一种环缝式供气元件和供气方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于冶金技术领域,尤其涉及一种环缝式供气元件和供气方法。
背景技术
在冶金生产中,根据生产工艺需要,冶金炉需要从底部和/或侧壁等部位向金属熔池通入各种气体(氮、氩、空气等),进行冶金炉金属熔池动力学条件优化,达到均匀成分、促进反应、提高效率等效果,其中,气体的高效喷吹尤为重要。
溅渣护炉技术通过炉渣溅涂能够在冶金炉炉衬表面生成溅渣层,从而起到保护炉衬、延长炉龄的效果。随着冶炼技术的发展,冶金高效冶炼的需求日趋提高,尤其是薄渣层或者无渣层条件下的气体高强度喷吹,对气体喷吹元件的供气与维护工艺提出更高的要求。
现有技术公开了一种炼钢多功能环缝式供气元件,通过采用环缝供气的方式,解决了毛细管、单管、环缝管式供气方式流量调节范围小、易堵塞、易侵蚀的问题,实现了溅渣护炉条件下的气体长寿喷吹。但是,上述环缝式供气元件只有一个控制气路与一个气体分配室,无法实现内环和外环的单独差异化控制,薄渣层或者无渣层条件下,由于外环气流过大,易于促成底吹供气元件与底吹护砖接触处耐火材料的过渡侵蚀,因此无法解决薄渣层、无渣层或复杂工艺条件下的气体高强度喷吹。
发明内容
鉴于以上分析,本发明旨在提供一种环缝式供气元件和供气方法,用以解决现有技术中无法实现薄渣层、无渣层或者复杂工艺条件下的气体高强度喷吹的问题。
本发明的目的主要是通过以下技术方案实现的:
本发明提供一种环缝式供气元件,包括中心管、内套管、外套管、外气室以及位于外气室内的内气室,中心管、内套管和外套管依次套装,中心管与内套管之间形成至少一个内环缝,内套管与外套管之间形成至少一个外环缝,内环缝与内气室连通,外环缝与外气室连通。
进一步地,上述环缝式供气元件适用于转炉、电炉或钢包。
进一步地,外环缝的气体流量小于内环缝的气体流量。
进一步地,外环缝的气体供气压力等于内环缝的气体供气压力,外环缝的面积小于内环缝的面积;或者,外环缝的面积等于内环缝的面积,外环缝的气体供气压力小于内环缝的气体供气压力。
进一步地,内环缝的缝宽与外环缝的缝宽之差小于或等于1mm。
进一步地,内环缝的缝宽为1~2mm;外环缝的缝宽为0.5~1mm。
进一步地,内环缝的缝宽为1mm、1.1mm、1.3mm、1.5mm、1.7mm、1.9mm或2.0mm,外环缝的缝宽为0.5mm、0.7mm、0.8mm或1.0mm。
进一步地,上述环缝式供气元件还包括与内气室连通的内进气管以及与外气室连通的外进气管。
进一步地,上述内进气管和/或外进气管内设有锥滤网。
进一步地,锥滤网的尖端朝向与气体流动方形相反。
进一步地,上述锥滤网包括过滤网、侧面骨架、轴骨架、弹簧,过滤网设于侧面骨架上,构成锥滤网的侧面,轴骨架沿着锥滤网的轴线设置;侧面骨架的两端分别为靠近锥滤网尖端的连接端以及靠近锥滤网底端的支撑端,轴骨架的两端分别为伸出内进气管和外进气管的牵拉端以及靠近锥滤网底端的支撑端,侧面骨架的支撑端通过弹簧与轴骨架的支撑端连接,弹簧始终处于张紧状态,侧面骨架的连接端与轴骨架转动连接,轴骨架的牵拉端伸出内进气管和外进气管。
进一步地,内气室包括内气腔以及设于内气腔内的中心溢流板,中心溢流板上开设中心溢流孔;其中,中心管架设在中心溢流板上,内套管架设在内气腔上。
进一步地,当内环缝的数量为至少两个时,内套管与中心管之间还设有至少一层内过渡套管,上述内气室还包括设于中心溢流板与内气腔壁之间的至少一个内溢流板,内溢流板上开设内溢流孔,内过渡套管架设在内溢流板上。
进一步地,内溢流孔的孔径大于内溢流板的孔径。
进一步地,上述内气室还包括设于内气腔靠近内环缝一端的内导流部,通过内导流部将气体导向内环缝。
进一步地,内导流部的导流面为螺旋锥形。
进一步地,外气室包括外气腔,外套管架设在外气腔上。
进一步地,当外环缝的数量为至少两个时,外套管与内套管之间还设有至少一层外过渡套管,上述外气室还包括设于外气腔内的至少一个外溢流板,外溢流板上开设外溢流孔,外过渡套管架设在外溢流板上。
进一步地,上述外气室还包括设于外气腔靠近外环缝一端的外导流部,通过外导流部将气体导向外环缝。
进一步地,外导流部的导流面为螺旋锥形。
进一步地,外环缝的数量为1个或2个,内环缝的数量为1个或2个。
本发明还提供了一种环缝式供气元件的供气方法,采用上述环缝式供气元件,该供气方法包括如下步骤:
内气体依次通过内气室和内环缝喷吹进入冶金炉金属熔池;
和/或,外气体依次通过外气室和外环缝喷吹进入冶金炉金属熔池;
内气体和外气体的种类相同或不同。
进一步地,外环缝的外气体流量小于内环缝的内气体流量。
进一步地,外环缝的外气体供气压力等于内环缝的内气体供气压力,外环缝的面积小于内环缝的面积;或者,外环缝的面积等于内环缝的面积,外环缝的外气体供气压力小于内环缝的内气体供气压力。
进一步地,当炉衬出现侵蚀且通过降低外环缝的外气体供气流量无法避免侵蚀的条件下,外环缝不供气,仅内环缝进行供气。
进一步地,当冶炼所需供气流量为50m
进一步地,炉衬完全裸露条件下,向冶金炉加入铁水时,内环缝的内气体供气压力和外环缝的外气体供气压力相同,有利于防止铁水堵塞;在钢水冶炼过程中,控制内环缝的内气体流量小于外环缝的外气体流量。
进一步地,上述内环缝的内气体供气压力为0.1~3.0MPa;上述外环缝的外气体供气压力为0.1~3.0MPa。
上述内环缝的内气体供气压力为0.1MPa、0.5MPa、0.9MPa、1.2MPa、1.7MPa、1.9MPa、2.3MPa、2.5MPa、2.9MPa或3.0MPa;上述外环缝的外气体供气压力为0.1MPa、0.5MPa、0.9MPa、1.2MPa、1.7MPa、1.9MPa、2.3MPa、2.5MPa、2.9MPa或3.0MPa。
进一步地,内环缝的内气体供气压力与外环缝的外气体供气压力的压力差≤1.0MPa。
进一步地,上述内环缝的内气体流量为20~300Nm
上述内环缝的内气体流量为20Nm
进一步地,内环缝的内气体流量与外环缝的外气体流量的流量差≤200Nm
与现有技术相比,本发明至少可实现如下有益效果之一:
a)本发明提供的环缝式供气元件适用于各种冶金炉气体喷吹工艺,通过设置不同的气室,并将内气室置于外气室内,内环缝采用内气室供气,外环缝采用外气室供气,在金属熔炼过程中,内环缝和外环缝能够单独或同时向冶金炉金属熔池喷吹气体,从而实现内环缝和外环缝的差异化控制,进而能够实现薄渣层、无渣层或复杂工艺条件下的气体高强度喷吹。
b)现有技术中,采用一个气室同时控制多个环缝,每个环缝的气流流量自动分配,无法实现单独控制。本发明提供的环缝式供气元件,内环缝和外环缝分别由两个气室单独控制,能够实现内环缝和外环缝喷吹的气体流量单独控制,调节范围大,更利于气体的高强度喷吹。
c)本发明提供的环缝式供气元件,外环缝的气体流量小于内环缝的气体流量,能够在保证外环缝的气体流量不会过大的基础上,适当提高内环缝的气体流量,从而实现高强度喷吹。
本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
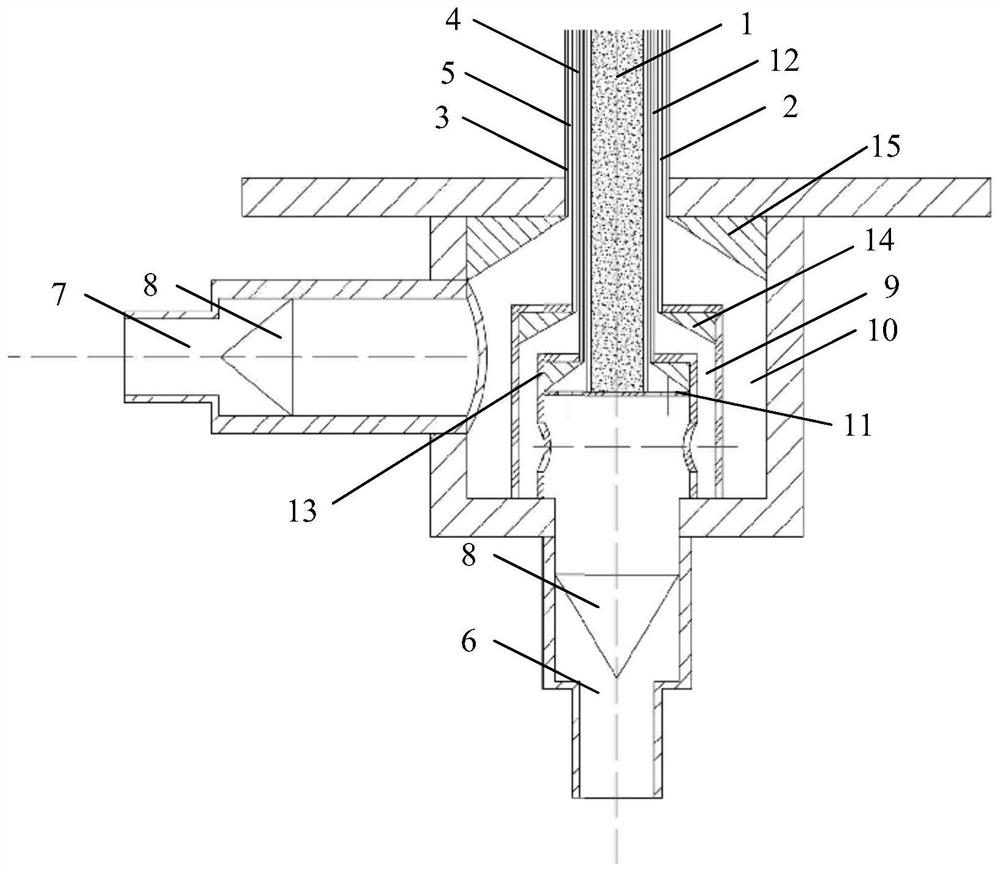
图1为本发明实施例一提供的环缝式供气元件的结构示意图,其中内环缝的数量为1个,外环缝的数量为1个;
图2为本发明实施例一提供的环缝式供气元件的另一种结构示意图,其中内环缝的数量为2个,外环缝的数量为1个。
附图标记:
1-中心管;2-内套管;3-外套管;4-内环缝;5-外环缝;6-内进气管;7-外进气管;8-锥滤网;9-内气腔;10-外气腔;11-中心溢流板;12-内过渡套管;13-内溢流板;14-内导流部;15-外导流部。
具体实施方式
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明的一部分,并与本发明的实施例一起用于阐释本发明的原理。
在本发明实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接可以是机械连接,也可以是电连接可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
全文中描述使用的术语“顶部”、“底部”、“在……上方”、“下”和“在……上”是相对于装置的部件的相对位置,例如装置内部的顶部和底部衬底的相对位置。可以理解的是装置是多功能的,与它们在空间中的方位无关。
本发明通常的工作面可以为平面或曲面,可以倾斜,也可以水平。为了方便说明,本发明实施例放置在水平面上,并在水平面上使用,并以此限定“高低”和“上下”。
本发明提供了一种环缝式供气元件,参见图1至图2,包括中心管1、套设于中心管1外周面的内套管2、套设于内套管2外周面的外套管3、外气室以及位于外气室内的内气室,中心管1与内套管2之间形成至少一个内环缝4,内套管2与外套管3之间形成至少一个外环缝5,内环缝4与内气室连通,外环缝5与外气室连通。
实施时,内气室和内环缝4构成内环缝供气通路,外气室和外环缝5构成外环缝供气通路;气体分别通过内环缝供气通路和外环缝供气通路喷吹进入冶金炉金属熔池。
与现有技术相比,本发明提供的环缝式供气元件适用于各种冶金炉(例如,转炉、电炉、钢包等冶金容器)气体喷吹工艺,通过设置不同的气室(内气室和外气室),并将内气室置于外气室内,内环缝4采用内气室供气,外环缝5采用外气室供气,在金属熔炼过程中,内环缝4和外环缝5能够单独或同时向冶金炉金属熔池喷吹气体,从而实现内环缝4和外环缝5的差异化控制(例如,流量相同压力不同、压力相同流量不同或者压力和流量均不相同),进而能够实现薄渣层、无渣层或复杂工艺条件下的气体高强度喷吹。
同时,需要说明的是,现有技术中,采用一个气室同时控制多个环缝,每个环缝的气流流量自动分配,无法实现单独控制。本发明提供的环缝式供气元件,内环缝4和外环缝5分别由两个气室单独控制,能够实现内环缝4和外环缝5喷吹的气体流量单独控制,调节范围大,更利于气体的高强度喷吹。
从保护炉衬的角度考虑,外环缝5的气体流量小于内环缝4的气体流量。这是因为,实际应用中,外环缝5的气体流量过大,易于促成底吹供气元件与底吹护砖接触处耐火材料的过渡侵蚀,外环缝5的气体流量小于内环缝4的气体流量,能够在保证外环缝5的气体流量不会过大的基础上,适当提高内环缝4的气体流量,从而实现高强度喷吹。
对于实现外环缝5的气体流量小于内环缝4的气体流量的方式,可以有以下两种。具体来说,外环缝5的气体供气压力等于内环缝4的气体供气压力,外环缝5的面积小于内环缝4的面积;或者,外环缝5的面积等于内环缝4的面积,外环缝5的气体供气压力小于内环缝4的气体供气压力。
考虑到内环缝4和外环缝5的缝宽差过大,会导致气体喷吹的效果相差过大,因此,内环缝4的缝宽与外环缝5的缝宽之差小于或等于1mm。
具体来说,对于内环缝4和外环缝5的缝宽,示例性地,内环缝4的缝宽为1~2mm(例如,1mm、1.1mm、1.3mm、1.5mm、1.7mm、1.9mm或2.0mm),外环缝5的缝宽为0.5~1mm(例如,0.5mm、0.7mm、0.8mm或1.0mm)。这是因为,内环缝4和外环缝5的缝宽过大,同流量下供气压力较小,不利于气体喷吹控制,容易产生安全问题和漏钢的危险;内环缝4和外环缝5的缝宽过大,不利于气体的高强度喷吹,且容易造成内环缝4和外环缝5的堵塞。
可以理解的是,为了实现内气室和外气室的供气,上述环缝式供气元件还包括与内气室连通的内进气管6以及与外气室连通的外进气管7。
考虑到气体内会存在杂质,为了避免杂质影响金属冶炼,上述内进气管6和/或外进气管7内设有锥滤网8,气体流经锥滤网8,锥滤网8能够对气体中的杂质进行过滤,起到净化气体的作用,从而能够减少气体中杂质对金属冶炼的不利影响。
为了避免杂质堵塞锥滤网8尖端的滤孔,锥滤网8的尖端朝向与气体流动方形相反,即锥滤网8的尖端朝向内进气管6和外进气管7的进气端。这样,当杂质经过锥滤网8过滤后,在气流的作用下,杂质能够向锥滤网8的底端移动,从而避免杂质堵塞锥滤网8尖端的滤孔。
为了保证锥滤网8的过滤性能,便于锥滤网8的更换,上述锥滤网8包括过滤网、侧面骨架、轴骨架、弹簧,过滤网设于侧面骨架上,构成锥滤网8的侧面,轴骨架沿着锥滤网8的轴线设置。其中,侧面骨架的两端分别为靠近锥滤网8尖端的连接端以及靠近锥滤网8底端的支撑端,轴骨架的两端分别为伸出内进气管6和外进气管7的牵拉端以及靠近锥滤网8底端的支撑端,侧面骨架的支撑端通过弹簧与轴骨架的支撑端连接,弹簧始终处于张紧状态,侧面骨架的连接端与轴骨架转动连接,轴骨架的牵拉端伸出内进气管6和外进气管7。当锥滤网8堵塞严重需要更换时,牵拉轴骨架的牵拉端,使得锥滤网8整体向靠近内进气管6的进气端和外进气管7的进气端方向移动,使得侧面骨架的支撑端向靠近或远离轴骨架的方向移动,弹簧能够通过调整张紧状态,使得锥滤网8的底端直径减小,从而能够将锥滤网8整体从内进气管6和外进气管7取出。此外,弹簧的设置,能够保证过滤网的底端始终与内进气管6的内壁和外进气管7的外壁接触,避免灰尘漏出,污染内进气管6和外进气管7。
对于内气室的结构,具体来说,其包括内气腔9以及设于内气腔9内的中心溢流板11,中心溢流板11上开设中心溢流孔;其中,中心管1架设在中心溢流板11上,内套管2架设在内气腔9上。这样通过内气腔9和中心溢流板11的设置能够实现中心管1和内套管2的稳定安装;同时,气体流经中心溢流孔并从内环缝4喷吹进入冶金炉金属熔池。
需要说明的是,当内环缝4的数量为至少两个时,内套管2与中心管1之间还设有至少一层内过渡套管12,为了实现内过渡套管12的稳定安装,上述内气室还包括设于中心溢流板11与内气腔9壁之间的至少一个内溢流板13,内溢流板13上开设内溢流孔,内过渡套管12架设在内溢流板13上。
对于气体的流动,示例性地,内环缝4的数量为两个,分别为中心筒与内过渡套管12之间的第一内环缝和内过渡套管12与内套管2之间的第二内环缝。气体流入内气腔9,一部分气体经过中心溢流孔从第一内环缝喷吹进入冶金炉金属熔池,另一部分经过内溢流孔从第二内环缝喷吹进入冶金炉金属熔池。
为了提高多个内环缝4喷吹的气体均匀性,内溢流孔的孔径大于内溢流板13的孔径。这是因为,对比供气通路的流体阻力,内气腔9、中心溢流孔和第一内环缝构成第一内环缝供气通路,内气腔9、内溢流孔和第二内环缝构成第二内环缝供气通路,显然地,第一内环缝供气通路的流体阻力小于第二内环缝供气通路,将内溢流孔的孔径大于内溢流板13的孔径,能够适当减少第二内环缝供气通路的流体阻力,从而能够提高多个内环缝4喷吹的气体均匀性。
为了能够将气体顺利地导向内环缝4,上述内气室还包括设于内气腔9靠近内环缝4一端的内导流部14,通过内导流部14能够将气体导向内环缝4。
对于内导流部14的结构,具体来说,内导流部14的导流面为螺旋锥形,所谓导流面是指内导流部14与气体接触的面。通过螺旋锥形的导流面能够对气体进行收敛,使得气体逐渐向内环缝4汇聚,并进入内环缝4;同时,采用螺旋锥形的导流面,使得气体在流动过程中形成旋转气流,旋转气流在内环缝4中流动,能够减少流体阻力,从而能够增加内环缝4的透气效果,避免内环缝4发生堵塞。
同样地,对于外气室的结构,具体来说,其包括外气腔10,外套管3架设在外气腔10上。这样通过外气腔10的设置能够实现外套管3的稳定安装。
需要说明的是,当外环缝5的数量为至少两个时,外套管3与内套管2之间还设有至少一层外过渡套管(图中未示出),为了实现外过渡套管的稳定安装,上述外气室还包括设于外气腔10内的至少一个外溢流板(图中未示出),外溢流板上开设外溢流孔,外过渡套管架设在外溢流板上。
对于气体的流动,示例性地,外环缝5的数量为两个,分别为外过渡套管与外套管3之间的第一外环缝和内套管2与外过渡套管之间的第二外环缝。气体流入外气腔10,一部分气体从第一外环缝喷吹进入冶金炉金属熔池,另一部分经过外溢流孔从第二外环缝喷吹进入冶金炉金属熔池。
为了能够将气体顺利地导向外环缝5,上述外气室还包括设于外气腔10靠近外环缝5一端的外导流部15,通过外导流部15能够将气体导向外环缝5。
对于外导流部15的结构,具体来说,外导流部15的导流面为螺旋锥形,所谓导流面是指外导流部15与气体接触的面。通过螺旋锥形的导流面能够对气体进行收敛,使得气体逐渐向外环缝5汇聚,并进入外环缝5;同时,采用螺旋锥形的导流面,使得气体在流动过程中形成旋转气流,旋转气流在外环缝5中流动,能够减少流体阻力,从而能够增加外环缝5的透气效果,避免外环缝5发生堵塞。
对于外环缝5和内环缝4的数量,示例性地,外环缝5的数量为1个或2个,内环缝4的数量为1个或2个。这是因为,内环缝4的缝宽和外环缝5的缝宽与流量和喷吹安全性有关,内环缝4的缝宽、外环缝5的缝宽与供气压力一定条件下,内环缝4和外环缝5的数量为1~2,不仅能够有效地简化上述环缝式供气元件的内部结构,还能够提高喷吹气体流量和流量调节范围。
实施例二
本实施例提供了一种环缝式供气元件的供气方法,包括如下步骤:
内气体依次通过内气室和内环缝喷吹进入冶金炉金属熔池;
和/或,外气体依次通过外气室和外环缝喷吹进入冶金炉金属熔池;
内气体和外气体的种类相同或不同。
与现有技术相比,本实施例提供的环缝式供气元件的供气方法的有益效果与实施例一提供的环缝式供气元件的有益效果基本相同,在此不一一赘述。
从保护炉衬的角度考虑,上述供气方法中,外环缝的外气体流量小于内环缝的内气体流量。这是因为,实际应用中,外环缝的外气体流量过大,易于促成底吹供气元件与底吹护砖接触处耐火材料的过渡侵蚀,外环缝的外气体流量小于内环缝的内气体流量,能够在保证外环缝的外气体流量不会过大的基础上,适当提高内环缝的内气体流量,从而实现高强度喷吹。
对于实现外环缝的外气体流量小于内环缝的内气体流量的方式,可以有以下两种。具体来说,外环缝的外气体供气压力等于内环缝的内气体供气压力,外环缝的面积小于内环缝的面积;或者,外环缝的面积等于内环缝的面积,外环缝的外气体供气压力小于内环缝的内气体供气压力。
需要说明的是,当炉衬出现侵蚀且通过降低外环缝的外气体供气流量无法避免侵蚀的条件下,外环缝不供气,仅内环缝进行供气。
当冶炼所需供气流量为50m
举例来说,炉衬完全裸露条件下,向冶金炉加入铁水时,控制内环缝的内气体供气压力和外环缝的外气体供气压力相同,例如,大于0.3MPa,有利于防止铁水堵塞;在钢水冶炼过程中,控制内环缝的内气体流量小于外环缝的外气体流量,利于降低与之接触底吹护砖耐火材料的侵蚀。
示例性地,上述内环缝的内气体供气压力为0.1~3.0MPa(例如,0.1MPa、0.5MPa、0.9MPa、1.2MPa、1.7MPa、1.9MPa、2.3MPa、2.5MPa、2.9MPa或3.0MPa),上述外环缝的外气体供气压力为0.1~3.0MPa(例如,0.1MPa、0.5MPa、0.9MPa、1.2MPa、1.7MPa、1.9MPa、2.3MPa、2.5MPa、2.9MPa或3.0MPa),且内环缝的内气体供气压力与外环缝的外气体供气压力的压力差≤1.0MPa;上述内环缝的内气体流量为20~300Nm
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
- 一种环缝式供气元件和供气方法
- 一种带双气室的环缝式底吹供气元件