,方便后续冲切机构冲切零件;(6)通过冲切机构将零件多余部件冲切,相比人工剪切提高了剪切效率和剪切质量。
附图说明
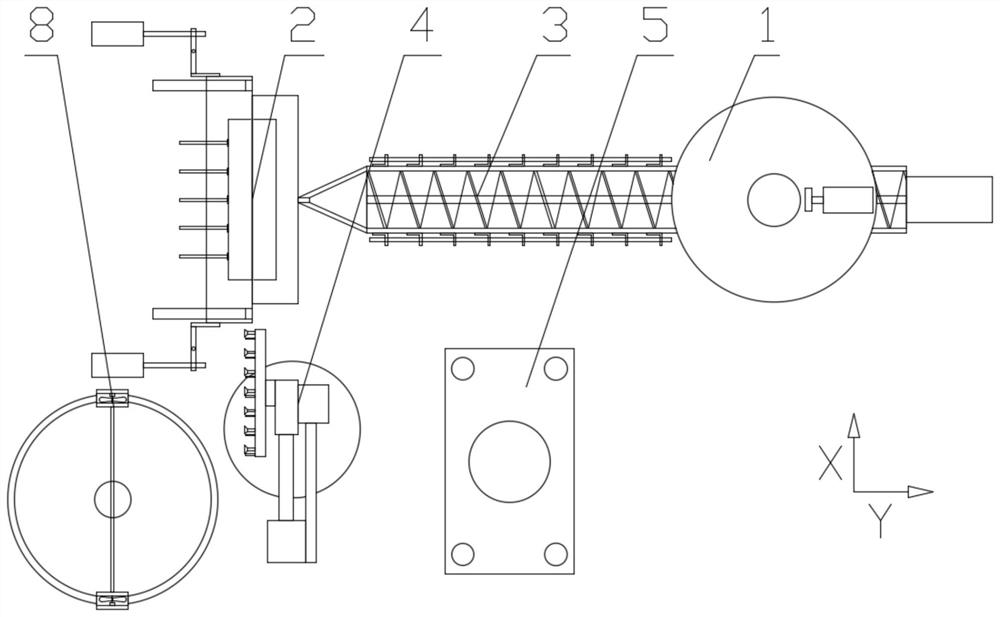
图1示出了本发明实施例电子元件外壳全自动成型设备的俯视结构图。
图2示出了本发明实施例混料机构的主视结构图。
图3示出了本发明实施例注塑机构的俯视结构图。
图4示出了本发明实施例摆件的俯视结构图。
图5示出了本发明实施例冷却装置的俯视结构图。
图6示出了本发明实施例夹持机构的俯视结构图。
图7示出了本发明实施例冲切机构的左视结构图。
附图中标记:1、混料机构;11、混料筒;12、搅拌机构;13、第一动力装置;14、输料管;15、第一螺杆;16、第二动力装置;2、模具机构;21、第一模体;22、第二模体;23、导杆;24、模腔;25、顶杆;26、驱动装置;27、流通管;3、注塑机构;31、加热管;32、支撑板;33、注料管;34、第二螺杆;35、第四动力装置;4、夹持机构;41、机械臂;42、支架;43、吸盘;44、气管;5、冲切机构;51、底模;52、顶模;53、第五动力装置;54、避让槽;55、切刀;56、导向柱;57、弹性装置;6、外框;61、内杆;62、齿条;63、齿轮;7、摆件;71、顶件;72、第三动力装置;73、丝杆;8、冷却装置;81、导轨;82、滑座;83、风扇;84、第六动力装置。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本发明提出的装置作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
图1示出了本发明实施例电子元件外壳全自动成型设备的俯视结构图。图2示出了本发明实施例混料机构的主视结构图。图3示出了本发明实施例注塑机构的俯视结构图。图4示出了本发明实施例摆件的俯视结构图。图5示出了本发明实施例冷却装置的俯视结构图。图6示出了本发明实施例夹持机构的俯视结构图。图7示出了本发明实施例冲切机构的左视结构图。结合图1、图2、图3、图4、图5、图6和图7所示,本发明公开了一种电子元件外壳全自动成型设备。图中X的方向为本发明俯视结构图的前端,图中Y的方向为本发明俯视结构图的右端。
电子元件外壳全自动成型设备包括混合物料的混料机构1、零件成型的模具机构2、向模具机构2注入混合物的注塑机构3、夹持移动零件的夹持机构4和剪切零件的冲切机构5。混料机构1连通注塑机构3进口。模具机构2连通注塑机构3出口。夹持机构4设置在模具机构2与冲切机构5之间。
电子元件外壳安装在汽车的电子设备上,电子元件外壳需要具有底导热性能和抗震的性能。电子元件外壳采用聚丙烯材质,提供较好的耐热和抗震性能。聚丙烯是由丙烯聚合而制得的一种热塑性树脂。聚丙烯也包括丙烯与少量乙烯的共聚物在内。通常为半透明无色固体,无臭无毒。由于结构规整而高度结晶化,故熔点高达167℃,具有较高的耐热性能。聚丙烯材质是最轻的通用塑料。聚丙烯耐腐蚀,抗张强度30MPa,强度、刚性和透明性都比聚乙烯好。
混料机构1包括第二动力装置16、第一动力装置13、混料筒11、搅拌物料的搅拌机构12、驱动搅拌机构12旋转的第一动力装置13、流通物料的输料管14和输送混合物的第一螺杆15。搅拌机构12旋转设置在混料筒11内。第一动力装置13驱动搅拌机构12旋转。输料管14进口连通混料筒11。第一螺杆15旋转设置在输料管14内。第二动力装置16驱动第一螺杆15旋转。
优选的,第二动力装置16为电机。优选的,第一动力装置13为电机。混料筒11为上下方向设置。输料管14上下方向设置在混料筒11内。混料筒11的上端为混料筒11的进口。混料筒11的下端为混料筒11的出口。输料管14的上端为输料管14的进口。输料管14的下端为输料管14的出口。第一螺杆15上下方向旋转设置在输料管14内。第一螺杆15的上端连接第二动力装置16的驱动端。
搅拌机构12包括外框6和内杆61。外框6围绕混料筒11内设置。内杆61围绕输料管14设置在外框6上。外框6上设置有齿条62。第一动力装置13驱动端设置有齿轮63。齿条62啮合齿轮63。
外框6外表面贴合混料筒11内表面。内杆61设置在外框6的内表面。齿条62围绕外框6的上端设置。第一动力装置13驱动齿轮63旋转,齿轮63带动齿条62旋转和搅拌机构12旋转。搅拌机构12对混料筒11内物料进行搅拌。混合物进入输料管14内。第二动力装置16驱动第一螺杆15旋转,第一螺杆15推动混合物沿输料管14内自上而下移动,混合物进入注塑机构3内。
通过第一动力装置13驱动搅拌机构12旋转。可以完成物料的充分搅拌。通过第二动力装置16驱动第一螺杆15旋转,可以完成混合物的再混合和定量输送,提高注塑成型质量。
注塑机构3包括第四动力装置35、加热混合物的加热管31、支撑加热管31的支撑板32、流通混合物的注料管33和输送混合物的第二螺杆34。支撑板32围绕注料管33并列设置。加热管31穿设在支撑板32上。第四动力装置35驱动第二螺杆34沿注料管33内旋转。
优选的,第四动力装置35为电机。注料管33为左右方向设置。输料管14的下端连通注料管33右侧的上端。第二螺杆34左右方向旋转设置在注料管33内。支撑板32并列设置在注料管33的外表面。加热管31左右方向穿设在支撑板32上。第二螺杆34的右端连接第四动力装置35的驱动端。
混合物进入注料管33内的右端,第四动力装置35驱动第二螺杆34旋转,混合物沿注料管33内由右往左移动,加热管31的热量通过支撑板32传递到注料管33上,注料管33上热量对混合物进行加热,加热后混合物从注料管33左端排出进入模具机构2。
通过注塑机构3完成混合物的融化,加热管31通过支撑板32对混合物进行加热,使得混合物受热均匀。
模具机构2包括模腔24、导杆23、固定设置在注塑机构3出口的第一模体21、滑动设置在导杆23上的第二模体22、顶出零件的顶杆25、驱动第二模体22靠近第一模体21的驱动装置26和冷却零件的流通管27。模腔24分别相对开设在第一模体21上和第二模体22上。第二模体22设置在驱动装置26的驱动端。流通管27内流通冷水。流通管27围绕零件开设在第一模体21内。
驱动装置26包括摆动设置在第二模体22两侧的摆件7、顶住第二模体22的顶件71和推动摆件7摆动的第三动力装置72。第三动力装置72的驱动端设置有丝杆73。顶件71设置在摆件7第一端。丝杆73螺纹穿设在摆件7第二端。
优选的,第三动力装置72为电机。第一模体21位于第二模体22的右侧。导杆23左右方向穿设在第二模体22上。模腔24的左侧开设在第二模体22的右表面。模腔24的右侧开设在第一模体21的左表面。
驱动装置26分别设置在第二模体22的前后两侧。摆件7的第一端为摆件7的内端。摆件7的第二端为摆件7的外端。顶件71左右方向设置在摆件7的内端。顶件71的右端摆动连接第二模体22。顶件71的左端连接摆件7的内端。丝杆73左右方向螺纹穿设在摆件7的外端。丝杆73的左端连接第三动力装置72的驱动端。丝杆73的右端螺纹穿设在摆件7的外端。
第三动力装置72驱动丝杆73旋转,丝杆73向左拉动摆件7的外端,摆件7的内端向右摆动,摆件7推动顶件71向右移动。顶件71顶住第二模体22沿导杆23向右滑动,第二模体22靠近第一模体21。加热后混合物进入模腔24内形成零件,流通管27内流通冷水将零件冷却凝固。
第三动力装置72驱动丝杆73反向旋转,丝杆73向右推动摆件7的外端,摆件7的内端向左摆动,摆件7推动顶件71向左移动。顶件71打动第二模体22沿导杆23向左滑动,第二模体22远离第一模体21,顶杆25沿第二模体22内滑动,顶杆25将零件顶出。
通过第三动力装置72驱动丝杆73旋转完成摆件7的摆动,使得第三动力装置72只需要较小的力,就可以顶起第二模体22,保证第二模体22可以顺畅的往复移动。
夹持机构4包括机械臂41、设置在机械臂41驱动端的支架42、吸附零件的吸盘43和零件降温的气管44。吸盘43并列设置在支架42上。气管44连通吹气源。气管44吹气端设置在支架42上靠近吸盘43的位置。
吸盘43连通吸气源。夹持机构4需要吸附零件时,机械臂41带动支架42、吸盘43和气管44靠近零件,吸盘43吸附零件之前,气管44吹出气体,气体对零件进行降温。吸盘43再吸附零件,机械臂41带动支架42、吸盘43、气管44和零件移动远离模具机构2。
通过夹持机构4完成零件的吸附并完成零件的移动,通过吸盘43吸附前对零件吹气降温,方便吸盘43吸附零件,提高了生产效率。
电子元件外壳全自动成型设备还包括冷却零件的冷却装置8。冷却装置8包括围绕零件设置的导轨81、滑动设置在导轨81上的滑座82、冷却零件的风扇83和驱动风扇83围绕零件移动的第六动力装置84。第六动力装置84驱动端连接滑座82。风扇83设置在滑座82上。
优选的,第六动力装置84为电机。优选的,导轨81为环形。第六动力装置84上下方向设置在导轨81的中间。第六动力装置84的上端为第六动力装置84的驱动端。第六动力装置84的上端连接滑座82。
第六动力装置84的驱动端旋转,带动滑座82和风扇83沿导轨81滑动,风扇83吹出气体,将零件冷却凝固,方便后续冲切机构5冲切零件。
冲切机构5包括放置零件的底模51、冲切零件的顶模52和驱动顶模52移动的第五动力装置53。底模51内并列开设有避让槽54。顶模52内并列设置有切刀55。切刀55嵌入避让槽54。
底模51上设置有导向柱56和支撑顶模52的弹性装置57。导向柱56穿设在顶模52上。弹性装置57套设在导向柱56上。
优选的,第五动力装置53为液压缸。避让槽54开设在底模51的上表面。切刀55设置在顶模52的下端。
优选的,弹性装置57为弹簧。导向柱56上下方向设置在底模51上。弹性装置57上下方向套设在导向柱56的外表面。
夹持机构4将零件放置在底模51内,第五动力装置53的驱动端伸出,顶模52沿导向柱56向下移动,切刀55嵌入避让槽54将零件多余部分冲切掉。第五动力装置53的驱动端收缩,弹性装置57向上顶住顶模52沿导向柱56向上移动。夹持机构4吸附零件将零件取出。
通过冲切机构5将零件多余部件冲切,相比人工剪切提高了剪切效率和剪切质量。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种电子元件外壳全自动成型设备
- 一种基于视觉机器人电子元件全自动剪脚成型设备