无机质成形体
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及一种无机质成形体。
背景技术
一直以来,为了对电子部件或电池用电极材等进行热处理,利用工业炉进行了烧成。作为设置于工业炉内部的炉材(隔热材),要求热容量及导热率低的炉材。通过使用这样的炉材,从而有效地利用加热时的热能,并且缩短生产节拍时间来提高生产效率。
关于这一点,在专利文献1中记载了一种无机质成形体,其在作为炉材使用时,热容量及导热率充分低,并且具有充分的强度,且降低因碱性气体所受到的侵蚀,并可抑制表面处的剥离或裂纹的产生,该无机质成形体包含氧化铝质纤维、氧化铝粒子及无机粘合剂,且以ASTM C522所测得的通气阻抗率为6×10
现有技术文献
专利文献
专利文献1:日本特开2010-155733号公报
发明内容
发明所要解决的课题
另一方面,在工业炉中,有要求高温烧成的工业炉,要求加热时变形少的炉材。关于这一点,以往以来有下述炉材:除了包含结晶质氧化铝纤维及氧化铝粒子以外,还主要出于抑制成本的目的进一步包含作为非晶质氧化铝二氧化硅纤维的耐火陶瓷纤维。
然而,本发明的发明者们独自进行了研究,结果判明:包含耐火陶瓷纤维的炉材在高温下的蠕变量比较大,在承载重量物的情况下,炉材容易损伤,更换频率容易变高。此外,当在炉材中埋入加热线,作为面板加热器使用时,因热变形量大,导致对该加热线容易造成负荷。
本发明是鉴于上述课题而进行的,其目的之一在于提供一种在高温下不易热变形的无机质成形体。
用于解决课题的手段
用于解决上述课题的本发明的一个实施方式的无机质成形体包含:氧化铝含量超过60质量%的氧化铝质纤维;氧化铝粒子;及无机粘合剂,该无机质成形体通过实质上不包含耐火陶瓷纤维而降低了热蠕变量。根据本发明,可提供一种在高温下不易热变形的无机质成形体。
此外,上述无机质成形体在长度为150mm、宽度为45mm、厚度为7mm的平板形状试验体的长度方向中央部处放置长度为30mm、宽度为45mm的长方体形状的锤体10g并在1400℃下保持3小时的热蠕变试验中所测定的上述热蠕变量也可以设定为满足下述(a)或(b):(a)上述无机质成形体及上述试验体的体积密度为低于300kg/m
此外,上述无机质成形体在长度为150mm、宽度为45mm、厚度为7mm的平板形状试验体的长度方向中央部处放置长度为30mm、宽度为45mm的长方体形状的锤体10g并在1400℃下保持3小时的热蠕变试验中所测定的上述热蠕变量除以上述试验体的体积密度所得到的热蠕变量/体积密度比也可以设定为满足下述(c)或(d):(c)上述无机质成形体及上述试验体的体积密度为低于300kg/m
此外,上述无机质成形体基于对没有在200℃以上的温度下加热的长度为150mm、宽度为50mm、厚度为25mm的平板形状试验体使用3点弯曲强度试验机以测试头速度为10mm/分钟的速度施加载荷的弯曲强度试验中所测定的最大载荷,由式:未加热弯曲强度(MPa)={3×最大载荷(N)×下部支点间距离(mm)}/{2×试验体的宽度(mm)×(试验体的厚度(mm))
此外,上述无机质成形体中,相对于上述无机质成形体100质量份,上述耐火陶瓷纤维的含量也可以设定为0.1质量份以下。此外,上述无机质成形体中,上述氧化铝粒子的平均粒径也可以设定为0.5μm以上且100μm以下。此外,上述无机质成形体的体积密度也可以设定为100kg/m
发明效果
根据本发明,可提供一种在高温下不易热变形的无机质成形体。
附图说明
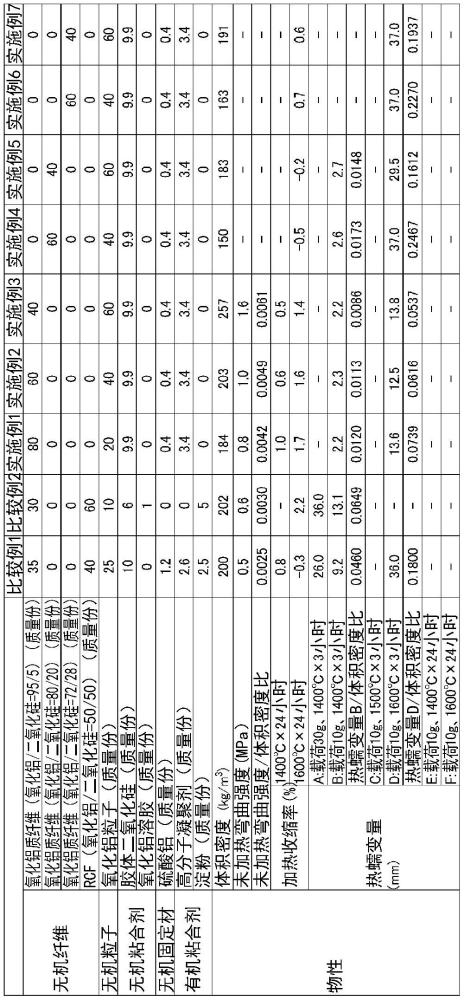
图1是表示在本发明的一个实施方式中评价无机质成形体的物性而得到的结果的一个例子的说明图。
图2是表示在本发明的一个实施方式中评价无机质成形体的物性而得到的结果的另一个例子的说明图。
具体实施方式
以下,对本发明的一个实施方式的无机质成形体(以下称为“本成形体”)进行说明。此外,本发明并不限于本实施方式。
本成形体包含:氧化铝含量超过60质量%的氧化铝质纤维;氧化铝粒子;及无机粘合剂,且该无机质成形体通过实质上不包含耐火陶瓷纤维而降低了热蠕变量。
氧化铝质纤维是包含氧化铝作为主成分的金属氧化物纤维。在本成形体所含有的氧化铝质纤维中,氧化铝含量超过60质量%。氧化铝质纤维的氧化铝含量只要为超过60质量%,则没有特别限定,例如可以为61质量%以上,也可以为65质量%以上,也可以为70质量%以上。
此外,在氧化铝质纤维的氧化铝含量为70质量%以上的情况下,该氧化铝含量优选为72质量%以上,更优选为75质量%以上,更进一步优选为80质量%以上,特别优选为85质量%以上。
进而,氧化铝质纤维的氧化铝含量为85质量%以上的情况下,该氧化铝含量优选为90质量%以上,更优选为93质量%以上,特别优选为95质量%以上。
氧化铝质纤维的氧化铝含量变得越大,则包含该氧化铝质纤维的本成形体的热蠕变量存在越降低的倾向。氧化铝质纤维的氧化铝含量的上限值没有特别限定,但该氧化铝含量例如可以为100质量%以下,也可以为99质量%以下,也可以为98质量%以下,也可以为97质量%以下,也可以为96质量%以下。
氧化铝质纤维的氧化铝含量可任意组合上述下限值中的任一者与上述上限值中的任一者来确定。本成形体可包含氧化铝含量彼此不同的两种以上的氧化铝质纤维,也可仅包含氧化铝含量为特定值的一种作为氧化铝质纤维。
氧化铝质纤维也可以进一步包含氧化铝以外的成分。在氧化铝质纤维包含氧化铝以外的成分(其他成分)的情况下,该其他成分例如可以为选自二氧化硅、氧化锆、氧化钙、氧化铁、氧化钠(sodia)及氧化镁中的一种以上,优选为二氧化硅。
在氧化铝质纤维包含二氧化硅的情况下,相对于该氧化铝质纤维中的其他成分的含量(在该氧化铝质纤维包含两种以上的其他成分的情况下为该两种以上的其他成分的含量的合计)100质量份,二氧化硅含量例如可以为60质量份以上(60质量份以上且100质量份以下),优选为70质量份以上,更优选为80质量份以上,更进一步优选为90质量份以上,特别优选为95质量份以上。
具体而言,例如在氧化铝质纤维的氧化铝含量为80质量%(即,其他成分的含量为20质量%),且相对于其他成分的含量100质量份,二氧化硅含量为90质量份以上的情况下,该氧化铝质纤维中的二氧化硅含量为18质量份以上且20质量份以下。
氧化铝质纤维的平均长度没有特别限定,例如优选为100μm以上且100000μm以下,更优选为1000μm以上且80000μm以下,特别优选为3000μm以上且50000μm以下。
氧化铝质纤维的平均纤维直径没有特别限定,例如优选为1μm以上且20μm以下,更优选为2μm以上且10μm以下,特别优选为3μm以上且7μm以下。氧化铝质纤维的长宽比(纵横比)没有特别限定,例如优选为25以上。
氧化铝粒子也可以为由烧结氧化铝制成的粒子,但优选为由结晶性高的α氧化铝(电熔氧化铝)制成的粒子。氧化铝粒子的平均粒径没有特别限定,例如优选为0.5μm以上且100μm,更优选为0.5μm以上且50μm以下,更进一步优选为0.5μm以上且15μm以下,特别优选为2.0μm以上且10μm以下。
氧化铝粒子的平均粒径越小,则包含该氧化铝粒子的本成形体的力学强度存在越提高的倾向。此外,氧化铝粒子的平均粒径通过激光衍射式粒度分布测定装置来测定。
无机粘合剂只要为不损害本发明的效果者,则没有特别限定,例如优选为选自胶体二氧化硅(例如,选自阴离子性的胶体二氧化硅及阳离子性的胶体二氧化硅中的一种以上)、气相二氧化硅、氧化锆溶胶、氧化钛溶胶、氧化铝溶胶及膨润土中的一种以上,特别优选为胶体二氧化硅。
本成形体也可以进一步包含无机固定材。无机固定材只要为不损害本发明的效果者,则没有特别限定,例如也可以为选自硫酸铝、氧化铝溶胶及氨水中的一种以上,优选为硫酸铝。
本成形体也可以进一步包含有机粘合剂。有机粘合剂只要为不损害本发明的效果者,则没有特别限定,例如优选为选自高分子凝聚剂及淀粉中的一种以上。此外,在本成形体包含高分子凝聚剂的情况下,本成形体可进一步包含淀粉,也可设定为不包含淀粉。
作为有机粘合剂的高分子凝聚剂只要为不损害本发明的效果者,则没有特别限定,例如优选为选自聚丙烯酰胺系高分子、酰胺系高分子、聚丙烯酸酯系高分子及聚丙烯酸醚系高分子中的一种以上,特别优选为聚丙烯酰胺系高分子。
作为有机粘合剂的淀粉只要为不损害本发明的效果者,则没有特别限定,例如也可以为选自原料淀粉(例如,源自天然原料的淀粉(例如,选自马铃薯淀粉、木薯淀粉、玉米淀粉及其水解物中的一种以上))、阳离子淀粉、阴离子淀粉及两性淀粉中的一种以上。
本成形体也可以根据需要进一步包含纸浆或适当的乳化液等作为有机粘合剂。在本成形体的制造中,为了形成所期望的大小的絮凝物而添加于溶剂中的有机粘合剂的种类及添加量根据无机粘合剂的电荷量、电荷的性质、使用的氧化铝粒子的尺寸等来进行最优化。
此外,本成形体优选至少在其成形的时刻(例如,作为将通过后述的脱水成形或抄造而得到的湿润成形体进行干燥而得到的无机质成形体来获得本成形体的时刻)包含有机粘合剂。
另一方面,如后述的那样,本成形体在其成形后,也可以在出货前或使用前实施烧成处理。在实施了烧成处理的本成形体中,在该烧成处理前所含有的有机粘合剂的一部分或全部也可以消失。
本成形体的体积密度只要为不损害本发明的效果的范围内,则没有特别限定,例如可以为100kg/m
这里,在本成形体中特征之一在于,本成形体通过实质上不包含耐火陶瓷纤维(RCF)而降低了热蠕变量。
即,如上述那样,本发明的发明者们独自进行了研究,结果判明:包含RCF的炉材在高温下的蠕变量比较大。关于这一点,本成形体由于实质上不包含RCF,因此与包含RCF的以往的炉材相比,热蠕变量降低。
RCF为氧化铝(Al
具体而言,通过实质上不包含RCF而降低了热蠕变量的本成形体例如在实质上不包含RCF、且长度为150mm、宽度为45mm、厚度为7mm的平板形状试验体的长度方向中央部处放置长度为30mm、宽度为45mm的长方体形状的锤体10g并在1400℃下保持3小时的热蠕变试验中所测定的热蠕变量也可以设定为满足下述(a)或(b):(a)本成形体及该试验体的体积密度为低于300kg/m
在上述热蠕变试验中,对本成形体进行加工来制作由上述尺寸及形状的本成形体制成的试验体,测定对该试验体施加10g的载荷且同时在1400℃下保持3小时的情况下的变形量作为热蠕变量。
在本成形体满足上述(a)的情况下,本成形体及试验体的体积密度只要为低于300kg/m
此外,满足上述(a)的本成形体的热蠕变量例如优选为8.0mm以下,更优选为7.0mm以下,更进一步优选为6.0mm以下,特别优选为5.0mm以下。
进而,在满足上述(a)的本成形体的热蠕变量为5.0mm以下的情况下,该热蠕变量例如优选为4.0mm以下,更优选为3.5mm以下,特别优选为3.0mm以下。
在本成形体满足上述(b)的情况下,本成形体及试验体的体积密度只要为300kg/m
此外,满足上述(b)的本成形体的热蠕变量例如优选为2.5mm以下,特别优选为2.0mm以下。
此外,通过实质上不包含RCF而降低了热蠕变量的本成形体例如在实质上不包含RCF、且长度为150mm、宽度为45mm、厚度为7mm的平板形状试验体的长度方向中央部处放置长度为30mm、宽度为45mm的长方体形状的锤体10g并在1400℃下保持3小时的热蠕变试验中所测定的热蠕变量除以该试验体的体积密度所得到的热蠕变量/体积密度比也可以设定为满足下述(c)或(d):(c)本成形体及该试验体的体积密度为低于300kg/m
在本成形体满足上述(c)的情况下,本成形体及试验体的体积密度只要为低于300kg/m
此外,满足上述(c)的本成形体的热蠕变量/体积密度比例如可以设定为0.0400以下,优选为0.0350以下,更优选为0.0300以下,更进一步优选为0.0250以下,特别优选为0.0200以下。
在本成形体满足上述(d)的情况下,本成形体及试验体的体积密度只要为300kg/m
此外,满足上述(d)的本成形体的热蠕变量/体积密度比例如也可以设定为0.0075以下,优选为0.0070以下,更优选为0.0600以下,更进一步优选为0.0500以下,特别优选为0.0400以下。
此外,通过实质上不包含RCF而降低了热蠕变量的本成形体例如基于对实质上不包含RCF、且没有在200℃以上的温度下加热的长度为150mm、宽度为50mm、厚度为25mm的平板形状试验体使用3点弯曲强度试验机以测试头速度为10mm/分钟的速度施加载荷的弯曲强度试验中所测定的最大载荷,由式:未加热弯曲强度(MPa)={3×最大载荷(N)×下部支点间距离(mm)}/{2×试验体的宽度(mm)×(试验体的厚度(mm))
在上述弯曲强度试验中,对未加热的(尚未在200℃以上的温度下加热)本成形体进行加工,制作由上述尺寸及形状的本成形体制成的试验体,对该试验体使用3点弯曲强度试验机以测试头速度为10mm/分钟的速度施加载荷,测定该情况下的最大强度(断裂强度),由上述式算出未加热弯曲强度。
本成形体的未加热弯曲强度/体积密度比例如优选为0.0035以上,特别优选为0.0040以上。
实质上不包含RCF的本成形体为RCF的含量相对于该本成形体100质量份为0.1质量份以下的无机质成形体。相对于本成形体100质量份,RCF的含量例如优选为0.07质量份以下,特别优选为0.05质量份以下。
本成形体中的氧化铝质纤维的含量只要为不损害本发明的效果的范围内,则没有特别限定,本成形体例如相对于该本成形体100质量份,可以包含15质量份以上且90质量份以下的氧化铝质纤维,也可以包含20质量份以上且85质量份以下的氧化铝质纤维,也可以包含25质量份以上且80质量份以下的氧化铝质纤维,也可以包含30质量份以上且75质量份以下的氧化铝质纤维。
此外,相对于氧化铝质纤维的含量与氧化铝粒子的含量的合计100质量份,本成形体例如可以包含10质量份以上且90质量份以下的氧化铝质纤维,也可以包含20质量份以上且90质量份以下的氧化铝质纤维,也可以包含30质量份以上且90质量份以下的氧化铝质纤维,也可以包含40质量份以上且80质量份以下的氧化铝质纤维。
本成形体中的氧化铝粒子的含量只要为不损害本发明的效果的范围内,则没有特别限定,但本成形体例如相对于该本成形体100质量份,可以包含5质量份以上且65质量份以下的氧化铝粒子,也可以包含10质量份以上且60质量份以下的氧化铝粒子,也可以包含15质量份以上且55质量份以下的氧化铝粒子。
在本成形体的体积密度为低于300kg/m
此外,在本成形体的体积密度为低于300kg/m
在本成形体的体积密度为300kg/m
本成形体中的无机粘合剂的含量只要为不损害本发明的效果的范围内,则没有特别限定,但相对于氧化铝质纤维的含量与氧化铝粒子的含量的合计100质量份,本成形体例如优选包含1质量份以上且20质量份以下的无机粘合剂,更优选包含3质量份以上且17质量份以下的无机粘合剂,特别优选包含5质量份以上且15质量份以下的无机粘合剂。
在本成形体包含无机固定材的情况下,本成形体中的该无机固定材的含量只要为不损害本发明的效果的范围内,则没有特别限定,但相对于氧化铝质纤维的含量与氧化铝粒子的含量的合计100质量份,本成形体例如优选包含0.1质量份以上且15质量份以下的无机固定材,更优选包含0.1质量份以上且10质量份以下的无机固定材,特别优选包含0.1质量份以上且5质量份以下的无机固定材。
在本成形体包含有机粘合剂的情况下,本成形体中的该有机粘合剂的含量只要为不损害本发明的效果的范围内,则没有特别限定,但相对于氧化铝质纤维的含量与氧化铝粒子的含量的合计100质量份,本成形体例如优选包含0.1质量份以上且15质量份以下的有机粘合剂,更优选包含0.5质量份以上且10质量份以下的有机粘合剂,特别优选包含1质量份以上且5质量份以下的有机粘合剂。
本成形体为了作为隔热材发挥功能,优选具有充分低的导热率。即,本成形体的600℃下的导热率例如优选为0.45(W/m·K)以下,更优选为0.35(W/m·K)以下,特别优选为0.25(W/m·K)以下。
本成形体也可以设定为包含加热线。即,在该情况下,本成形体例如包含配置于其表面的加热线。包含加热线的本成形体例如作为面板加热器来使用。加热线没有特别限定,但例如优选为由通电来发热的金属线(例如,镍铬线或二硅化钼)。
本成形体优选通过如下的方法来制造。在本成形体的制造方法中,首先,制备包含上述的氧化铝质纤维、氧化铝粒子及无机粘合剂的浆料。此时,也可以制备进一步包含无机固定材的浆料。此外,也可以制备进一步包含有机粘合剂的浆料。
浆料的湿式体积只要为不损害本发明的效果的范围内,则没有特别限定,例如优选为50mL/20g以上且1000mL/20g以下,更优选为75mL/20g以上且950mL/20g以下,特别优选为100mL/20g以上且900mL/20g以下。
接着,通过对浆料进行脱水成形或抄造,从而获得湿润成形体。这里,也可以根据需要(例如,在制造体积密度比较大的本成形体的情况下)对湿润成形体进行压制。
之后,通过将湿润成形体进行干燥,获得无机质成形体(本成形体)。本成形体的形状没有特别限定,例如优选为板状、片材状或块状。此外,本成形体的形状也可通过对照所期望的形状来选择抽吸模具,从而制成圆筒状或圆锥状等其他形状。
此外,本成形体也可以进一步实施烧成处理。即,例如在使用本成形体作为隔热材或耐火材的情况下,也可在出货前、使用前或使用时对本成形体实施烧成处理。
烧成处理的方法没有特别限定,例如使用公知的加热炉来进行。烧成温度只要为不损害本发明的效果的范围内,则没有特别限定,例如优选为600℃以上(例如为600℃以上且1600℃以下)。烧成时间只要为不损害本发明的效果的范围内,则没有特别限定,例如优选为30分钟以上(例如为30分钟以上且60分钟以下)。
此外,本成形体也可以实施硬化处理。硬化处理例如是下述处理:使本成形体中浸渗包含无机粘合剂(例如,选自胶体二氧化硅及氧化铝溶胶中的一种以上)的硬化处理液并使其干燥。通过硬化处理,可有效地提高干燥后的本成形体的硬度。
硬化处理液例如除了包含无机粘合剂以外,还可以包含选自用于控制粘度的有机增粘剂及无机粉末(例如,选自玻璃粉末、氧化铝粉末及硅灰石粉末中的一种以上)中的一种以上。使本成形体中浸渗硬化处理液的方法没有特别限定,例如优选使用选自刷毛涂布、喷雾涂布及浸渍中的一种以上。
此外,本成形体也可以实施表面涂敷处理。即,例如通过将包含ZrO
此外,本成形体也可以实施粘接处理。即,例如在将多个本成形体互相粘接的情况下、或将本成形体与其他成形体粘接的情况下,通过将包含Al
此外,在制造包含加热线的本成形体(例如,作为面板加热器的本成形体)的情况下,例如可以通过在抽吸成形时将该加热线预先放入成形模具内来使湿润成形体内部包含该加热线,或者可以对本成形体进行切削加工而在切削部处埋入该加热线,并进一步设置盖子。根据前者的方法,加热线的保持力高,不容易引起与被加热物的接触。根据后者的方法,容易制造包含加热线的本成形体,热效率高。此外,在后者的方法中,通过在埋入加热线之前对本成形体的切削面实施上述硬化处理,从而提高操作性。此外,由于本成形体的强度高,从而切削加工时的加工精度提高。
接下来,对本实施方式的具体实施例进行说明。
实施例
[原料]作为无机纤维,使用下述纤维:(I)氧化铝含量为95质量%的氧化铝质纤维(电化株式会社制、“B95N5”、二氧化硅含量为5质量%、在氧化铝中占有的α氧化铝含量为50质量%~59质量%、平均纤维直径为2μm~4μm);(II)氧化铝含量为80质量%的氧化铝质纤维(电化株式会社制、“B80”、二氧化硅含量20质量%、在氧化铝中占有的莫来石(mullite)含量为50质量%~70质量%、平均纤维直径为3μm~5μm);(III)氧化铝含量为72质量%的氧化铝质纤维(三菱化学株式会社制、“MAFTEC”、二氧化硅含量为28质量%、在氧化铝中占有的莫来石含量为0质量%~59质量%、平均纤维直径为5μm~7μm);及(V)RCF(NICHIAS株式会社制、“FINEFLEX 1300”、氧化铝含量为49质量%、二氧化硅含量为51质量%、平均纤维直径为2μm~3μm)。
作为无机粒子,使用氧化铝粒子(日本轻金属株式会社制、“SA31”、平均粒径为5μm、Al
作为无机粘合剂,使用胶体二氧化硅(日本化学工业株式会社制、“Silicadol30”、固体成分为30质量%的悬浮液、固体成分的平均粒径为15nm、pH10.0)及氧化铝溶胶(日产化学工业株式会社制、“Aluminasol 520”、固体成分为20质量%的悬浮液、pH4.0)。
作为无机固定材,使用硫酸铝(浅田化学工业株式会社制、“液体硫酸铝”、氧化铝为8.0~8.2%、pH3.0以上)。作为有机粘合剂,使用作为高分子凝聚剂的聚丙烯酰胺(荒川化学工业株式会社制、“POLYSTRON 705”、阳离子性、不挥发成分为10%、pH2.5~3.5、粘度为300~1000mPa·s)及淀粉(日淀化学株式会社制、“PETROSIZE J”)。
[无机质成形体]按照图1及图2中所示的配方,在水中加入无机纤维、无机粒子、无机粘合剂、无机固定材及有机粘合剂,再加入水以使浆料浓度成为2质量%并进行搅拌,制作浆料。
将以上述方式所得到的浆料浇注于底部设置有网的成形模具中,通过抽吸溶剂的抽吸脱水成形法进行脱水成形,获得具有平板形状的湿润成形体。进而,在实施例8~14及比较例3中,按照最终所得到的无机质成形体的体积密度成为所期望的范围的方式,对以上述方式所得到的湿润成形体进行压制。另一方面,在实施例1~7及比较例1、2中,不进行湿润成形体的压制。之后,通过将各例子中所得到的湿润成形体利用干燥机在110℃下干燥处理36小时,获得厚度为25mm的平板形状的无机质成形体。
[体积密度]通过以游标卡尺进行的尺寸测定(长度、宽度、厚度)及以电子天平进行的重量测定来算出各例子中所得到的无机质成形体的体积密度。
[未加热弯曲强度]如下述那样操作来测定各例子中所得到的无机质成形体的未加热弯曲强度。对由无机质成形体制成的长度为150mm、宽度为50mm、厚度为25mm的平板形状试验片,使用万能强度试验机(株式会社岛津制作所制、“AUTOGRAPH”),以测试头速度为10mm/分钟的速度施加载荷,测定最大载荷(断裂载荷)。
然后,通过下式来算出无机质成形体的未加热弯曲强度:未加热弯曲强度(MPa)={3×最大载荷(N)×下部支点间距离(mm)}/{2×试验体的宽度(mm)×(试验体的厚度(mm))
[加热收缩率]将各例子中所得到的由无机质成形体制成的长度为150mm、宽度为50mm、厚度为25mm的平板形状试验片在1400℃下加热24小时、或在1600℃下加热24小时,通过下式来算出加热收缩率(%):{加热前试验体长度(mm)-加热后试验体长度(mm)}/加热前试验体长度(mm)×100。试验体长度的测定使用游标卡尺来进行。
[热蠕变量]以下述那样的热蠕变试验测定各例子中所得到的无机质成形体的热蠕变量。即,首先以在该试验体的长度方向上空开120mm的间隔所配置的一对支撑构件(高度为30mm)来支撑由无机质成形体制成的长度为150mm、宽度为45mm、厚度为7mm的平板形状试验体的长度方向的两端部。
接着,在试验体的长度方向中央部处放置具有长度为30mm、宽度为45mm的长方体形状且重量为10g或30g的锤体。需要说明的是,试验体因为在室温下载置锤体而完全未挠曲。
之后,将载置有锤体的试验体加热,在1400℃、1500℃或1600℃的温度下保持3小时或24小时。通过上述加热,试验体发生挠曲,其长度方向的中央部分朝下方位移。然后,测定因上述加热所产生的位移量(挠曲量)作为热蠕变量(mm)。
[结果]在图1中,对于体积密度为150kg/m
如图1中所示的那样,在1400℃下施加10g的载荷3小时的情况下的实施例1~5的无机质成形体的热蠕变量B为2.2mm~2.7mm,与比较例1、2的无机质成形体的热蠕变量B(9.2mm~13.1mm)相比显著地小。
此外,将实施例1~5的无机质成形体的热蠕变量B除以体积密度所得到的热蠕变量B/体积密度比为0.0086~0.0173,与比较例1、2的热蠕变量B/体积密度比(0.0460~0.0649)相比显著地小。
此外,在1600℃下施加10g的载荷3小时的情况下的实施例1~3、5的无机质成形体的热蠕变量D为12.5mm~29.5mm,与比较例1的无机质成形体的热蠕变量D(36.0mm)相比显著地小。
此外,实施例1~3、5的无机质成形体的热蠕变量D/体积密度比为0.0537~0.1612,与比较例1的无机质成形体的热蠕变量D/体积密度比(0.1800)相比显著地小。
此外,实施例1~3的无机质成形体的未加热弯曲强度/体积密度比为0.0042~0.0061,与比较例1、2的无机质成形体的未加热弯曲强度/体积密度比(0.0025~0.0030)相比显著地大。
如图2中所示的那样,实施例8~12的无机质成形体的热蠕变量B为0.9mm~1.4mm,与比较例3的无机质成形体的热蠕变量B(3.1mm)相比显著地小,且比实施例1~5的无机质成形体的热蠕变量B(2.2mm~2.7mm)更小。
此外,实施例8~14的无机质成形体的热蠕变量B/体积密度比为0.0028~0.0039,与比较例3的无机质成形体的热蠕变量B/体积密度比(0.0082)及实施例1~5的无机质成形体的热蠕变量B/体积密度比(0.0086~0.0173)相比显著地小。
此外,实施例8~14的无机质成形体的热蠕变量D为7.4mm~18.5mm,与比较例3的无机质成形体的热蠕变量D(21.0mm)相比显著地小。
此外,实施例8~10、12的无机质成形体的热蠕变量D/体积密度比为0.0219~0.0486,与比较例1的无机质成形体的热蠕变量D/体积密度比(0.0553)及实施例1~3、5的无机质成形体的热蠕变量D/体积密度比(0.0537~0.1612)相比显著地小。
此外,在1400℃下施加30g的载荷3小时的情况下的实施例10、12、14的无机质成形体的热蠕变量A为2.0mm~2.6mm,与比较例3的无机质成形体的热蠕变量A(18.0mm)相比显著地小。
此外,实施例10、12、14的无机质成形体的热蠕变量A/体积密度比为0.0054~0.0070,与比较例3的无机质成形体的热蠕变量A/体积密度比(0.0474)相比显著地小。
此外,在1500℃下施加10g的载荷3小时的情况下的实施例10、12、14的无机质成形体的热蠕变量C为3.7mm~3.9mm,与比较例3的无机质成形体的热蠕变量C(16.5mm)相比显著地小。
此外,实施例10、12、14的无机质成形体的热蠕变量C/体积密度比为0.0100~0.0108,与比较例3的无机质成形体的热蠕变量C/体积密度比(0.0434)相比显著地小。
此外,在1400℃下施加10g的载荷24小时的情况下的实施例10、12、14的无机质成形体的热蠕变量E为2.8mm~3.5mm,与比较例3的无机质成形体的热蠕变量E(13.5mm)相比显著地小。
此外,实施例10、12、14的无机质成形体的热蠕变量E/体积密度比为0.0076~0.0097,与比较例3的无机质成形体的热蠕变量E/体积密度比(0.0355)相比显著地小。
此外,在1600℃下施加10g的载荷24小时的情况下的实施例10、12、14的无机质成形体的热蠕变量F为20.5mm~30.5mm,与比较例3的无机质成形体的热蠕变量F(37.0mm)相比显著地小。
此外,实施例10、12、14的无机质成形体的热蠕变量F/体积密度比为0.0554~0.0824,与比较例3的无机质成形体的热蠕变量F/体积密度比(0.0974)相比显著地小。
此外,实施例8~10、12的无机质成形体的未加热弯曲强度/体积密度比为0.0057~0.0071,与比较例3的无机质成形体的未加热弯曲强度/体积密度比(0.0019)相比显著地大。
此外,在1400℃下加热24小时的情况下的实施例8~12的无机质成形体的加热收缩率为0.3%,与比较例3的无机质成形体的加热收缩率(0.9%)相比显著地小。