一种表壳出料设备及其工艺
文献发布时间:2024-01-17 01:27:33
技术领域
本申请涉及出料设备领域,尤其是涉及一种表壳出料设备及其工艺。
背景技术
手表,一种供人携带或佩戴的便携式时记,又称腕表。手表由表头、表带组成,其中表头的零部件包括:机芯、表壳、底盖、镜面、表盘、指针和把的等,手表材质常见的有皮革、橡胶、尼龙布、不锈钢等,一般手表的表壳会采用塑胶、塑料等材料制成,将注塑原料注入成型模具,冷却凝固成型,再进行脱模出料。
表壳出料时,一般会采用机械出料,为利用出料设备上的机械手将表壳从成型模具进行夹取,并放置于传送带上,进行自动出料,但由于刚成型的表壳,利用机械手进行夹持出料时,夹持力度不够会使表壳容易不稳滑落,机械手用力夹持,表壳表面易受损,或夹持力度过大,表壳受压变形,影响后续销售,因此在成型模具上设置挂件的成型槽,使挂件和表壳一同成型,由机械手夹持住挂件,运输至传输带再截断表壳和挂件,但这种方式需要消耗大量原料使挂件与表壳一同成型,造成材料上不必要的浪费。
发明内容
为了改善上述问题,本申请提供一种表壳出料设备及其工艺。
本申请提供的一种表壳出料设备及其工艺采用如下的技术方案:
一种表壳出料设备,包括数控机床、传输带、行进组和机械手;所述数控机床上安装有成型模具;所述行进组安装于所述数控机床,所述成型模具位于所述行进组的行进路径上;所述机械手与所述行进组的移动端连接;所述机械手包括夹持件、翻转件和悬挂机构;所述翻转件安装于所述行进组的移动端;所述夹持件与所述翻转件输出端活动连接;所述悬挂机构与所述夹持件连接,所述夹持件受到所述行进组的驱使移动至所述成型模具处,通过所述悬挂机构贯穿所述成型模具内成型的表壳,由所述翻转件控制所述悬挂机构和所述夹持件翻转收集和放料。
通过采用上述技术方案,当翻转件受到行进组的驱使,带动夹持件移动至成型模具处,通过悬挂机构贯穿表壳,使悬挂机构输出端位于表壳内,夹持件张开夹住一部分表壳或夹住悬挂机构输出端,随后再由翻转件将悬挂机构和夹持件翻转,使表壳脱离成型模具,并且翻转后表壳悬挂在悬挂机构上,无法掉落,行进组再驱使整个机械手移动至传输带,通过悬挂机构的悬挂作用配合夹持件的部分夹持作用,以避免出料过程中表壳掉落,同时无需使用多余材料制作挂件,节省耗材。
可选的,所述夹持件包括安装部、第一夹持部和第二夹持部;所述安装部与所述翻转件输出端活动连接;所述第一夹持部和所述第二夹持部均安装于所述安装部远离所述翻转件一侧面。
通过采用上述技术方案,第一夹持部和第二夹持部第一夹持部用以夹持表壳,第二夹持部用以夹持悬挂机构,便于拆装悬挂机构和表壳。
可选的,所述翻转件包括驱动部、第一铰接部和第二铰接部;所述驱动部与所述行进组输出端连接;所述夹持件一端通过第一铰接部与所述驱动部铰接,另一端通过所述第二铰接部与所述驱动部输出端铰接。
通过采用上述技术方案,驱动部输出端通过第二铰接部推动夹持件移动,但夹持件受到第一铰接部的限位作用,只能沿第一铰接部旋转,以实现夹持件的翻转。
可选的,所述悬挂机构可包括挂件和推移件;所述推移件与所述夹持件连接,所述挂件与所述推移件输出端连接。
通过采用上述技术方案,通过推移件可将挂件贯穿表壳,随后翻转件将推移件和挂件一同翻转,使挂件的悬挂点变化至与重力方向相反的位置,从而避免表壳掉落。
可选的,所述挂件为弯曲的钩状结构。
通过采用上述技术方案,弯曲的钩状结构能够便于表壳悬挂,起到一定限位作用,在翻转件的翻转作用下,表壳可沿弯曲的钩状结构掉落。
可选的,所述悬挂机构包括悬挂件、固定件、导向件和驱动件;所述固定件安装于所述翻滚件;所述驱动件两端均设置有输出端,分为第一输出端和第二输出端,所述第一输出端与所述固定件连接;所述导向件安装于所述驱动件;可展开的所述悬挂件与所述导向件滑动连接,且所述悬挂件与所述第二输出端连接,所述悬挂件受到所述第二输出端的驱动沿所述导向件展开或闭合。
通过采用上述技术方案,通过驱动件的第一输出端带动悬挂件移动至表壳内,第二输出端驱动悬挂件展开,使表壳限位于悬挂件内,使表壳输送过程中不会掉落。
可选的,所述悬挂件包括若干展开架、悬挂筒和若干铰接架;所述悬挂筒套设于所述导向件;所述展开架以两根为一组,至少设置一组,一组中的所述展开架分别为第一展开架和第二展开架,所述第一展开架的一端通过所述铰接架与所述导向件铰接,另一端与所述第二展开架的一端通过所述铰接架铰接,所述第二展开架一端与所述悬挂筒远离所述驱动件一端通过所述铰接架铰接。
通过采用上述技术方案,驱动件带动导向件和悬挂件向表壳移动,直至悬挂件贯穿表壳,随后驱动件带动悬挂筒沿导向件向远离驱动件方向移动,使若干展开架通过铰接架展开,从而使表壳限位于悬挂筒上,无法脱离悬挂筒。
可选的,所述固定件上还设置有推动件;所述推动件从所述固定件延伸至所述悬挂件处。
通过采用上述技术方案,推动件用于在悬挂件整体受驱动件驱动向固定件移动时,将表壳从悬挂件上推至传输带。
可选的,所述推动件可包括若干固定架和环状框架,所述固定架均安装于所述固定件;所述环状框架与所述固定框架连接,且套设于所述悬挂件外,所述环状框架的内径大于所述表壳外径。
通过采用上述技术方案,环状框架的覆盖面积大,能够更容易接触到表壳,同时环状框架的内径大于表壳的外径,避免表壳在翻转件的翻转作用下,被驱动件卡住的情况,同时在驱动件带动悬挂件收回时,可通过环状框架将表壳推离悬挂件。
一种表壳出料工艺,基于上述出料设备,包括如下步骤:
S1、所述行进组驱动所述机械手至所述成型模具上方,等待所述成型模具内表壳成型;
S2、所述表壳成型后,所述成型模具脱模,所述行进组驱动所述机械手至所述表壳处,并且所述夹持件位于所述表壳两侧;
S3、所述悬挂机构输出端贯穿所述表壳,所述夹持件夹住所述表壳;
S4、所述翻转件翻转所述夹持件和所述悬挂机构,使所述表壳位于所述悬挂机构内;
S5、所述行进组驱动所述机械手移动至传输带处;
S6、所述夹持件松开所述表壳,所述翻转件将所述悬挂机构和所述夹持件复位,并继续翻转至所述悬挂机构产生倾斜面;
S7、所述表壳沿所述悬挂机构倾斜面滑动至所述传输带;
S8、所述翻转件带动所述悬挂机构、所述夹持件复位,所述行进组带动所述翻转件、所述悬挂机构、所述夹持件移动至所述成型模具上方。
综上所述,本申请包括以下至少一种有益技术效果:
1、当翻转件受到行进组的驱使,带动夹持件移动至成型模具处,夹持件张开后,夹住一部分表壳,随后通过悬挂机构贯穿表壳,使悬挂机构输出端位于表壳内,再由翻转件将悬挂机构和夹持件翻转,使表壳脱离成型模具,并且翻转后表壳悬挂在悬挂机构上,无法掉落,行进组再驱使整个机械手移动至传输带,通过悬挂机构的悬挂作用配合夹持件的部分夹持作用,以避免出料过程中表壳掉落,同时无需使用多余材料制作挂件,节省耗材;
2、通过驱动件的第一输出端带动悬挂件移动至表壳内,第二输出端驱动悬挂件展开,使表壳限位于悬挂件内,使表壳输送过程中不会掉落;
3、驱动件带动导向件和悬挂件向表壳移动,直至悬挂件贯穿表壳,随后驱动件带动悬挂筒沿导向件向远离驱动件方向移动,使若干展开架通过铰接架展开,从而使表壳限位于悬挂筒上,无法脱离悬挂筒。
附图说明
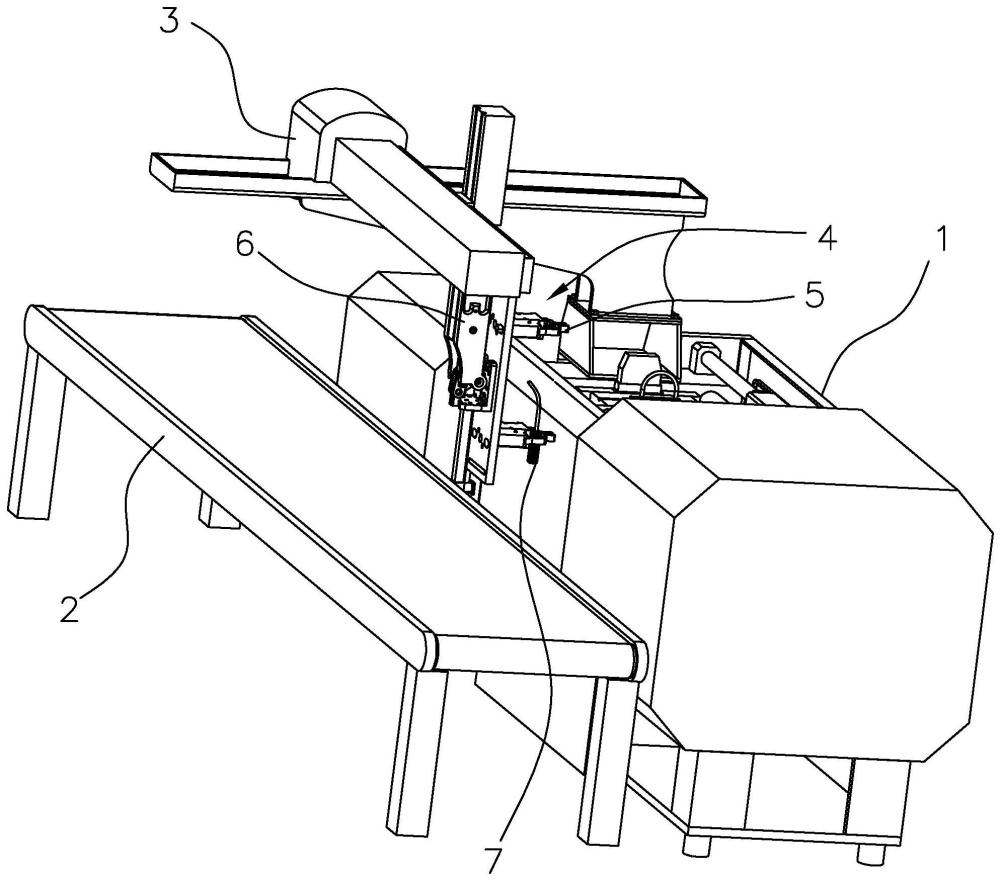
图1是本申请一实施例中出料设备的立体结构示意图;
图2是本申请一实施例中机械手的第一种立体结构示意图;
图3是本申请一实施例中机械手的第二种立体结构示意图;
图4是本申请另一实施例中机械手的第三种立体结构示意图;
图5是本申请另一实施例中机械手倾斜状态的侧视结构示意图;
图6是本申请另一实施例中机械手的第四种立体结构示意图;
附图中的标记为:1、数控机床,2、传输带,3、行进组,4、机械手,5、夹持件,51、安装部,52、第一夹持部,53、第二夹持部,6、翻转件,61、驱动部,62、第一铰接部,63、第二铰接部,7、悬挂机构,711、挂件,712、推移件,721、悬挂件,7211、展开架,7212、悬挂筒,7213、铰接架,722、固定件,723、导向件,724、驱动件,725、推动件,7251、固定架,7252、环形框架。
具体实施方式
以下结合附图1-附图6,对本申请作进一步详细说明。
本申请实施例公开一种表壳出料设备及其工艺。
一种表壳出料设备,参照图1,包括数控机床1、传输带2、行进组3和机械手4;数控机床1为装有程序控制系统的自动化机床,用于发出各种指令,控制出料设备的动作,在数控机床1上安装有成型模具,成型模具用于表壳成型,一般为上模和下模结合,为将加热软化的注塑材料灌输于成型模具内,待表壳冷却成型后,将成型模具进行脱模,使上模与下模分离后,即可将成型的表壳一部分裸露在外,另一部分位于下模内,由于下模与表壳的表面温度较高,不适合人工拾取出料,因此需要使用机械手4进行夹持出料。
机械手4的运行移动需要使用行进组3进行配合,行进组3安装在数控机床1上,且成型模具位于行进组3的行进路径上,使机械手4能够通过行进组3的驱动作用,移动至成型模具处,从而进行夹持表壳。
行进组3可包括横向平移机构、竖向平移机构和垂直移动机构;横向平移机构、竖向平移机构和垂直移动机构均内置有驱动源;竖向平移机构与横向平移机构输出端连接,垂直移动机构与竖向平移机构输出端连接,使横向平移机构可带动竖向平移机构和垂直移动机构在固定水平高度下横向移动,竖向平移机构输出端可带动垂直移动机构在同一水平高度下竖向移动,以实现垂直移动机构在同一水平高度下的任意平移,垂直移动机构输出端与机械手4连接,实现机械手4沿垂直方向升降,在数控机床1的控制系统控制下,固定具体的行进路径,以便于机械手4夹取表壳等产品。
机械手4在行进组3的驱动下移动至成型模具处,并张开机械手4,将成型的表壳进行夹取,但机械手4在夹取时,夹取力难以掌控,容易将刚成型未完全固化的表壳夹持变形,使表壳在出料过程中损坏,使用与表壳一体成型的挂件711又浪费资源,因此进行如下改进。
参照图2所示,机械手4可包括夹持件5、翻转件6和悬挂机构7,翻转件6安装于行进组3的移动端,即垂直移动机构输出端,夹持件5与翻转件6的输出端活动连接,悬挂机构7与夹紧件连接,当翻转件6受到行进组3的驱使,带动夹持件5移动至成型模具处,夹持件5张开后,夹住一部分表壳,随后通过悬挂机构7贯穿表壳,使悬挂机构7输出端位于表壳内,再由翻转件6将悬挂机构7和夹持件5翻转,使表壳脱离成型模具,并且翻转后表壳悬挂在悬挂机构7上,无法掉落,行进组3再驱使整个机械手4移动至传输带2。
机械手4贴近传输带2后,翻转件6将夹持件5和悬挂机构7翻转,直至使悬挂机构7输出端与表壳之间形成倾斜面,夹持件5松开表带后,表壳沿悬挂机构7输出端滑动至传输带2,进行传输收集。
通过悬挂机构7将表带贯穿后,再由夹持件5施加避免掉落的力,经过翻转件6的翻转后,使表带悬挂,即使夹持件5施加的力不稳,也可受到悬挂机构7的悬挂作用而无法掉落,配合夹持件5多方面固定运输,防止掉落的同时避免受力过大损坏。
夹持件5与悬挂机构7的连接方式,可为夹持件5夹持住悬挂机构7,以便于分离悬挂机构7,使设备的适用性增加,出料设备即可用于夹持出料其他产品,如表带、表环等无需悬挂的产品。
进一步的,夹持件5包括安装部51、第一夹持部52和第二夹持部53;安装部51与翻转件6输出端连接;第一夹持部52和第二夹持部53均与安装部51滑动连接;驱动部61输出端与第一夹持部52和第二夹持部53连接。
具体而言,安装部51可采用安装板,第一夹持部52和第二夹持部53均可采用两小型气压缸相对连接的结构,两小型气压缸输出端相对伸出即可将表壳夹住,第一夹持部52用以夹持表壳,第二夹持部53用以夹持悬挂机构7。
进一步的,翻转件6可包括驱动部61、第一铰接部62、第二铰接部63和连接部;驱动部61与行进组3输出端连接;夹持件5一端通过第一铰接部62与驱动部61铰接,另一端通过第二铰接部63与驱动部61输出端铰接。
具体而言,驱动部61可采用驱动气缸,当驱动气缸输出端伸长或收缩时,推动夹持件5,使夹持件5通过第二铰接部63沿第一铰接部62进行倾斜翻转,以调整夹持件5的位置。
进一步的,悬挂机构7可包括挂件711和推移部,挂件711为弯曲的钩状结构,推移件712与翻转件6滑动连接,挂件711与推移件712输出端连接。第二夹持部53将推移件712的一端夹住,第二夹持部53夹紧力保证推移件712和挂件711在悬挂过程中,不会掉落,推移件712可采用电动推杆、气缸等驱动元件。
推移部为驱动端,第二夹持部53可夹住推移部,由于表壳成圆环状结构,推移部输出端驱动挂件711插入表壳的内环后,在翻转件6的作用下,翻转将挂件711翻转一定角度,本实施例以90度为例,从而使挂件711的伸出端向远离重力方向倾斜,使表壳无法脱离挂件711,并在第一夹持部52的部分夹持作用下,进行稳定出料,受到驱使表壳移动至传输带2后,翻转件6驱使夹持部向原方向翻转,使挂件711的伸出端向重力方向倾斜,第一夹持部52松开表壳后,表壳沿挂件711的弯曲面滑落至传输带2。
参照图3所示,根据本申请的一些实施例,可选的,挂件711可采用直杆,第二夹持件5夹住推移部后,推移部带动挂件711贯穿表壳,直至挂件711位于第一夹持部52的夹持范围内,随后第一夹持部52夹住挂件711另一端,从而使第一夹持部52和第二夹持部53分别夹住挂件711两端,使表壳位于挂件711,并受到第一夹持部52和第二夹持部53的限位无法脱离,随着翻转件6翻转后,行进组3带动夹持件5、悬挂机构7以及表壳带子传输带2处,第一夹持部52松开挂件711,随后推移部带动挂件711向推移部方向移动,使挂件711距离第一夹持部52间隔部分距离以供表壳有足够的空间掉落,随后翻转件6翻转,使挂件711不断倾斜,直至表壳可受重力影响沿挂件711表面滚动至传输带2上,该实施方式相比于上述的实施方式,使表壳不会受到夹持件5的夹紧作用,表面不会产生夹痕。
参照图4所示,在其他实施例中,悬挂机构7可包括悬挂件721、固定件722、导向件723和驱动件724;固定件722安装于翻滚件;驱动件724两端均设置有输出端,分为第一输出端和第二输出端,第一输出端与固定件722连接;导向件723安装于驱动件724;可展开的悬挂件721与导向件723滑动连接,且悬挂件721与第二输出端连接,驱动件724的第二输出端驱使悬挂件721沿导向件723展开。
驱动件724可采用双向电动推杆或双向气缸等,也可采用两个方向相反的电动推杆、气缸相互组合连接,本实施例采用双向电动推杆为例,导向件723可采用导向杆,固定件722可采用固定板或固定块,悬挂件721可包括若干展开架7211、悬挂筒7212和若干铰接架7213,展开架7211设置可设置有两根、四根等偶数的数量,以两根展开架7211为一组,以一组为例,两根展开架7211分为第一展开架和第二展开架,第一展开架的一端通过铰接架7213与导向杆铰接,另一端与第二展开架的一端通过铰接架7213铰接,第二展开架的另一端与悬挂筒7212通过铰接架7213铰接,悬挂筒7212套设在导向杆上,且悬挂筒7212远离第一展开架一端与驱动件724的第二输出端连接,展开架7211展开后的尺寸大于表壳尺寸。
具体而言,当机械手4移动至成型模具处时,悬挂件721处于未展开状态,第一输出端带动导向杆和悬挂件721向表壳移动,直至悬挂件721贯穿表壳,随后第二输出端带动悬挂筒7212沿导向杆向远离驱动件724方向移动,使若干展开架7211通过铰接架7213展开,从而使表壳限位于悬挂筒7212上,夹持件5可再进行辅助夹持,或不进行夹持也可不影响使用,经过翻转件6翻转后,进一步避免表壳掉落,随后通过行进组3将机械手4移动至传输带2,第二输出端驱使悬挂筒7212沿导向杆向驱动件724方向移动,展开架7211通过铰接架7213收回。
参照图5所示,随后由翻转件6进行复位翻转,并且翻转角度大于原角度,使悬挂件721整体倾斜,表壳即可沿悬挂杆的倾斜面掉落至传输带2上,完成收集,随后第一输出端端带动驱动件724向固定板移动,进行复位。
参照图6所示,在一些实施例中,固定件722上还设置有推动件725;推动件725从固定件722延伸至悬挂件721处。
具体而言,当需要将表壳放置于传输带2上时,通过若翻转件6的角度不足以使表壳沿悬挂件721掉落时,第一输出端带动驱动件724、悬挂件721向固定件722移动,而推动件725的位置未发生变化,因此当悬挂件721带动未掉落的表壳在移动过程中碰到推动件725时,表壳受到推动件725的限位作用脱离悬挂架,以完成出料。
根据本申请的一些实施例,可选的,推动件725可包括若干固定架7251和环状框架,固定架7251均固定安装于固定件722;环状框架与固定框架连接,且套设于悬挂件721外,环状框架的内径大于表壳外径。
具体而言,环状框架通过固定架7251的固定作用,环绕在悬挂件721的悬挂筒7212上,通过第一输出端的驱动作用,使悬挂件721整体向固定件722移动时,通过环状框架与表壳接触,环状框架的覆盖面积大,能够更容易接触到表壳,同时环状框架的内径大于表壳的外径,避免表壳在翻转件6的翻转作用下,被驱动件724卡住的情况,使环状框架和悬挂件721的展开架7211将表壳限位于悬挂筒7212上。
一种表壳出料工艺,基于上述出料设备,包括如下步骤:
S1、行进组3驱动机械手4至成型模具上方,等待成型模具内表壳成型。
S2、表壳成型后,成型模具脱模,行进组3驱动机械手4至表壳处,并且夹持件5罩住表壳。
S3、悬挂机构7输出端贯穿表壳,夹持件5夹住表壳。
S31、夹持件5可夹住不断伸出的悬挂机构7输出端。
S4、翻转件6翻转夹持件5和悬挂机构7,使表壳位于悬挂机构7内。
S5、行进组3驱动机械手4移动至传输带2处。
S6、夹持件5松开表壳,翻转件6将悬挂机构7和夹持件5复位,并继续翻转至悬挂机构7产生倾斜面。
S61、采用步骤S31时,夹持件5松开悬挂机构7输出端,并且悬挂机构7输出端不断收回。
S7、表壳沿悬挂机构7倾斜面滑动至传输带2。
S8、翻转件6带动悬挂机构7、夹持件5复位,行进组3带动翻转件6、悬挂机构7、夹持件5移动至成型模具上方。
其中,在步骤S3中,悬挂机构7包括悬挂件721、固定件722、导向件723和驱动件724时,驱动件724驱使悬挂件721和导向件723移动至表壳内,随后驱动件724驱动悬挂件721沿导向件723移动并展开,使表壳被限位于悬挂件721内,从而保证输送稳定。
本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。