汽车隐藏式门把手表面轮廓的检测方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及检测技术领域,尤其涉及一种汽车隐藏式门把手曲面复杂轮廓的检测方法。
背景技术
随着汽车制造的发展,目前已经有越来越多的汽车采用隐藏式门把手的设计,既美化了车型外观,还可以降低汽车行驶风阻,提升车辆性能,降低油耗。隐藏式门把手表面为复杂的曲面轮廓,其与车门装配后外表面与车门表面要求齐平一致并协调匹配,因此对于隐藏式门把手表面整个轮廓包括正面和四周侧面的精度要求较高。传统的三坐标测量方法对环境要求高,维护费用高;测量过程费时费力;且三坐标测量机一般固定放置,不便于携带。
发明内容
本发明所要解决的技术问题是提供一种汽车隐藏式门把手表面轮廓的检测方法,本方法克服传统隐藏式门把手曲面复杂轮廓采用三坐标测量方式检测的缺陷,实现快速高效隐藏式门把手正面和四周侧面精度检测的需求,节省检测成本,提高检测效率。
为解决上述技术问题,本发明汽车隐藏式门把手表面轮廓的检测方法包括如下步骤:
步骤一、制作检测机架,包括底座、支架和标准车门钣金,支架间隔垂直设于底座,标准车门钣金固定于支架上,标准车门钣金在隐藏式门把手安装孔位的对角线设有定位螺孔;
步骤二、根据隐藏式门把手设计数据制作隐藏式门把手标准样板,将隐藏式门把手标准样板设于标准车门钣金背面,并且隐藏式门把手位于标准车门钣金的隐藏式门把手安装孔位;
步骤三、制作第一检具,包括第一检测平台和若干第一千分表,第一检测平台中心开设与隐藏式门把手形状匹配的槽孔,槽孔对角线设有与定位螺孔匹配的固定螺栓,沿槽孔周边在第一检测平台间隔设有若干套筒底座,若干第一千分表固定于若干套筒底座,若干第一千分表探针指向槽孔内圈;
步骤四、制作第二检具,包括第二检测平台和若干第二千分表,第二检测平台中心开设与隐藏式门把手形状匹配的槽孔,槽孔对角线设有与定位螺孔匹配的固定螺栓,沿槽孔一侧在第二检测平台间隔设有若干套筒底座,若干第二千分表固定于若干套筒底座,若干第二千分表探针指向槽孔长轴;
步骤五、制作第三检具,包括第三检测平台和若干第三千分表,第三检测平台中心开设与隐藏式门把手形状匹配的槽孔,槽孔对角线设有与定位螺孔匹配的固定螺栓,沿槽孔周边在第三检测平台间隔设有若干套筒底座,若干套筒底座前端通过底板和盖板设有位移传递块,若干第三千分表固定于若干套筒底座,并且若干第三千分表探针经位移传递块指向槽孔内圈下方;
步骤六、将第一检具、第二检具和第三检具通过定位螺孔和固定螺栓依次固定于标准车门钣金,若干第一千分表探针、若干第二千分表探针和若干第三千分表探针分别抵靠至隐藏式门把手标准样板的隐藏式门把手顶面周边、顶面中心轴线和顶面下沿周边,并调整至零位;
步骤七、将隐藏式门把手标准样板从标准车门钣金背面拆下,将待测隐藏式门把手总成通过螺栓固定在标准车门钣金背面,并且位于标准车门钣金的隐藏式门把手安装孔位;
步骤八、再次将第一检具、第二检具和第三检具通过定位螺孔和固定螺栓依次固定于标准车门钣金,若干第一千分表探针、若干第二千分表探针和若干第三千分表探针分别抵靠至待测隐藏式门把手的顶面周边、顶面中心轴线和顶面下沿周边,记录所有千分表的示数,得到待测隐藏式门把手表面轮廓与设计数据的偏差。
进一步,所述第一检测平台两侧、第二检测平台两侧和第三检测平台两侧分别设有手持把手。
由于本发明汽车隐藏式门把手表面轮廓的检测方法采用了上述技术方案,即本方法制作检测机架,标准车门钣金固定于检测机架上,标准车门钣金在隐藏式门把手安装孔位的对角线设有定位螺孔;制作隐藏式门把手标准样板,将样板设于标准车门钣金背面,并且隐藏式门把手位于标准车门钣金的隐藏式门把手安装孔位;分别制作三个检具,检具由检测平台和若干千分表构成,若干千分表分别检测样板隐藏式门把手的顶面周边、顶面中心轴线和顶面下沿周边,并调整至零位;将样板从标准车门钣金背面拆下换成待测隐藏式门把手总成;再次通过三个检具的若干千分表检测待测隐藏式门把手的相应位置,记录所有千分表的示数,得到待测隐藏式门把手表面轮廓与设计数据的偏差。本方法克服传统隐藏式门把手曲面复杂轮廓采用三坐标测量方式检测的缺陷,实现快速高效隐藏式门把手正面和四周侧面精度检测的需求,节省检测成本,提高检测效率。
附图说明
下面结合附图和实施方式对本发明作进一步的详细说明:
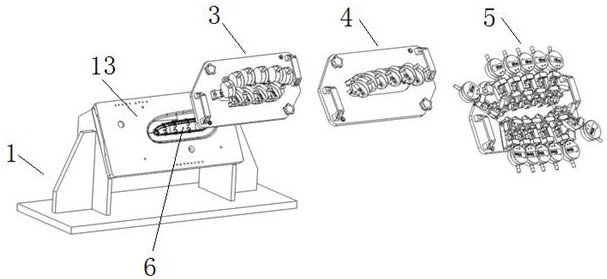
图1为本方法中检测机架及标准车门钣金安装示意图;
图2为本方法中隐藏式门把手标准样板示意图;
图3为本方法中第一检具示意图;
图4为本方法中第二检具示意图;
图5为本方法中第三检具示意图;
图6为本方法中第一检具、第二检具、第三检具依次检测示意图。
具体实施方式
实施例如图1至图6所示,本发明汽车隐藏式门把手表面轮廓的检测方法包括如下步骤:
步骤一、制作检测机架1,包括底座11、支架12和标准车门钣金13,支架12间隔垂直设于底座11,标准车门钣金13固定于支架12上,标准车门钣金13在隐藏式门把手安装孔位14的对角线设有定位螺孔15;
步骤二、根据隐藏式门把手设计数据制作隐藏式门把手标准样板2,将隐藏式门把手标准样板2设于标准车门钣金13背面,并且隐藏式门把手21位于标准车门钣金13的隐藏式门把手安装孔位14;
步骤三、制作第一检具3,包括第一检测平台31和若干第一千分表32,第一检测平台31中心开设与隐藏式门把手形状匹配的槽孔35,槽孔35对角线设有与定位螺孔15匹配的固定螺栓33,沿槽孔35周边在第一检测平台31间隔设有若干套筒底座34,若干第一千分表32固定于若干套筒底座34,若干第一千分表32探针指向槽孔35内圈;
步骤四、制作第二检具4,包括第二检测平台41和若干第二千分表42,第二检测平台41中心开设与隐藏式门把手形状匹配的槽孔43,槽孔43对角线设有与定位螺孔15匹配的固定螺栓44,沿槽孔43一侧在第二检测平台41间隔设有若干套筒底座45,若干第二千分表42固定于若干套筒底座45,若干第二千分表42探针指向槽孔43长轴;
步骤五、制作第三检具5,包括第三检测平台51和若干第三千分表52,第三检测平台51中心开设与隐藏式门把手形状匹配的槽孔53,槽孔53对角线设有与定位螺孔15匹配的固定螺栓54,沿槽孔53周边在第三检测平台51间隔设有若干套筒底座55,若干套筒底座55前端通过底板56和盖板57设有位移传递块58,若干第三千分表52固定于若干套筒底座55,并且若干第三千分表52探针经位移传递块58指向槽孔53内圈下方;
其中,第三检具主要用于检测把手四周轮廓,把手装到标准车门钣金后,把手四周轮廓与钣金之间的间隙空间小,平行于标准车门钣金方向无法检测,需要采用垂直于标准车门钣金方向的千分表探针去检测把手周围轮廓数据,通过位移传递块将水平方向的千分表探针位移移动转化成垂直于标准车门钣金的探针位移移动,实现把手四周轮廓的检测,从而可以简化千分表布局,使多个测量点可以同时检测;
步骤六、将第一检具3、第二检具4和第三检具5通过定位螺孔15和固定螺栓依次固定于标准车门钣金13,若干第一千分表32探针、若干第二千分表42探针和若干第三千分表52探针分别抵靠至隐藏式门把手标准样板2的隐藏式门把手21顶面周边、顶面中心轴线和顶面下沿周边,并调整至零位;
步骤七、将隐藏式门把手标准样板2从标准车门钣金13背面拆下,将待测隐藏式门把手6总成通过螺栓固定在标准车门钣金13背面,并且位于标准车门钣金13的隐藏式门把手安装孔位14;
步骤八、再次将第一检具3、第二检具4和第三检具6通过定位螺孔15和固定螺栓依次固定于标准车门钣金13,若干第一千分表32探针、若干第二千分表42探针和若干第三千分表52探针分别抵靠至待测隐藏式门把手6的顶面周边、顶面中心轴线和顶面下沿周边,记录所有千分表的示数,得到待测隐藏式门把手6表面轮廓与设计数据的偏差。
优选的,所述第一检测平台31两侧、第二检测平台41两侧和第三检测平台51两侧分别设有手持把手7。
本方法解决汽车隐藏式门把手复杂曲面轮廓检测困难的问题,通过制作检测机架、隐藏式门把手标准样板以及三个检具,获得隐藏式门把手的设计数据;然后将待测隐藏式门把手设置于检测机架,通过三个检具依次检测待测隐藏式门把手的顶面周边、顶面中心轴线和顶面下沿周边,记录三个检具所有千分表的示数,得到待测隐藏式门把手表面轮廓与设计数据的偏差,从而实现隐藏式门把手表面轮廓的检测。本方法中检测机架以及三个检具的结构简单,制作方便,检测过程仅需依次将三个检具设置于检测机架,通过三个检具的千分表获得各测点的数据,克服传统采用三坐标测量方式检测的缺陷,节省检测成本,提高检测效率。
- 一种用于控制汽车隐藏式门把手弹出的方法、装置和汽车
- 隐藏式汽车外门把手的装配结构及汽车车门