经编机槽针磨槽工装
文献发布时间:2023-06-19 09:27:35
技术领域
本方案涉及纺织机械技术领域,特别涉及一种经编机槽针磨槽工装。
背景技术
经编槽针是一种复合针,性能和制造精度要求高,是针织机中的关键零件。槽针直接参与织物的编织,其性能的好坏对织物的质量有着重要的影响。经编槽针的滑槽一直以来都是磨床的方式来加工的,原来的滑槽工装的结构为2个独立的镶件夹紧槽针,然后用螺丝在侧面锁紧这两个镶件,此两个镶件形成一个整体治具,然后再圆盘底板上固定吸紧5个这样的整体治具,装件和取件都是单个产品单元,然后每个装件和取件都需要拧螺丝,效率低下,急需一种专门用于磨槽的工装来提高生产效率。
发明内容
针对上述问题,本方案提出了一种经编机槽针磨槽工装。
本方案所采用的技术措施为,一种经编机槽针磨槽工装,它包括圆盘形底板,其特征是还包括设置于圆盘形底板上的左支撑座和右支撑座;还包括固定设置于左支撑座和右支撑座上面的面板,在面板中部设置有上下贯通的容纳治具镶件的通孔;在每个通孔左右两侧壁上设置有倾斜滑道,在治具镶件左右两端设置有突出于端面且与倾斜滑道相配合的倾斜凸起,通孔的前侧面为立面,通孔的后侧面为与倾斜滑道斜度一致的倾斜面;治具镶件的前侧立面上内凹设置有槽针放置槽,治具镶件的后斜面与通孔的后侧面相适配;在治具镶件的底部设置有治具镶件退料机构。
所述通孔为凸字形通孔,在每个凸字形通孔左右两侧凹槽形成倾斜滑道。
治具镶件退料机构包括与治具镶件底部固定连接的顶柱,还包括与顶柱下端连接的顶柱固定座。所述治具镶件上的倾斜凸起,与竖直面成1-5的斜度。
顶柱固定座包括固定座顶板以及固定座底板,每只顶柱上下两端分别设置有头部挂台和底部挂台,在治具镶件底部设置有容纳顶柱头部挂台的T形槽,顶柱下端的底部挂台嵌入到设置有顶柱定位槽的固定座顶板上,固定座底板与固定座顶板通过螺栓固定连接。安装时,先将固定座面板前推,然后顶柱穿过固定座面板上的顶柱孔后,插入治具镶件上设置的容纳挂台的T形槽中,然后将顶柱旋转90度,将头部挂台旋入T形槽内卡住,顶柱下端的底部挂台嵌入到设置有顶柱定位槽的固定座顶板上,固定座底板与固定座顶板通过螺栓锁紧,从而确定顶柱的位置。使十四支顶柱、固定座顶板以及固定座底板成为一体,同上同下一起运动;运动方向如图3下方的箭头所指。治具镶件可以通过顶柱上顶下拉,在面板的异形通孔中上下移动一段距离。
所述左支撑座和右支撑座设置于圆盘形底板上是指在左支撑座的底面设置有前后两个定位销,在右支撑座的底面也设置有两个定位销,左支撑座和右支撑座上的定位销插入圆盘形底板上的定位销固定孔中靠真空吸附于圆盘形底板上。
面板底面上设置有左右贯通的面板定位凹槽,面板定位凹槽为左右方向的通槽,在左支撑座顶面上设置有定位凸台,在右支撑座顶面上设置有定位凸台,面板与左右支撑座通过面板定位凹槽定位前后方向,通过螺栓固定连接。 面板定位凹槽与左支撑座以及右支撑座之间的配合间隙0.005-0.01mm。
在治具镶件顶部设置有贯穿前后的顶出块定位槽,在顶出块定位槽中设置方形顶出块,顶出块定位槽与槽针放置槽贯通。
还包括设置在治具镶件内的销钉以及复位弹簧,销钉与设置于方形顶出块上的销钉孔过渡配合,方形顶出块外形限定在治具镶件的顶出块定位槽内确定其左右位置,在治具镶件上设置有与顶出块定位槽贯通的腰形孔,销钉装入其中可以带动方形顶出块前后运动,治具镶件内设计有弹簧孔,弹簧孔内设计有复位弹簧,复位弹簧顶持在销钉上使方形顶出块远离槽针放置槽。图10左侧的箭头表示销钉的运动方向,因此销钉的自由度决定了方形顶出块的自由度;因此方形顶出块只能前后运动。
固定座顶板与面板之间设计有活动间隙,间隙值为槽针整体高度加上2-10mm,因此顶柱随着固定座顶板与固定座底板一起顶出治具镶件后,能够将槽针完全顶出超出面板的表面,方便取出槽针。
所述方形顶出块的长度为8-15mm,销钉的直径为2-5mm,复位弹簧的外径为3-6mm。保证按压取出槽针后,可以通过复位弹簧弹回销钉带动方形顶出块复位。
固定座底板下方圆盘形底板处设计有真空吸气槽,通过真空吸气孔将固定座底板与圆盘形底板吸附在一起,从而治具镶件被顶柱下拉,由于治具镶件设计有倾斜凸起,使治具镶件下拉的同时做侧向运动,使槽针放置槽的侧立面与面板上的通孔的前侧面对槽针形成夹紧,保持在固定位置,然后划片机上的薄片砂轮就可以对槽针穿针槽按左右方向进行磨槽加工。磨槽方向如图4右侧箭头所示。
在圆盘形底板上设计有定位销孔,在左支撑座和右支撑座顶面上分别设置有两个带挂台的定位销固定孔,定位销固定孔贯穿左支撑座和右支撑座,并设计有防呆,四个定位销位置,有一孔偏位2mm,定位销穿过定位销固定孔后插入定位销孔内定位。经编机槽针磨槽工装,整体从机台上取出后放入时靠此四支定位销实现定位,保证每次放置位置不变。本方案的具体特点还有,面板上设计有砂轮避空槽,避免砂轮在磨槽时受到干扰。
本方案的有益效果是:1、本工装整体结构紧凑,一次安装可以完成7件产品的加工,一侧夹紧面设计在面板上,节省了空间,传统的2个镶块夹持螺丝锁紧为整体治具单元的方式最多只能安装5件,在相同功耗的机台上,最大化利用了空间,增加了产量。2、本工装中,取件与摆件都是整体一次性完成,节省了机台时间,取件与摆件是原来的1/5。3、本工装中,采用顶出方式取件,比原来的锁螺丝方式大大节省机外安装时间,安装时间只有原来的1/10。可以实现1个操作员操作多台机器的目标,大大节省人工成本。
附图说明
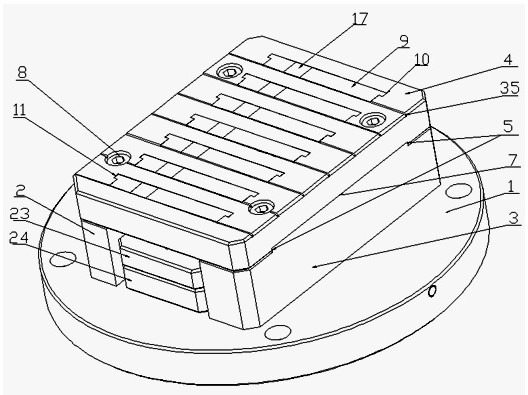
图1为本方案整体结构3D示意图。图2为本方案主视图。图3为图2中A-A剖视图。图4为图2中B-B剖视图。图5为本方案顶出状态示意图。图6为面板4主视图。图7为图6中C-C剖视图。图8为治具镶件9主视图。图9为治具镶件9装配方形顶出块17、销钉18以及复位弹簧19的俯视图。图10为治具镶件9装配方形顶出块17、销钉18以及复位弹簧19的左视图。图11为治具镶件9装配方形顶出块17、销钉18以及复位弹簧19的3D示意图。图12为治具镶件9装配槽针21、方形顶出块17、销钉18以及复位弹簧19顶出槽针时3D示意图。图13为左支撑板2的3D示意图。图14为右支撑板2的3D示意图。图15为顶柱22的3D示意图。图16为固定座顶板23的底面3D示意图。图17为圆盘形底板1的3D示意图。图18为槽针21的3D示意图。图19为图3中E部放大图。
图中:1-圆盘形底板;2-左支撑座;3-右支撑座;4-面板;5-面板定位凹槽;6-左支撑板定位凸台;7-右支撑板定位凸台;8-螺栓;9-治具镶件;10-倾斜滑道;11-倾斜凸起;12-头部挂台;13-T形槽;14-槽针放置槽的侧立面;15-槽针放置槽;16-顶出块定位槽;17-方形顶出块;18-销钉;19-复位弹簧;20-弹簧孔;21-槽针;22-顶柱;23-固定座顶板;24-固定座底板;25-底部挂台;26-顶柱定位槽;27-螺栓;28-真空吸气槽;29-真空吸气孔;30-通孔的前侧面;31-槽针穿针槽;32-定位销固定孔;33-定位销;34-定位销孔;35-砂轮避空槽;36-取摆件铁块;37-腰形孔;38-顶柱孔;39-通孔的后侧面;40-治具镶件的前侧立面;41-治具镶件的后斜面;42-槽针支撑面。
具体实施方式
下面结合说明书附图和具体实施例对本方案作进一步的描述:
实施例1:如图1—5所示,一种经编机槽针磨槽工装,它包括圆盘形底板1以及设置于圆盘形底板1上的左支撑座2和右支撑座3;还包括固定设置于左支撑座2和右支撑座3上面的面板4,在面板4中部设置有上下贯通的容纳治具镶件9的七个凸字形通孔,在每个凸字形通孔左右两侧壁上设置有倾斜滑道10,在治具镶件9左右两端设置有突出于端面且与倾斜滑道10相配合的倾斜凸起11,通孔的前侧面30为立面,通孔的后侧面39为与倾斜滑道10斜度一致的倾斜面;治具镶件的前侧立面40上内凹设置有槽针放置槽15,治具镶件9的后斜面41与通孔的后侧面39相适配;在治具镶件9的底部设置有治具镶件退料机构。
治具镶件退料机构包括与治具镶件9底部固定连接的顶柱22。治具镶件退料机构还包括与顶柱22下端连接的顶柱固定座,顶柱固定座包括固定座顶板23以及固定座底板24,顶柱22共十四支,每只顶柱22上下两端分别固定设置有头部挂台12和底部挂台25,在治具镶件9底部设置有容纳头部挂台12的T形槽13,顶柱22穿过固定座面板23上的顶柱孔38后,插入治具镶件9上设置的容纳头部挂台12的T形槽13中,然后将顶柱22旋转90度,将头部挂台12旋入T形槽13内卡住,顶柱22下端的底部挂台25嵌入到设置有顶柱定位槽26的固定座顶板23上,固定座底板24与固定座顶板23通过螺栓27锁紧,从而确定顶柱22的位置。使十四支顶柱22、固定座顶板23以及固定座底板24成为一体,同上同下一起运动;运动方向如图3下方的箭头所指。治具镶件9可以通过顶柱22上顶下拉,在面板4的异形通孔中上下移动一段距离。
所述治具镶件9上的倾斜凸起11,与竖直面成1-5度的斜度。
所述左支撑座2和右支撑座3设置于圆盘形底板1上是指在左支撑座2的底面设置有前后两个定位销33,在右支撑座3的底面也设置有两个定位销33,左支撑座2和右支撑座3上的定位销33插入圆盘形底板1上的定位销固定孔32中靠真空吸附于圆盘形底板1上。
面板4底面上设置有左右贯通的面板定位凹槽5,面板定位凹槽5为左右方向的通槽具体见图7所示。如图13所示,在左支撑座2顶面上设置有定位凸台6。如图14所示,在右支撑座3顶面上设置有定位凸台7。面板4与左右支撑座通过面板定位槽5定位前后方向,通过螺栓8固定连接。面板定位凹槽5与左支撑座2以及右支撑座3之间的配合间隙0.005-0.01mm。
如图8-9所示,在治具镶件9顶部设置有贯穿前后的顶出块定位槽16,在顶出块定位槽16中设置方形顶出块17,顶出块定位槽16与槽针放置槽15贯通。
如图9-10所示,还包括设置在治具镶件9内的销钉18以及复位弹簧19,销钉18与设置于方形顶出块上的销钉孔19过渡配合,方形顶出块17外形限定在治具镶件9的顶出块定位槽16内确定其左右位置,在治具镶件9上设置有与顶出块定位槽16贯通的腰形孔37,销钉18装入其中可以带动方形顶出块17前后运动(见图10)。治具镶件9内设计有弹簧孔20,弹簧孔20内设计有复位弹簧19,复位弹簧19顶持在销钉18上使方形顶出块17远离槽针放置槽15。图10左侧的箭头表示销钉18的运动方向,因此销钉的自由度决定了方形顶出块17的自由度;因此方形顶出块17只能前后运动。所述方形顶出块17的长度为8-15mm,销钉18的直径为2-5mm,复位弹簧19的外径为3-6mm。保证按压取出槽针21后,可以通过复位弹簧19弹回销钉18带动方形顶出块17复位。
固定座顶板23与面板4之间设计有活动间隙,间隙值为槽针21整体高度加上2-10mm,因此顶柱22随着固定座顶板23与固定座底板24一起顶出治具镶件9后,能够将槽针21完全顶出超出面板4的表面,方便取出槽针21。
如图2,图14所示,在位于左支撑座2和右支撑座3下方的圆盘形底板1上设计有真空吸气槽28,通过真空吸气孔29将左支撑座2和右支撑座3与圆盘形底板1吸附在一起。在位于固定座底板24下方的圆盘形底板1上也设计有真空吸气槽28,通过真空吸气孔29将固定座底板24与圆盘形底板1吸附在一起,从而治具镶件9被顶柱22下拉,由于治具镶件9设计有倾斜凸起11,使治具镶件9下拉的同时做侧向运动,使槽针放置槽15的侧立面14与面板上的通孔的前侧面30对槽针21形成夹紧,保持在固定位置,然后划片机上的薄片砂轮就可以对槽针穿针槽31按左右方向进行磨槽加工,磨槽方向如图4右侧箭头所示;
在圆盘形底板1上设计有定位销孔34。如图13和图14所示,在左支撑板2和右支撑板3顶面上分别设置有两个带挂台的定位销固定孔32,定位销固定孔32贯穿左支撑板2和右支撑板3,并设计有防呆,四个定位销位置,有1孔偏位2mm,定位销33穿过定位销固定孔32后插入定位销孔34内定位,经编机槽针磨槽工装,整体从机台上取出后放入时靠此四支定位销33实现定位,保证每次放置位置不变。
本方案的使用过程是,圆盘形底板1是固定在CNC磨床的工作台上的,面板4、治具镶件9、左支撑板2、右支撑板3、顶柱22、固定座顶板23、固定座底板24等构成一个整体(见图5),当整套治具内七个经编机槽针完成加工后,程序控制切断吸气,并以适当的压力反吹,然后操作员可以手持面板4前后两端整体取出治具,然后放置于略微小于固定座底板24的取摆件铁块36上,在面板4以及左支撑板2、右支撑板3的重力作用下,七个治具镶件9可以顺利顶出(见图5),然后操作员可以将先前已经装好产品的一套治具先行放置入圆盘形底板1上,找对定位销孔34的位置(见图4),机台关门,下一个循环继续;然后再回来准备下一循环的产品,操作员通过手指按压设计在治具镶件9上的方形顶出块17取出槽针21,然后再将槽针21放入治具镶件9上的槽针放置槽15内,由于治具镶件9设计有倾斜凸起11,使治具镶件9下拉的同时做侧向运动,所以对操作员放置槽针21的精准度要求不高,可以允许槽针不贴死槽针放置槽的侧立面14,治具镶件9下拉的同时做侧向运动,最终槽针放置槽15的侧立面14与面板上的通孔前侧面30会逐渐对槽针21形成夹紧,操作员可以实现快速放置。然后手持面板4将治具整体放置在待上机平台上,然后治具镶件9在固定座顶板23、固定座底板24的重力作用下被下拉,实现对槽针21的初步夹紧。完成后待下一个循环。
使用时,将治具整体置于取摆件铁块36上,如图5所示,治具镶件9全部处于顶出状态,槽针放置槽15高出面板4,将七支槽针21分别置于槽针放置槽15内,然后手持面板4的两侧面,将治具整体抬高,治具镶件9在固定座顶板23和固定座底板24的重力作用下通过顶柱22被下拉,使槽针放置槽的侧立面14与面板上通孔的前侧面30对槽针21形成初步夹紧,此结构还包括槽针放置槽15的槽针支撑面42,槽针支撑面42的厚度略小于槽针21厚度(见图19),保证槽针21可以被槽针放置槽的侧立面14与面板上通孔的前侧面30夹紧;然后治具整体通过定位销33插入定位销孔34内,实现治具整体在机台上的定位,开启真空装置,真空吸气对左支撑板2、右支撑板3的作用,使治具整体固定在机台上,通过对顶针底板的吸气作用,下拉治具镶件9,从而治具镶件9被顶柱22下拉,由于治具镶件9设计有倾斜凸起11,使治具镶件9下拉的同时做侧向运动,使槽针放置槽的侧立面14与面板上通孔的前侧面30对槽针21形成最终夹紧,保持在固定位置,然后CNC磨床上的薄片砂轮就可以对槽针穿针槽31按左右方向进行磨槽加工。
本实施例加工产品为7件槽针产品,使用卡尺测量厚度为0.5,加工前没有滑槽,加工后滑槽中心跟产品中心偏差不超过0.02mm,满足产品质量要求,单循环摆件时间5秒,加工时间210秒,取件时间5秒。对比常规传统的2个镶件夹持,螺丝锁紧的方式如下表:
结果显示,本方案治具比传统治具节省人工65%。
- 经编机槽针磨槽工装
- 经编机槽针平面工装模具