一种齿轮滚磨光整加工设备及加工方法
文献发布时间:2023-06-19 18:30:43
技术领域
本申请涉及齿轮生产设备的技术领域,尤其是涉及一种齿轮滚磨光整加工设备及加工方法。
背景技术
盘类零件是工程实际中常用的零部件,其表面质量直接影响着产品的机械性能和使用寿命,如齿轮的表面质量直接影响到其承载能力和疲劳寿命的高低。对于大中型盘类零件来说,采用现有的传统加工工艺如磨削、珩磨和研磨等很难实现全方位一次性加工,获得好的表面质量。
然而现有的打磨加工技术中,通常是利用三爪卡盘由齿轮的内部支撑住,形成对齿轮的固定,然后启动与三爪卡盘固定连接的电机,电机带动齿轮旋转,从而打磨装置可以由齿轮的上表面及其侧边的齿进行打磨。
但是当齿轮的一面打磨结束后需要进行齿轮的背面打磨时,需要工作人员将齿轮油三爪卡盘上面拆卸下来,然后翻转齿轮面后再将其固定在三爪卡盘上,操作时间长、操作强度大,影响工作人员的工作效率。
发明内容
为了方便打磨的齿轮便于翻转、降低工作人员的操作强度,本申请提供一种齿轮滚磨光整加工设备及加工方法。
一种齿轮滚磨光整加工设备,包括底座、固定连接于底座且位于底座上方的机架以及用于内撑夹持齿轮的三爪卡盘,所述三爪卡盘用于内撑于齿轮的内部侧壁上,
打磨机构,打磨机构设置于机架上,且在工作过程中沿齿轮的径向方向往复运动;
驱动机构,所述驱动机构包括用于驱动齿轮旋转的第一步进电机和用于驱动第一步进电机沿竖直方向移动的第一竖直液压缸,所述三爪卡盘可拆卸连接于第一步进电机的输出端;
所述驱动机构还包括固定用于插设于花键槽内的花键杆,所述三爪卡盘上开设有花键槽,所述花键杆固定连接于第一竖直液压缸的活塞杆端部;
水平旋转机构,所述水平旋转机构设置于机架,所述水平旋转机构用于驱动齿轮调转方向;所述水平旋转机构包括固定连接于机架上的旋转气缸、用于卡设于齿轮上的支架,所述支架固定连接于旋转气缸,所述支架设置于齿轮的外周侧,所述支架上转动设置有两个滑动轮,两个所述滑动轮对称抵接于齿轮的两侧。
通过采用上述技术方案,使用时,将需要进行打磨齿倒角的齿轮卡设于支架之间,并使两个滑动轮对称抵接于齿轮的两侧,然后第一竖直液压缸驱动推动第一步进电机沿竖直方向移动,从而使三爪卡盘卡设于齿轮的中心处,并调节三爪卡盘抵接于齿轮的周向内侧壁,然后启动第一步进电机带动三爪卡盘旋转,旋转的三爪卡盘带动齿轮旋转,打磨机构沿齿轮径向方向水平移动,从而与旋转过程中齿轮的齿上边沿接触,以此完成对齿轮的齿上边沿的打磨。
当打磨齿轮的齿的上边沿打磨结束时,第一竖直液压缸启动带动第一步进电机移动,使第一步进电机上的花键脱离花键槽,然后旋转气缸启动,旋转气缸带动支架翻转,与此同时支架上的齿轮也发生同步翻转,翻转结束后,第一竖直移动机构启动带动第一旋转移动移动使第一竖直液压缸上的花键卡设于花键槽内。从而继续完成齿轮另一侧齿边沿的打磨,以此实现方便打磨的齿轮便于翻转、降低工作人员的操作强度。
在一些实施方案中,所述水平旋转机构还包括限位块,所述限位块沿支架的侧壁滑动设置,且所述限位块始终用于抵接于齿轮的下端。
通过采用上述技术方案,限位块始终抵接于齿轮的下端,从而实现对齿轮兜底的作用,降低齿轮脱离的现象,并且当齿轮在旋转气缸的驱动下翻转后,限位块会在重力的作用下沿着支架的侧壁滑动,从而再次抵接于齿轮下方的底面上。
在一些实施方案中,所述驱动机构还包括套管,所述第一步进电机的输出端与花键杆同轴心固定连接,所述套管套设于输出端且一端抵接于齿轮,所述套管的另一端抵接于底座上。
通过采用上述技术方案,将套管套设于第一步进电机的输出轴上,当花键插设于花键槽内时,三爪卡盘朝向于第一步进电机的一端抵接于套管上,从而提高花键的强度,并且保障三爪卡盘在旋转过程中的稳定性。
在一些实施方案中,打磨机构包括水平液压缸、滑轨和打磨刀,所述滑轨固定连接于机架远离底座的一端,所述滑轨上滑动安装有第二步进电机,所述第二步进电机输出端朝向于底座,所述打磨刀固定连接于第二步进电机输出端,所述水平液压缸固定连接于机架上,所述水平液压缸输出端连接于第二步进电机用于推动其沿滑轨做往复运动。
通过采用上述技术方案,当齿轮在旋转气缸带动下发生旋转时,同时启动水平液压缸推动第二步进电机沿滑轨滑动做往复运动,即沿齿轮的径向方向移动,并且在此过程中第二步进电机带动打磨刀进行旋转对齿轮的上齿边沿进行打磨,而且水平液压缸推动打磨刀的移动距离刚好是齿槽的深度,即齿轮每旋转过一个齿打磨刀刚好完成由该齿伸入伸出。
在一些实施方案中,所述打磨机构还包括第二竖直液压缸和滑动座,所述滑动座滑动设置于滑轨上,所述第二竖直液压缸固定连接于滑动座上,所述第二竖直液压缸活塞杆竖直向下设置且固定连接于第二步进电机,所述水平液压缸活塞杆固定连接于滑动座上。
通过采用上述技术方案,当需要进行齿轮的翻转时,工作人员可以启动第二竖直液压缸带动第二步进电机远离齿轮,从而增加齿轮在翻转过程中的翻转空间,防止打磨机构对齿轮翻转过程中形成阻碍。
在一些实施方案中,所述打磨机构还包括支撑板,所述支撑板安装于水平液压缸的活塞杆上,所述支撑板远离水平液压缸活塞杆的一端靠近于底座,所述支撑板远离水平液压缸活塞杆的一端固定连接有铰刀,所述铰刀设置于打磨刀的下方用于贴近于齿轮的齿侧滑动。
通过采用上述技术方案,当水平液压缸推动第二液压缸带动打磨刀对齿轮的边沿进行倒角打磨时,铰刀会由打磨刀的下方同步移动,并且铰刀会贴着打磨后齿轮的齿侧壁移动,从而铰刀会铲除掉打磨过程中在齿轮上形成的毛刺。
在一些实施方案中,所述支撑板靠近于水平液压缸活塞杆的一端滑动设置于滑轨上,所述支撑板上铰接有卡环,所述水平液压缸活塞杆沿水平方向贯穿于支撑板,所述卡环卡紧于水平液压缸活塞杆上。
通过采用上述技术方案,当需要调节支撑板与滑动座之间的距离时,工作人员解除卡环卡紧在水平液压缸活塞杆上,然后调节水平液压缸驱动带动滑动座移动从而改变支撑板与滑动座之间的距离,当距离调节结束后在用卡环卡设在水平液压缸活塞杆上从而实现支撑板与水平液压缸活塞杆之间的固定。
在一些实施方案中,所述滑动座上开设有滑槽,所述第二步进电机沿竖直方向滑动设置于滑槽内。
通过采用上述技术方案,当调节打磨刀的高度时,第二竖直液压缸驱动第二步进电机沿滑槽进行滑动,从而保障第二步进电机在移动过程中的稳定性,以及复位后的准确性。
在一些实施方案中,所述竖直电机上安装有减振轮,所述减振轮沿滑槽的延伸方向滚动设置。
通过采用上述技术方案,当第二步进电机沿竖直方向滑动于滑槽时,竖直电机上的减震轮沿滑槽滑动,从而保障竖直电机在滑动过程中的稳定性。
在一些实施方案中,还提供一种齿轮滚磨光整加工设备的加工方法:
S1:将需要进行打磨的齿轮套设于三爪卡盘上;
S2:调节三爪卡盘抵紧齿轮内圈;
S3:将三爪卡盘插设于花键杆上;
S4:调节支架由齿轮外侧向内套设并使两个滑动轮分别抵接于齿轮的上下表面;
S5:启动第一步进电机带动齿轮转动,同时调节打磨机构沿齿轮径向方向由齿槽边沿往复运动打磨;
S6:齿轮在S5中打磨一圈后第一竖直液压缸桶第一步进电机带动花键杆脱离花键槽;
S7:启动旋转气缸通过支架带动两个滑动轮之间的齿轮翻转;
S8:重新启动打磨机构与第一步进电机对齿轮的另一侧齿轮的边沿进行打磨。
综上所述,本申请包括以下至少一种有益技术效果:
1.本方案通过设置水平旋转机构,当打磨齿轮的齿的上边沿打磨结束时,第一竖直液压缸启动带动第一步进电机移动,使第一步进电机上的花键脱离花键槽,然后旋转气缸启动,旋转气缸带动支架翻转,与此同时支架上的齿轮也发生同步翻转,翻转结束后,第一竖直移动机构启动带动第一旋转移动移动使第一竖直液压缸上的花键卡设于花键槽内。从而继续完成齿轮另一侧齿边沿的打磨,以此实现方便打磨的齿轮便于翻转、降低工作人员的操作强度。
2.本方案通过设置第一竖直移动机构,实现了第一竖直机构脱离三爪卡盘卡设的齿轮,从而方便旋转气缸带动齿轮发生转动。
附图说明
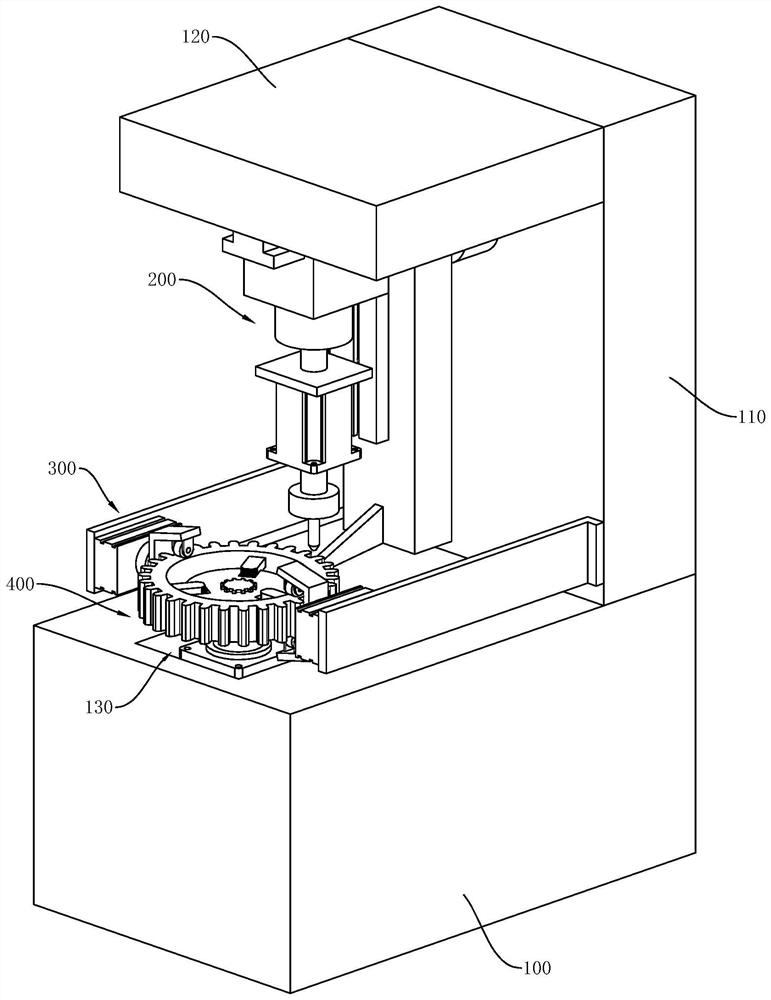
图1是本申请实施例中的整体结构示意图;
图2是本申请实施例中的部分结构示意图;
图3是本申请实施例中的部分内部结构示意图;
图4是图3中的Q处放大图。
附图标记说明:100、底座;110、机架;120、支座;130、容纳腔;200、打磨机构;211、滑轨;212、滑动座;220、铰刀;230、容纳槽;231、滑槽;240、第二竖直液压缸;250、第二步进电机;251、减振轮;260、打磨刀;270、支撑板;280、水平液压缸;290、卡环;300、水平旋转机构;310、连接板;320、旋转气缸;330、支架;340、滑动轮;350、滚动轴;360、限位块;370、导向槽;400、驱动机构;410、第一竖直液压缸;420、支撑座;430、第一步进电机;440、套管;450、花键杆;460、三爪卡盘;470、花键槽。
具体实施方式
以下结合附图1-4对本申请作进一步详细说明。
本申请公开了一种齿轮滚磨光整加工设备及加工方法。
实施例1
参照图1所示,一种齿轮滚磨光整加工设备包括底座100、固定连接于底座100顶面且靠近于底座100侧壁的机架110、固定连接于机架110顶面的支座120,支座120位于底座100的正上方,支座120的底面固定连接有滑轨211,且滑轨211的长度方向平行于支座120的水平方向。
底座100上安装有用于脱离驱动齿轮的驱动机构400,机架110的侧壁安装有用于驱动齿轮翻转的水平旋转机构300,滑轨211上水平滑动设置有用于打磨齿轮的打磨机构200。
参照图1和图2所示,打磨机构200包括水平液压缸280和滑动座212,滑动座212的顶面开设有用于滑动滑轨211上的通槽。水平液压缸280的缸体固定连接于机架110侧壁,且水平液压缸280的活塞杆水平设置于并位于支座120的下方,并且水平液压缸280的活塞杆固定连接于滑动座212的侧壁。
打磨机构200还包括第二竖直液压缸240、第二步进电机250和打磨刀260,滑动座212的底面开设有三面开口的容纳槽230,且容纳槽230的侧壁开设有两条平行的滑槽231。第二竖直液压缸240的缸体固定连接于容纳槽230的底面,且第二竖直液压缸240的活塞杆呈竖直设置,第二步进电机250固定连接于第二竖直液压缸240活塞杆的端部。第二步进电机250上转动设置有两个用于沿滑槽231滚动的减振轮251,当第二竖直液压缸240推动第二步进电机250沿竖直方向移动时,减振轮251沿滑槽231长度延伸方向滚动。打磨刀260固定连接于第二步进电机250输出轴的端部。
打磨机构200还包括支撑板270和铰刀220,支撑板270上开设有用于滑动滑轨211上的轨道槽,支撑板270滑动设置于轨道上,轨道由轨道槽穿过。支撑板270上开设有用于水平液压缸280穿过的通孔,水平液压缸280的活塞杆由通孔穿过,支撑板270相对于滑动座212更靠近于水平液压缸280的缸体。
支撑板270上设置有用于固定水平液压缸280活塞杆上的卡环290,卡块呈两个半环设置,且卡环290套设于水平液压缸280活塞杆上。即两个半环的一端铰接于支撑板270的侧壁上,两个半环的另一端相互抵接且穿设有螺栓相互固定。
铰刀220固定连接于支撑板270的下端,且支撑杆沿水平方向设置并向打磨刀260的方向延伸。
参照图1和图3所示,驱动机构400包括第一竖直液压缸410和支撑座420,底座100上开设有开口朝上的容纳腔130,第一竖直液压缸410的缸体固定连接于容纳腔130底面,且第一竖直液压缸410的活塞杆呈竖直设置。支撑座420固定连接于第一竖直液压缸410的活塞杆上,且支撑座420沿竖直方向滑动设置于容纳腔130内。
驱动机构400还包括第一步进电机430、花键杆450和用于内撑定位齿轮的三爪卡盘460,第一步进电机430固定连接于支撑座420的顶面,且第一步进电机430的输出轴呈竖直设置。花键杆450固定连接于第一部件电机的输出轴,且花键杆450与第一电机输出轴呈同轴心固定连接。三爪卡盘460的中心开设有用于卡设花键杆450的花键槽470。
驱动机构400还包括套管440,套管440套设于第一步进电机430的输出轴上,当三转卡盘套设于花键杆450上时,即花键杆450穿设于花键槽470内时,三爪卡盘460朝向于第一步进电机430的一侧抵接于套管440的端部。
参照图1和图3所示,水平旋转机构300设置有两组,两组水平旋转气缸320以支架330对称设置。水平旋转机构300包括连接板310、旋转气缸320和支架330,连接板310固定连接于支架330的侧壁上,水平旋转气缸320的缸体固定连接于连接板310远离支架330端部的侧壁上,且水平旋转气缸320的活塞杆沿水平方向朝齿轮延伸。支架330固定连接于水平旋转气缸320的活塞杆上。
在本申请实施例中支架330呈弓字形设置,即支撑的一侧向内凹陷,与之相对的一侧向外凸出,且支架330的两端相对称设置。水平旋转气缸320的活塞缸固定连接于凸出侧壁上。
参照图3和图4所示,水平旋转机构300还包括限位块360和两个滑动轮340,两个滑动轮340对应设置于支架330的两端,且滑动轮340转动设置于支架330上。支架330的侧壁开设有导向槽370,导向槽370内滑动设置有滚动轴350,限位块360固定连接于滚动轴350上,且限位块360中心位于和滚动轴350连接点的中心处。
当安装时,将齿轮卡设于支架330的凹陷处,两个滑动轮340分别抵接于齿轮上下的端面上,并且限位块360抵接于齿轮的下端面,当齿轮转动时,两个滑动轮340以及限位块360分别沿齿轮的端面滑移。
实施例2
参照图1-图4所示,一种齿轮滚磨光整加工设备的加工方法;
S1:将需要进行打磨的齿轮套设于三爪卡盘460上;
S2:调节三爪卡盘460抵紧齿轮内圈;
S3:将三爪卡盘460插设于花键杆450上;
S4:调节支架330由齿轮外侧向内套设并使两个滑动轮340分别抵接于齿轮的上下表面;
S5:启动第一步进电机430带动齿轮转动,同时调节打磨机构200沿齿轮径向方向由齿槽边沿往复运动打磨;
S6:齿轮在S5中打磨一圈后第一竖直液压缸410桶第一步进电机430带动花键杆450脱离花键槽470;
S7:启动旋转气缸320通过支架330带动两个滑动轮340之间的齿轮翻转;
S8:重新启动打磨机构200与第一步进电机430对齿轮的另一侧齿轮的边沿进行打磨。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种大中型圆柱齿轮垂直交叉主轴式滚磨光整加工方法
- 一种大中型圆柱齿轮垂直交叉主轴式滚磨光整加工方法