分布式高效节能环保工业窑炉
文献发布时间:2023-06-19 13:45:04
技术领域
本申请属于工业窑炉技术领域,更具体地说,是涉及一种分布式高效节能环保工业窑炉。
背景技术
在陶瓷工业中,目前常见的工业窑炉主要分为隧道窑炉和辊道窑炉两种。装载有待烧制的陶瓷制品的窑车在这两种工业窑炉中,都会依次经过装载区、预热仓、烧成区、冷却区、卸载区,然后再次回到装载区,如此循环往复以完成整个烧制过程。这两种工业窑炉的主要区别在于辊道窑炉的窑车是依靠辊的转动而实现向前运动,隧道窑炉的窑车则是自身带有车轮并依靠拖拉向前运动。然而,在窑车向前运动的过程中,无论是隧道窑炉还是辊道窑炉都有可能会发生窑车倒塌事故,特别是多层窑更容易发生此类事故,而任意一个区的任意一台窑车发生事故,都会导致整条生产线的停产。一但停产,由于在清理故障前需要对整个隧道进行缓慢降温,在清理故障后也需要对整个隧道进行缓慢升温,故整个清理和重启生产线的过程将会耗费巨大的时间、人力、物力以及财力。因此,如何避免因发生窑车倒塌事故而导致整条生产线停产是所有陶瓷生产企业都必须面对的难题。
此外,目前常见的工业窑炉还存在投资大、碳排放大、用地规模大,但产能相对较小的行业现实。具体来说,首先,新建一条普通的陶瓷生产线,仅设备、厂房至少就需要投入5000万以上,投资规模较大但产能较小;其次,新建一条普通的陶瓷生产线大约需要50亩用地,如此大规模的用地,在土地越来越昂贵的情况下是难以为继的;再次,工业窑炉在烧制陶瓷制品时通常使用燃气,例如但不限于天然气、煤制燃气、重油燃气等,此加热方式不但要消耗大量的燃气资源,还会产生大量的二氧化碳排放,特别是在如今碳中和的环保要求下,普通的陶瓷生产线将会被严格的限制生产,而且排放不合格的老旧生产线也会被逐步关停。
因此,如何设计出环保节能、占地面积小、产出高且安全性好的工业窑炉就成了陶瓷工业领域中亟需解决的问题。
发明内容
本申请实施例的目的在于提供一种分布式高效节能环保工业窑炉,以解决现有技术中存在的工业窑炉安全性较差且低效不环保的技术问题。
为实现上述目的,本申请采用的技术方案是:提供一种分布式高效节能环保工业窑炉,用于陶瓷制品的烧制,该分布式高效节能环保工业窑炉包括:
若干预热仓,每一预热仓均呈独立的单体设置,预热仓包括预热仓体以及设于预热仓体的仓口的预热仓门,预热仓门可活动开合以打开或关闭预热仓体;
若干烧成窑,每一烧成窑均呈独立的单体设置,并与预热仓间隔分布;烧成窑包括窑体、盖合窑体顶端并可活动开合的窑盖、以及设置在窑体的侧壁上的智能电火焰加热设备;
若干冷却仓,每一冷却仓均呈独立的单体设置,并与预热仓以及烧成窑间隔分布;冷却仓包括冷却仓体以及设于冷却仓体的仓口的冷却仓盖,冷却仓盖可活动开合以打开或关闭冷却仓体;
吊装设备,设于预热仓、烧成窑以及冷却仓的上方,吊装设备可移动并用于将放置有陶瓷制品的装载板分别从预热仓、烧成窑以及冷却仓中吊出或装入;
智能通风系统,智能通风系统分别连通烧成窑、预热仓以及冷却仓;以及,
控制系统,控制系统分别与预热仓、烧成窑、冷却仓、吊装设备以及智能通风系统连接。
可选地,预热仓和/或烧成窑和/或冷却仓设置于地面以下。
可选地,预热仓体具有预热隧道,预热隧道具有隧道进口和隧道出口,隧道进口和隧道出口处均设有预热仓门,隧道出口邻近烧成窑设置,冷却仓邻近烧成窑设置。
可选地,预热仓体呈U型,预热仓体内部形成有U型的预热隧道;
预热仓还包括回型轨道,回型轨道包括第一轨道段和第二轨道段,第一轨道段呈U型并内置在预热隧道内,第二轨道段位于预热仓体外部,第一轨道段呈沿轨道方向自隧道进口向隧道出口逐渐向下倾斜设置。
可选地,预热仓体的底部、预热仓体的的侧壁以及预热仓盖均由保温材料制成;
预热仓体包括两相对间隔平行的平行段和连接两平行段的弧形段,烧成窑和冷却仓位于两平行段之间的区域。
可选地,预热仓还包括防倾倒窑车;防倾倒窑车包括车板、车轮以及挂钩;
回型轨道包括两间隔平行的车轨,车板具有两相对的并超越车轨外侧面的车板边缘;车轮安装在车板底面并可在车轨上滑动,多个挂钩分设于两车板边缘,且挂钩具有朝向车轨外侧面的弯钩部。
可选地,工业窑炉还包括装载区和卸载区,装载区和卸载区均相对于预热仓、烧成窑以及冷却仓独立设置;
装载区邻近隧道进口设置,卸载区邻近隧道出口设置。
可选地,工业窑炉还包括智能机械臂,且智能机械臂邻近预热仓和装载区设置。
可选地,窑体的底部、窑体的侧壁以及窑盖均由耐火材料制成,窑体的底部、窑体的侧壁以及窑盖围合形成加热腔,陶瓷制品放置在装载板上并内置于加热腔中;
智能电火焰加热设备包括多组电火焰枪,每组电火焰枪的一端均与窑体的侧壁连接,电火焰枪的另一端伸入加热腔中。
可选地,智能电火焰加热设备还包括安装在窑体的侧壁上的移动装置,电火焰枪的一端通过移动装置安装在窑体的侧壁上;
移动装置包括第一驱动机构和滑动件,窑体的侧壁上设有滑动安装孔,滑动件安装在滑动安装孔处并与窑体的侧壁滑动连接,且滑动件在滑动过程中始终盖合滑动安装孔;
电火焰枪的一端与滑动件连接;第一驱动机构设于窑体的外侧,并用于驱动滑动件以带动电火焰枪移动以及驱动电火焰枪旋转。
可选地,电火焰枪呈丰字型或F型设置,包括主杆和多个支杆;主杆与滑动件连接,支杆自主杆上沿主杆的横截面径向延伸形成,且多个支杆沿主杆的轴向间隔排布;支杆远离主杆的自由端处开设有喷火口。
可选地,窑盖包括位于里层的耐火层以层叠在耐火层外侧的金属板;
烧成窑还包括第二驱动机构以及锁合装置;第二驱动机构安装在窑体的外表面,并与金属板连接,用于驱动窑盖打开或闭合;锁合装置设于金属板上,用于锁合或解锁窑盖。
可选地,智能通风系统包括风道组、多组风机、多个通风连通装置以及多个测温计;预热仓的进风口和出风口、烧成窑的进风口和出风口、冷却仓的进风口和出风口处均设有一通风连通装置;
风道组包括若干低温冷风通道、若干低温热风通道、若干中温热风通道以及若干高温热风通道;高温热风通道和中温热风通道中均设置有测温计;高温热风通道、中温热风通道、低温热风通道以及低温冷风通道中均设有一风机;
烧成窑的进风口通过一通风连通装置分别与一中温热风通道和一高温热风通道连通;烧成窑的出风口通过一通风连通装置与一高温热风通道连通;
预热仓的进风口通过一通风连通装置和高温热风通道与烧成窑的出风口连通,预热仓的出风口通过中温热风通道与烧成窑的进风口连通;
冷却仓的进风口通过一通风连通装置分别和一个中温热风通道、一个低温热风通道以及一个低温冷风通道连通;冷却仓的出风口通过一通风连通装置分别和一个高温热风通道、一个中温热风通道以及一个低温热风通道连通,其中,均与冷却仓的出风口连通的高温热风通道和中温热风通道连通。
可选地,工业窑炉还包括风干塔,风干塔的进风口通过一中温热风通道与预热仓的出风口连通;风干塔的出风口通过一低温热风通道与冷却仓的进风口连通。
可选地,冷却仓体的底部、冷却仓体的的侧壁以及冷却仓盖均由保温材料制成;冷却仓体的底部、冷却仓体的的侧壁以及冷却仓盖围合形成冷却腔。
可选地,装载板的底部设有第一定位部,窑体的底部以及冷却仓体的底部均设有与第一定位部适配定位连接的第二定位部;
装载板的上表面还设有第三定位部,多个装载板可叠加设置。
可选地,工业窑炉还包括保温吊装箱,保温吊装箱由保温材料制成,保温吊装箱与装载板连接,并罩盖住放置在装载板上的陶瓷制品。
本申请提供的分布式高效节能环保工业窑炉的有益效果在于:相较于目前常见的工业窑炉,本分布式高效节能环保工业窑炉具有以下优点:
第一、由于预热仓、烧成窑以及冷却仓是完全独立的单体设置并间隔式分布,这些单独的生产设备可以并行运行且互不干扰,故生产人员就可以根据产能的需求,任意的扩大或停产某仓而不影响整体生产线的正常生产,例如当预热仓、烧成窑以及冷却仓中的某一项生产设备是产能瓶颈时,就可以独立增加该项生产设备的数量,如此就可以显著提高产能,甚至实现最大限度的释放产能;当然,在某一生产设备发生故障时,也可以直接停用,并直接使用另一个同类的生产设备而不影响,这样就能彻底避免因窑车倒塌事故而导致整条生产线停产的情况发生,极大地提高整条生产线的生产安全性。同时,使用本申请的技术方案,在最低产能和最大产能之间,可实现弹性产能生产。
第二、在烧成窑中,烧制陶瓷制品用的是设置在烧成窑内侧壁上的智能电火焰加热设备,该智能电火焰加热设备喷射的是电火焰,而电火焰加热使用的是电能,例如但不限于光伏电、风电、水电、核电、生物质电等再生能源,从而达到生产时零碳排放的目的,具有积极的环保意义。
第三、在使用智能电火焰加热设备时,烧成窑的窑盖是闭合的,即智能电火焰加热设备在加热时是在密闭的窑体中,从而可大大减少热能流失;当然,预热仓也可通过预热仓盖密闭,冷却仓也可通过冷却仓盖密闭,这同样有利于减少能量流失;此外,由于智能通风系统分别连通烧成窑、预热仓以及冷却仓,故烧成窑在冷却过程中的热能也能通过智能通风系统而再次被利用于预热仓的预热和风干塔的风干等。换言之,烧成窑、预热仓以及冷却仓可开合密闭设置以及智能通风系统的连通作用,可使得本分布式高效节能环保工业窑炉非常节能。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
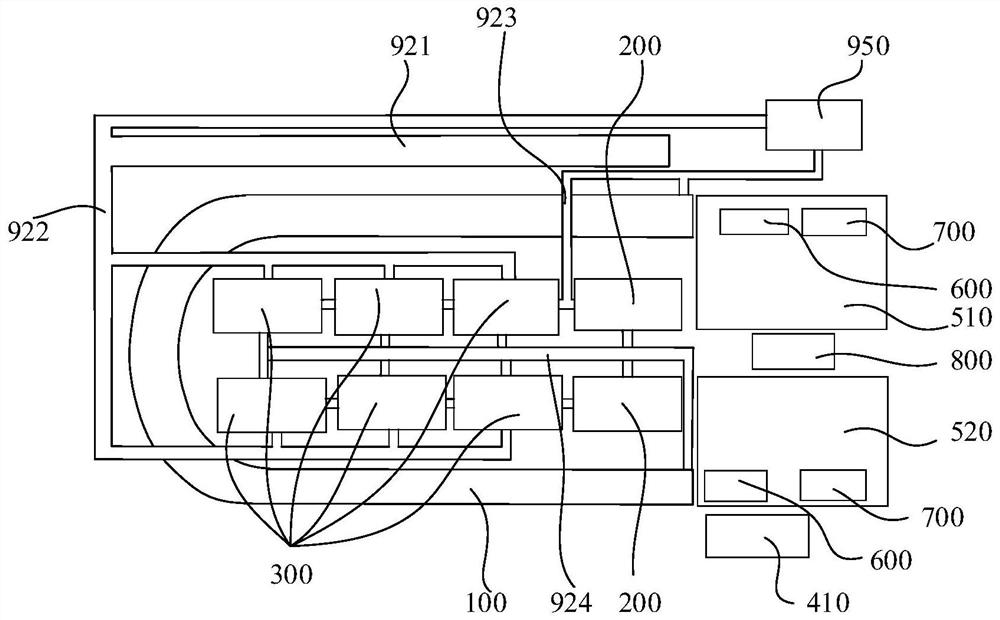
图1为本申请实施例提供的分布式高效节能环保工业窑炉的平面分布图;
图2为本申请实施例提供的分布式高效节能环保工业窑炉的智能通风系统分布示意图;
图3为本申请实施例提供的智能电火焰加热设备的结构示意图;
图4为本申请实施例提供的智能电火焰加热设备另一角度的结构示意图;
图5为本申请实施例提供的智能通风系统的连接示意图;
图6为本申请实施例提供的预热仓的平面分布图;
图7为本申请实施例提供的预热仓的回型轨道的截面示意图;
图8为本申请实施例提供的装载板的部分结构示意图;
图9为本申请实施例提供的防倾倒窑车的结构示意图。
具体实施方式
为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本申请。
需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。术语“第一”、“第二”仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
为了说明本申请所提供的技术方案,以下结合具体附图及实施例进行详细说明。
本申请实施例提供一种分布式高效节能环保工业窑炉。
请参阅图1和图2,在一实施例中,该分布式高效节能环保工业窑炉包括若干预热仓100、若干烧成窑200、若干冷却仓300、吊装设备(未图示)、智能通风系统900以及控制系统(未图示)。其中,每一预热仓100均呈完全独立的单体设置,预热仓100具体包括预热仓体(未图示)以及设于预热仓体的仓口的预热仓门(未图示),预热仓门可活动开合以打开或关闭预热仓体。每一烧成窑200也均呈完全独立的单体设置,并与预热仓100间隔分布;烧成窑200具体包括窑体(未图示)、窑盖(未图示)以及智能电火焰加热设备210,窑盖设于窑体顶端,并可活动开合以打开或关闭窑体,智能电火焰加热设备210设置在窑体的侧壁上,用于喷射电火焰以实现对放置在窑体中的陶瓷制品的烧制。每一冷却仓300也均呈完全独立的单体设置,并与烧成窑200和预热仓100间隔分布;冷却仓300具体包括冷却仓体(未图示)以及设于冷却仓体的仓口的冷却仓盖,冷却仓盖可活动开合以打开或关闭冷却仓体。吊装设备设于预热仓100、烧成窑200以及冷却仓300的上方,例如但不限于设于厂房的横梁上,吊装设备可移动并用于将放置有陶瓷制品的装载板700分别从预热仓100、烧成窑200以及冷却仓300中吊出或装入。智能通风系统900分别连通烧成窑200、预热仓100以及冷却仓300;控制系统分别与预热仓100、烧成窑200、冷却仓300、吊装设备以及智能通风系统900电连接,以实现对上述各个部件的智能化控制。
在此,控制系统可以看成是一套自动化生产管理的调度系统,可用于各生产设备的状态采集、生产设备的生产调度指令的发布和接收、生产设备当前生产工序的时间管理、生产设备当前工序的指令执行步骤管理、以及各生产设备之间的指令执行步骤之间的协调,进而可实现按不同条件,例如按照最大产能、最大节能或最低产能等条件,进行生产指令执行步骤的规划以及最佳生产指令执行步骤的优化。具体地,控制系统包含设有主机的智能控制室410以及各个信息采集和传输部件,进而形成预热仓故障管理分系统、烧成窑自动化管理分系统、冷却仓自动化管理分系统、智能通风管理分系统、吊装自动化协调管理分系统等,其中,烧成窑自动化管理分系统中包括对智能电火焰的加热管理功能。当然,本工业窑炉还包括装载区510和卸载区520,相应地,控制系统也包括装载区的自动化装载管理分系统以及卸载区自动化卸载管理分系统等。如此,通过控制系统的智能化调度,就能极大地提高本分布式高效节能环保工业窑炉的生产效率,进而实现扩大产出,降低陶瓷制品的成本。
基于此结构设计,在本申请中,相较于目前常见的工业窑炉,本分布式高效节能环保工业窑炉具有以下优点:
第一、由于预热仓100、烧成窑200以及冷却仓300是完全独立的单体设置并间隔式分布,这些单独的生产设备可以并行运行且互不干扰,故生产人员就可以根据产能的需求,任意的扩大或停产某仓而不影响整体生产线的正常生产,例如当预热仓100、烧成窑200以及冷却仓300中的某一项生产设备是产能瓶颈时,就可以独立增加该项生产设备的数量,如此就可以显著提高产能,甚至实现最大限度的释放产能;当然,在某一生产设备发生故障时,也可以直接停用,并直接使用另一个同类的生产设备而不影响,这样就能彻底避免因窑车倒塌事故而导致整条生产线停产的情况发生,极大地提高整条生产线的生产安全性。同时,使用本申请的技术方案,在最低产能和最大产能之间,可实现弹性产能生产。
第二、在烧成窑200中,烧制陶瓷制品用的是设置在烧成窑200内侧壁上的智能电火焰加热设备210,该智能电火焰加热设备210喷射的是电火焰,而电火焰加热使用的是电能,例如但不限于光伏电、风电、水电、核电、生物质电等再生能源,从而达到生产时零碳排放的目的,具有积极的环保意义。
第三、在使用智能电火焰加热设备210时,烧成窑200的窑盖是闭合的,即智能电火焰加热设备210在加热时是在密闭的窑体中,从而可大大减少热能流失;当然,预热仓100也可通过预热仓盖密闭,冷却仓300也可通过冷却仓盖密闭,这同样有利于减少能量流失;此外,由于智能通风系统900分别连通烧成窑200、预热仓100以及冷却仓300,故烧成窑200在冷却过程中的热能也能通过智能通风系统900而再次被利用于预热仓100的预热和风干塔950的风干等。换言之,烧成窑200、预热仓100以及冷却仓300可开合密闭设置以及智能通风系统900的连通作用,可使得本分布式高效节能环保工业窑炉非常节能。
在此需说明的是,本分布式高效节能环保工业窑炉主要用于陶瓷制品的烧制,特别适用于发泡陶瓷的制造。在现今提倡绿色节能建筑、安全环保施工的前提下,发泡陶瓷作为一种新型无机建筑材料,具有轻质、不燃、保温、隔热、防水防潮等优点,能更好的符合逐渐提高的房地产建筑材料的保温隔热性能要求,因而越来越受到人们的重视。通常,由发泡陶瓷制成的隔墙板应是厚度较厚但强度高且轻质的大板,例如,参照一般建筑物的墙体标准,隔墙板的厚度范围一般是10至15cm,应用在北方地区的隔墙板的厚度应大于20cm,其抗压强度要达到6兆帕以上。由于这些较高的性能标准,故若采用目前常见的普通工业窑炉烧制发泡陶瓷,将会导致烧成时间长、耗能高、碳排放高、产能低等问题,进而导致发泡陶瓷成本很高、市场价格更高,不利于该环保产品的市场拓展。具体地,在发泡陶瓷的综合成本中,约1/3为能源成本,约1/3为设备折旧和土地使用等成本。而在本申请中,本分布式高效节能环保工业窑炉在同等甚至更少投资、更少用地的情况下,产能至少可以提升3倍或以上,还具有显著的节能效果。因此,使用本分布式高效节能环保工业窑炉制成的发泡陶瓷能够将成本降低到400元/立方左右,进而具备更多的价格优势,而发泡陶瓷产品一旦同时具有价格和性能优势,则会极大的有利于该性能优异的绿色环保产品的市场开发。
下面以具体数据来说明本分布式高效节能环保工业窑炉相较于目前常见的工业窑炉的各项优势。其中,表2为目前常见的隧道窑炉、辊道窑炉以及本申请的分布式高效节能环保工业窑炉的发泡陶瓷烧成时间对比表。表1为三层隧道窑炉、辊道窑炉、本申请的分布式高效节能环保工业窑炉在投资、用地、用气、用电以及产能方面的综合成本对比表。由表1和表2可知,在同等甚至更少投资、更少用地、更环保、更节能的情况下,本分布式高效节能环保工业窑炉产能至少可以提升3倍或以上,而成本却相对较低。
在此需说明是,在表2中,发泡陶瓷烧成时间是指待烧制品进隧道/窑到烧制成品出隧道/窑的时间差,该时间包含了预热时间、烧成时间、冷却时间;由于隧道窑炉、辊道窑炉的预热区、烧成区、冷却区是一体式线性串联的,故烧成时间是取这三个时间中最大的时间值;在本分布式高效节能环保工业窑炉中,由于预热仓100、烧成窑200、冷却仓300是分别独立的,且并行运行,互不干扰,故可以实现用空间换时间,达到节省大量的时间的目的。在表1中,发泡陶瓷的综合成本是按以下条件下计算的:燃气价格2.8元/立方米;平均电价1.1元/度(用电波峰、波谷加权平均值);按照国家标准的设备折旧率进行设备折旧分摊至成本。
表1
表2
在此需特别说明的是,为节省生产用地,避免宝贵的土地资源浪费,预热仓100和/或烧成窑200和/或冷却仓300设于地面以下。例如,烧成窑200、冷却仓300、预热仓100等都可以建在地下,甚至可以叠成建设,即烧成窑200、冷却仓300可以建在预热仓100之上。其中,烧成窑200优选建在地面以下,当然,烧成窑200也可以建在地面以上,其规格大小可以按实际需求制定;冷却仓300优选建在地面以下,当然,冷却仓300也可以建在地面以上,其规格大小可以按实际需求制定;预热仓100优选建在地面以下,此时,预热仓100地面以上空间全部可以按实际需求使用,包括建成陶瓷制品的加工区等,当然,预热仓100也可以建在地面以上,其规格大小可以按实际需求制定。
请参阅图1、图2以及图6和图7,在本实施例中,预热仓体具有预热隧道110,预热隧道110具有隧道进口111和隧道出口112,隧道进口111和隧道出口112处均设有预热仓门(未图示),隧道出口112邻近烧成窑200设置,冷却仓300邻近烧成窑200设置。在此,预热仓100还包括防倾倒窑车600,预热仓门可以自动开合以方便防倾倒窑车600进出,且在防倾倒窑车600进入预热隧道110后,预热仓门关闭,以尽可能避免热量流失。而隧道出口112邻近烧成窑200设置,具体可优选将烧成窑200建于隧道出口112附近的地下,如此可方便预热后的陶瓷制品更快捷地被吊装设备装载入烧成窑200中,同理,冷却仓300邻近烧成窑200设置也方便烧制好的陶瓷制品更快捷地从烧成窑200中转入冷却仓300中进行下一步的冷却。
具体在本实施例中,预热仓体呈U型,预热仓体内部形成有U型的预热隧道110;预热仓100还包括回型轨道120,回型轨道120包括第一轨道段121和第二轨道段122,第一轨道段121呈U型并内置在预热隧道110内,第二轨道段122位于预热仓体外部,第一轨道段121呈沿轨道方向自隧道进口111向隧道出口112逐渐向下倾斜设置。具体地,第一轨道段121的倾斜坡度在千分之一到千分之十之间,这样,防倾倒窑车600就可以在重力作用下,从隧道入口自行滑行至隧道出口112,而在防倾倒窑车600滑行过程中,装载在防倾倒窑车600上的陶瓷制品就能完成预热。
请参阅图1和图2,在本实施例中,预热仓体的底部、预热仓体的侧壁以及预热仓盖均由保温材料制成;具体地,预热仓100的底部设有保温砖、预热仓体的侧壁则为保温墙。U型的预热仓体包括两相对间隔平行的平行段和连接两平行段的弧形段,烧成窑200和冷却仓300位于两平行段之间的区域,如此,就可以在尽可能减少土地占用的情况下,延长预热隧道110的长度,确保陶瓷制品可以得到充分预热,而且也方便了后续工序的操作。
请参阅图7至图9,在本实施例中,防倾倒窑车600包括车板610、车轮620以及挂钩630;回型轨道120包括两间隔平行的车轨123,车板610具有两相对的并超越车轨123外侧面的车板610边缘;车轮620安装在车板610底面并可在车轨123上滑动,多个挂钩630分设于两车板610边缘,且挂钩630具有朝向车轨123外侧面的弯钩部。当然,在防倾倒窑车600上还设有故障报警装置。可以理解,防倾倒窑车600的车板610用于放置装载板700,装载板700上装载有陶瓷制品;当防倾倒窑车600在轨道上滑行时,L型的挂钩630自动放下,挂钩630与车轨123之间留有合适的允许防倾倒窑车600抬高的间隙;当有异物使得防倾倒窑车600单侧抬高时,该抬高侧的挂钩630也随之抬高,当防倾倒窑车600的抬高高度超过挂钩630与车轨123之间的间隙时,挂钩630将紧紧卡在车轨123上,达到防止防倾倒窑车600单侧车体过度抬高而导致侧翻的情况发生,同时,挂钩630与车轨123卡紧时也会触发故障报警装置,使得生产人员能够尽快获知故障状况。
进一步地,在本实施例中,工业窑炉还包括智能机械臂800,且智能机械臂800邻近预热仓100和装载区510设置。具体如图1所示,机械臂优选位于装载区510和卸载区520之间,以便于更加方便陶瓷制品的装载和卸载。
请参阅图1和图2,在本实施例中,装载区510和卸载区520均相对于预热仓100、烧成窑200以及冷却仓300独立设置;装载区510邻近隧道进口111设置,卸载区520邻近隧道出口112设置。具体来说,装载区510和卸载区520均通过轨道与回型轨道120的第二轨道段122连接,防倾倒窑车600可从隧道出口112自动滑行到卸载区520,然后,智能机械臂800取下装载有陶瓷制品的装载板700,然后将防倾倒窑车600推送至装载区510以供下次使用。在此,卸载区520与装载区510之间有轨道连接,但由于装载区510高于卸载区520,故该轨道有较大的坡度,需要外力推送防倾倒窑车600到装载区510。然后,在装载区510,通过智能机械臂800将待烧制的陶瓷制品放在装载板700上,并通过智能机械臂800将装载板700放置在防倾倒窑车600上并限位固定,然后,防倾倒窑车600、装载板700及待烧的陶瓷制品会经过U型的预热隧道110进行预热,最后到达隧道出口112。
请参阅图4和图3,在本实施例中,窑体的底部、窑体的侧壁以及窑盖均由耐火材料制成,窑体的底部、窑体的侧壁以及窑盖围合形成加热腔(未图示),陶瓷制品放置在装载板700上并内置于加热腔中。具体地,窑体的底部设有耐火砖,窑体的侧壁形成耐火墙,在窑盖关闭后,加热腔就是一个密闭空间。
在此,智能电火焰加热设备210包括多组电火焰枪211,每组电火焰枪211的一端均与窑体的侧壁连接,电火焰枪211的另一端伸入加热腔中。具体在本实施例中,如图3所示,电火焰枪211呈丰字型或F型设置,包括主杆211a和多个支杆211b;主杆211a与滑动件212a连接,支杆211b自主杆211a上沿主杆211a的横截面径向延伸形成,且多个支杆211b沿主杆211a的轴向间隔排布;支杆211b远离主杆211a的自由端处开设有喷火口211c,在烧制时,这些喷火口211c可以喷出20-30cm长的火焰。可以理解,本申请中使用电火焰加热的方式具有以下优点:其一、电火焰使用的是电能而非燃气能源,故可以实现零碳排放,十分环保。其二、由于在烧制时烧成窑200是封闭的,故在烧制过程中基本无热量流失,从而可以实现更快的升温,减少烧成时间,具体每窑的平均烧成时间至少可以减少2小时以上;而无热量流失也意味这能够节省更多的能量,至少可节省3倍以上的能量。其三、由于电火焰是高温等离子体,故可以直接接触陶瓷制品而不会导致污染,具有加热更快且陶瓷制品受热更均匀的优点;其四、在密闭的窑体中,可以根据烧制的陶瓷制品的实际需求,通过控制系统对智能电火焰加热设备210的智能控制,而实现精确的升温控制,进而确保陶瓷制品的烧成质量,有利于提高产品的良品率;当然,在烧制完成后,通过智能通风系统900,也能实现精确的降温控制,以防止出现不受控的剧烈降温而导致产品质量出现问题。
请参阅图4和图3,在本实施例中,智能电火焰加热设备210还包括安装在窑体的侧壁上的移动装置(未标示),电火焰枪211的一端通过移动装置安装在窑体的侧壁上;移动装置包括第一驱动机构216和滑动件212a,窑体的侧壁上设有滑动安装孔,滑动件212a安装在滑动安装孔处并与窑体的侧壁滑动连接,且滑动件212a在滑动过程中始终盖合滑动安装孔;电火焰枪211的一端与滑动件212a连接;第一驱动机构216设于窑体的外侧,并用于驱动滑动件212a以带动电火焰枪211移动以及驱动电火焰枪211旋转。这样,通过控制系统就可智能控制第一驱动机构216带动滑动件212a运动,进而实现电火焰枪211的前后、水平移动以及180°旋转,达到使得烧制的陶瓷制品受热更均匀以确保烧制质量的目的。此外,智能电火焰加热设备210还包括多组特斯拉线圈215、低压接口213、高压接口214以及工业测温计930等,其中,特斯拉线圈215、低压接口213、高压接口214均设置在窑体外部,低压接口213用于接入工业用电,然后低压接口213通过线路连接到特斯拉线圈215,再经过特斯拉线圈215升高到特定电压,并通过线路连接到高压接口214,同时,电火焰枪211通过导线与高压接口214连接,这样,在通电后,电火焰枪211的喷火口211c处就能产生电火焰来加热陶瓷制品。具体地,在窑盖关闭预备加热前,控制系统可控制第一驱动机构216实现将电火焰枪211移动到装载板700之间,同时控制丰字型的电火焰枪211旋转,以使其喷火口211c与待烧制的陶瓷制品成5°至10°的夹角;在烧制过程中,受控的滑动件212a可带动电火焰枪211同时前后、水平左右移动,当电火焰移动到陶瓷制品的边缘时,可将电火焰枪211旋转170°左右,再往回前后、水平方向左右移动,从而可使电火焰可以均匀加热陶瓷制品,同时,根据工业测温计930传回的温度变化,还可以控制丰字型电火焰枪211开启的喷火口211c的数量,以便实现对烧成窑200内的升温曲线的精确控制;在烧制完成后,窑盖打开时或预备打开时,第一驱动机构216可驱动滑动件212a以带动电火焰枪211通过前后、水平移动以及旋转180°而移回窑体的侧壁即耐火墙内。
进一步地,在本实施例中,窑盖包括位于里层的耐火层以层叠在耐火层外侧的金属板;烧成窑200还包括第二驱动机构(未图示)以及锁合装置(未图示);第二驱动机构安装在窑体的外表面,并与金属板连接,用于驱动窑盖打开或闭合;锁合装置设于金属板上,用于锁合或解锁窑盖。具体地,窑盖的耐火层主要由耐火砖组成,金属板优选为钢板,耐火砖与钢板通过粘合剂粘接,第二驱动机构可以但不限于为带有驱动轮的一体化驱动电机,导轨固定在烧成窑200的外侧墙面上;当控制系统发送窑盖开启指令至烧成窑200自动化管理分系统后,该管理分系统就会控制锁合装置自动解锁,然后,第二驱动机构通电,驱动电机驱动一体化的驱动轮在导轨上移动,以打开窑盖;当控制系统发送窑盖关闭指令后,其关闭过程与打开过程相反,且在窑盖关闭后,锁合装置会自动加锁,以防止在烧制过程中,窑盖突然打开而导致烧制失败甚至发生安全事故。然本设计不限于此,于其他实施例中,还可以通过其他结构设计的第二驱动机构等实现窑盖的打开与关闭。
此外,在本实施例中,冷却仓体的底部、冷却仓体的的侧壁以及冷却仓盖均由保温材料制成;冷却仓体的底部、冷却仓体的的侧壁以及冷却仓盖围合形成冷却腔。具体地,在冷却仓体的底部设有保温砖,冷却仓体的侧壁形成保温墙,冷却腔与智能通风系统900连通,以确保烧制完成后的陶瓷制品在被吊装设备放入冷却腔后能得到充分冷却。
请参阅图8和图9,在本实施例中,装载板700的底部设有第一定位部710,窑体的底部以及冷却仓体的底部均设有与第一定位部710适配定位连接的第二定位部;此外,在装载板700的上表面还设有第三定位部720,多个装载板700可叠加设置,在防倾倒窑车600的车板610上也同样可设置第二定位部。具体地,装载板700为矩形板,当然也可以是其他根据实际需求设置的形状,第一定位部710可以但不限于是实心的定位杆,第二定位部为与定位杆适配的空心的定位孔,且为提高定位连接效果,在装载板700的四个转角处均设有一个定位杆,第三定位部720也可以为与定位杆适配的空心的定位孔。在使用时,首先将待烧制的陶瓷制品放置到装载板700上,然后,装载板700被吊装到防倾倒窑车600上时,就可以通过定位杆插入对应的定位孔中而实现装载板700的定位放置,如此,就能防止装载板700在防倾倒窑车600上发生前后左右移动。同理,当装载板700放置在烧成窑200和冷却仓300中时,也可以通过定位杆和设于烧成窑200和冷却仓300底部的定位孔的适配连接而达到防止装载板700移动的目的。
在此还需说明的是,在本实施例中,工业窑炉还包括保温吊装箱(未图示),保温吊装箱由保温材料制成,保温吊装箱与装载板700连接,并罩盖住放置在装载板700上的陶瓷制品,在此,保温吊装箱主要对吊装过程中的陶瓷制品的保温作用,防止陶瓷制品在吊装过程中发生较大的温度改变。具体地,保温吊装箱呈向下敞口设置,包括顶板和围住四周的四个侧板,其主要框架优选用钢材制成,顶板和侧板优选由保温材料制成;顶板的顶面上设有多个吊装勾、侧板的底部边缘则设有多组无线控制的自动锁合设备等。在吊装之前,控制系统会发送无线信号以无线控制自动锁合设备解锁;然后,等装载板700上的陶瓷制品放好后,就可移动吊装设备将保温吊装箱吊起,并罩住装载板700和陶瓷制品,此时,控制系统会无线控制自动锁合设备加锁,使得侧板底部与装载板700稳固连接,以确保在保温吊装箱吊起时装载板700不会脱落;当完成吊装,装载板700和陶瓷制品放置好后,控制系统会再次无线控制自动锁合设备解锁,以使保温吊装箱与装载板700脱离,最后,再使用吊装设备将保温吊装箱吊离。
请参阅图1、图2以及图5,在本实施例中,智能通风系统900包括风道组、多组风机940、多个通风连通装置910以及多个测温计930。预热仓100的进风口和出风口、烧成窑200的进风口和出风口、冷却仓300的进风口和出风口处均设有一通风连通装置910。风道组包括若干低温冷风通道921、若干低温热风通道922、若干中温热风通道923以及若干个高温热风通道924;高温热风通道924和中温热风通道923中均设置有测温计930,以实时测量通道中的温度,且这些温度测试值会上传至控制系统;高温热风通道924、中温热风通道923、低温热风通道922以及低温冷风通道921中均设有一风机940。在此,高温热风通道924中的高温热风温度在800℃以上,中温热风通道923中的中温热风温度在200℃至500℃之间;低温热风通道922中的低温热风温度在30℃至60℃之间;低温冷风通道921中的低温冷风温度在-40℃至10℃之间。
具体地,烧成窑200的进风口通过一通风连通装置910分别与一中温热风通道923和一高温热风通道924连通;烧成窑200的出风口通过一通风连通装置910与一高温热风通道924连通;预热仓100的进风口通过一通风连通装置910和一个高温热风通道924与烧成窑200的出风口连通,以使烧成窑200在冷却过程中的热风能够进入预热仓100中,实现热量再次利用,降低整体能耗;预热仓100的出风口通过一中温热风通道923与烧成窑200的进风口连通;冷却仓300的进风口通过一通风连通装置910分别和一个中温热风通道923、一个低温热风通道922以及一个低温冷风通道921连通;冷却仓300的出风口通过一通风连通装置910分别和一个高温热风通道924、一个中温热风通道923以及一个低温热风通道922连通,其中,均与冷却仓300的出风口连通的高温热风通道924和中温热风通道923也通过一管道连通。
进一步地,在本实施例中,工业窑炉还包括风干塔950,风干塔950也是完全独立的单体设置,风干塔950的进风口通过一中温热风通道923与预热仓100的出风口连通,以使预热仓100中的中温热风能够进入风干塔950中,以提高风干塔950的风干效率;风干塔950的出风口通过一低温热风通道922与冷却仓300的进风口连通,这是低温热风的一个供应渠道。此外,低温冷风通道921的一端与外界环境连通,另一端则与高温热风通道924连通,这样,外界的冷风就能和高温热风混合而形成中温热风。当然,在冷却仓300中,通过冷却仓300的进风口进入的中温热风和后来通过冷却仓300的进风口进入的低温冷风混合后即形成低温热风,该低温热风可通过冷却仓300的出风口进入对应的低温热风通道922中,以实现循环利用。
下面详细说明本分布式高效节能环保工业窑炉的运行过程,特别是智能通风系统900的智能调度过程。
首先,在装载区510,生产人员使用智能机械臂800将待烧制的陶瓷制品放在装载板700上,装载板700再通过智能机械臂800放置在防倾倒窑车600上并定位固定。
然后,装载有待烧制陶瓷制品的防倾倒窑车600进入U型的预热仓100中进行预热,预热好后到达预热仓100的隧道出口112;生产人员通过智能机械臂800将装载板700和防倾倒窑车600分离,防倾倒窑车600返回装载区510以待下次使用;在此,多块装载板700可通过智能机械臂800定位堆叠为多层,陶瓷制品即位于两相邻的装载板700之间的空间中。
然后,控制系统控制烧成窑200的窑盖打开,烧成窑200的进风口和出风口关闭;吊装设备将放置有陶瓷制品的装载板700吊入窑体的加热腔中,且最下层的装载板与窑体底部定位固定;关闭窑盖,控制系统控制智能电火焰加热设备210通电,多组电火焰枪211产生电火焰,以实现对陶瓷制品的加热;烧制完成后停电,此时,通风连通装置910受控将其中的高温风口打开,并通过对应的风机940将加热腔内的热风从烧成窑200的出风口抽送到高温热风通道924中,同时,中温风口也打开,并通过对应的风机940将中温热风从窑体的进风口处送入加热腔内以实现降温;在此,为确保烧制质量,加热腔内的温度不应当急速降低,而应当通过中温热风的输送不断缓慢降温,而且通过控制中温热风的送风量和高温热风的抽出量,以此实现对烧成窑200降温曲线的精确控制,中温热风通道923中的中温热风可来源于预热仓100以及风干塔950等处;当烧成窑200内的温度达到预设温度时,关闭中温风口,但热风还是不断抽送到高温热风通道924中,此时,可开启窑盖,实现双出风口排热风,吊装设备将保温吊装箱放入窑体内与装载板700连接,然后再将保温吊装箱和装载板700等吊出烧成窑200并放入冷却仓300中。
然后,当装载板700和需要冷却的陶瓷制品在冷却仓300中放置好后,通风连通装置910受控将其中的高温风口打开,并将冷却仓300中的热风通过冷却仓300的出风口抽入高温热风通道924中,同时,通风连通装置910受控将中温风口打开,将中温热风通过冷却仓300的进风口送入冷却仓300内,用于冷却仓300的第一阶段降温,在该降温阶段,通过控制中温热风的送风量和热风的抽出量,以此来实现对冷却仓300降温曲线的精确控制;在冷却仓300的温度达到预设温度时,冷却仓300内应是中温热风,此时关闭高温风口,并将冷却仓300内的中温热风通过冷却仓300的出风口抽送到中温热风通道923,同时,通风连通装置910的低温风口打开,低温热风通过通过冷却仓300的进风口从低温热风通道922中进入冷却仓300内,以实现进一步降温,如此,在此第二阶段降温后,冷却仓300内的温度会接近常温。当然,若需要进一步降温或在第二降温阶段快速降温,可将通风连通装置910的低温风口打开,然后将低温冷风通道921中的低温冷风通过冷却仓300的进风口输送进冷却仓300内。
然后,打开冷却仓300的仓门,使用吊装设备将放置有陶瓷制品的装载板700吊出放置在卸载区520内,智能机械臂800将烧制好的陶瓷制品从装载板700上取下以便进行后续的加工处理,而空余的装载板700则留待下次使用。
以上所述仅为本申请的较佳实施例而已,并不用以限制本申请,凡在本申请的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本申请的保护范围之内。