一种用于膜片阀高压氦质谱漏率检测的工装及方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及一种膜片阀检测工装,具体涉及一种膜片阀高压氦质谱漏率检测的工装及方法。
背景技术
航天飞行器上增压输送系统的膜片阀位于过滤器的上游,具有“反向承压正向爆破”的特点,膜片阀可隔离推进剂产生的蒸汽,避免氧、燃蒸汽相遇自燃。增压系统工作时,从上游来的高压气体将膜片阀正常打开,进入贮箱增压。因此,膜片阀的密封性对整个增压输送系统至关重要。
为了验证膜片阀的密封性能,通常需要进行氦质谱检漏试验,在试验过程中,为了避免膜片破裂,必须从膜片阀两端的接管嘴同时增压。现有技术是将待测膜片阀与第一、第二增压接管嘴连接紧固后,再与各管路连接件形成闭环,通过真空腔盖板的氦气增压接口进行增压,将产品及增压管路全部置于真空腔内,真空腔盖板和腔体之间通过O形圈进行密封,氦质谱检漏仪通过真空腔底部的检漏管检测出具体的漏率值,但现有氦质谱检漏模式装配复杂、密封性差、检测时间长、可靠性低。
发明内容
本发明的目的在于解决现有技术中存在的装配复杂、密封性差、可靠性低,而且检测时间较长的问题,而提供一种用于膜片阀高压氦质谱漏率检测的工装及方法。
本发明的技术方案是:
一种用于膜片阀高压氦质谱漏率检测的工装,其特殊之处在于,
包括第一接管嘴、第二接管嘴、环形检漏组件;
所述环形检漏组件包括环形套管、直管段和直通接头;直通接头通过直管段与环形套管连通;
所述第一接管嘴、第二接管嘴均设置有径向连接板,径向连接板的内侧各设置有一个环形凸台,环形凸台的内径大于待测膜片阀的外径,两个环形凸台对应设置;两个径向连接板通过螺栓相对连接;
所述环形套管套设在两个环形凸台的外侧;
所述第一接管嘴右端面与待测膜片阀左端面之间、所述第二接管嘴左端面与待测膜片阀右端面之间分别设置端面O形密封圈;
所述两个环形凸台的外侧面与环形套管内侧面之间分别设置径向O形密封圈。
基于以上方案,本发明还进一步做了如下优化:
进一步地,所述径向O形密封圈压缩量控制为27%~30%。
进一步地,所述端面O形密封圈压缩量控制为25%~30%。压缩量过小会发生泄漏导致密封失效,压缩量过大会发生切圈导致密封失效。
进一步地,所述第一接管嘴右端面与待测膜片阀左端面之间、第二接管嘴左端面与待测膜片阀右端面之间均设有配合间隙,配合间隙为0.02~0.08mm。
进一步地,所述环形套管内侧两端,即其与径向O形密封圈装配起始位置均设置倒角,倒角角度为20°~30°。
基于以上装置,本发明提供一种用于膜片阀高压氦质谱漏率检测的方法,包括以下步骤:
1)将待测膜片阀的左端放入第一接管嘴的环形凸台内,在第一接管嘴右端面与待测膜片阀左端面之间设置端面O形密封圈;再将环形检漏组件的环形套管内侧与第一接管嘴的环形凸台外侧通过径向O形密封圈连接;将待测膜片阀的右端放入第二接管嘴的环形凸台内,在第二接管嘴左端面与待测膜片阀右端面之间设置端面O形密封圈;再将环形检漏组件的环形套管内侧与第二接管嘴的环形凸台外侧通过端向O形密封圈连接;然后将第一接管嘴、第二接管嘴通过螺栓对接;由此将待测膜片阀完全密封在第一接管嘴、第二接管嘴、环形套管形成的环腔内;
2)使直通接头接氦质谱检漏仪器;第一接管嘴和第二接管嘴同时接外部氦气气源;
3)从直通接头处抽真空准备检测密封结果;
4)从膜片阀两端的第一接管嘴和第二接管嘴同时增压,进行氦质谱检漏。
本发明的有益效果是:
(1)本发明提供了一种用于膜片阀高压氦质谱漏率检测工装及方法,其可满足压力条件,又能避免损伤产品,且装配简单、密封性高、检测时间短、可靠性高。
(2)本发明中第一接管嘴、第二接管嘴、环形检漏组件以及O形密封圈可形成完全密封的结构,使得待检测密封腔体容积大幅度减小,污染源大幅减小。
附图说明
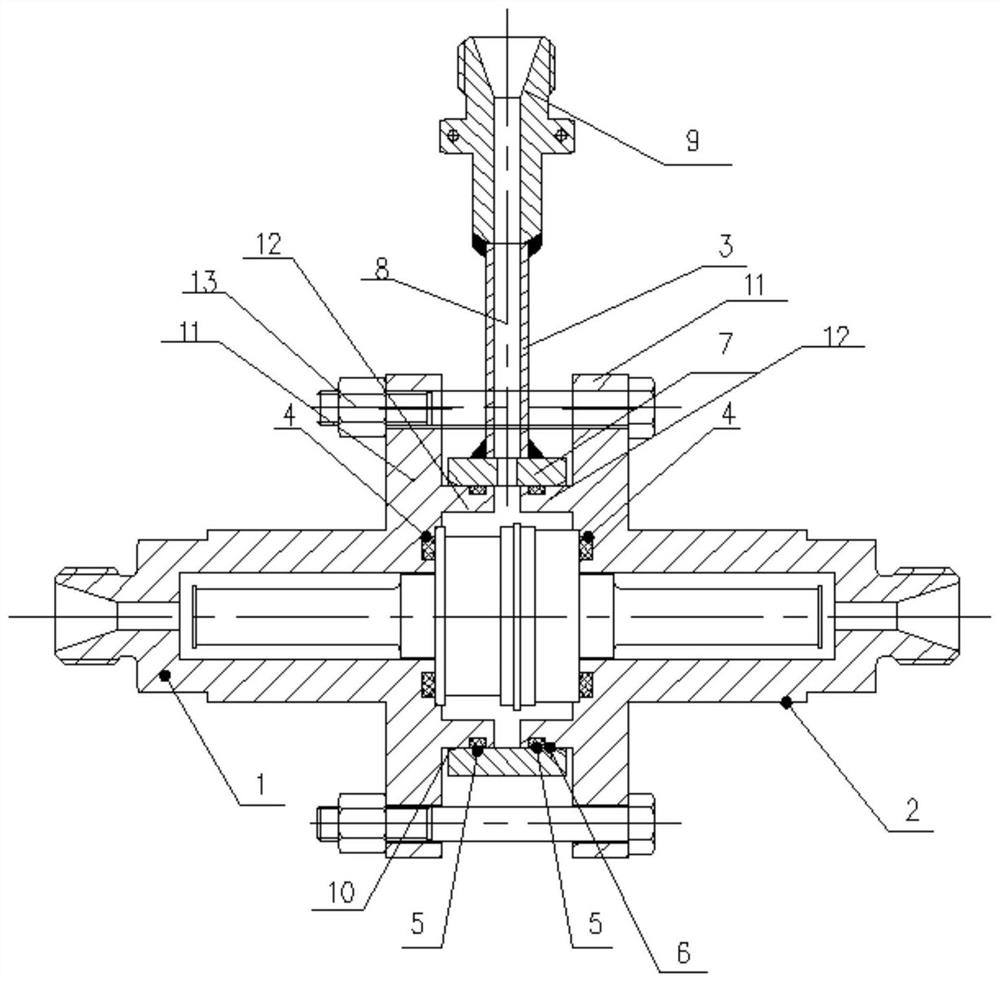
图1是本发明一种用于膜片阀高压氦质谱漏率检测的工装的示意图;
图2是本发明一种用于膜片阀高压氦质谱漏率检测的工装中第一接管嘴与第二接管嘴纵向剖面图;
图3是一种用于膜片阀高压氦质谱漏率检测的工装中环形检漏组件的剖视图;
图4是径向密封结构的局部放大图。
附图标记说明:
1-第一接管嘴,2-第二接管嘴,3-环形检漏组件,4-端面O形密封圈,5-径向O形密封圈,6-径向密封配合面,7-环形套管,8-直管段,9-直通接头,10- 倒角,11-径向连接板,12-环形凸台,13-螺栓。
具体实施方式
下面结合附图和具体实施例对本发明作进一步地说明。
如图1至图4所示,一种用于膜片阀高压氦质谱漏率检测的工装,包括第一接管嘴1、第二接管嘴2、环形检漏组件3;
所述环形检漏组件3包括环形套管7、直管段8和直通接头9;直通接头9 通过支管段8与环形套管7连通;
所述第一接管嘴1、第二接管嘴2均设置有径向连接板11,径向连接板11 的内侧各设置有一个环形凸台12,环形凸台12的内径大于待测膜片阀的外径,两个环形凸台12对应设置;两个径向连接板11通过螺栓13相对连接。
所述环形套管7套设在两个环形凸台12的外侧。
所述第一接管嘴1右端面与待测膜片阀左端面之间、所述第二接管嘴2左端面与待测膜片阀右端面之间分别设置端面O形密封圈4,端面O形密封圈4 的压缩量控制在25%~30%。
所述两个环形凸台12的外侧面与环形套管7内侧面之间分别设置径向O密封形圈5,径向O密封形圈5压缩量控制在为27%~30%,由此形成环形腔将膜片阀待检部位完全密封在环形检漏组件3内部,使得检测时待检腔体容积大幅减小,污染源大幅减少。
所述第一接管嘴1右端面与待测膜片阀左端面之间、第二接管嘴2左端面与待测膜片阀右端面之间均设有配合间隙,配合间隙为0.02~0.08mm,确保后续第一接管嘴1、第二接管嘴2与环形检漏组件3装配的同轴度要求。
所述环形套管7内侧两端,即其与径向O形密封圈5装配起始位置处均设置倒角10,倒角10角度为20°~30°,确保装配过程中径向密封配合面6不会损伤径向O密封形圈5,避免造成密封失败,同时通过加工保证径向密封配合面6的粗糙度不低于1.6μm,保证高压密封效果。
基于以上技术方案,本发明提供一种膜片阀高压氦质谱漏率检测方法,包括以下步骤:
1)将待测膜片阀的左端放入第一接管嘴1的环形凸台12内,在第一接管嘴1右端面与待测膜片阀左端面之间设置端面O形密封圈4;再将环形检漏组件3的环形套管7内侧与第一接管嘴1的环形凸台12外侧通过径向O形密封圈 5连接;将待测膜片阀的右端放入第二接管嘴2的环形凸台12内,在第二接管嘴2左端面与待测膜片阀右端面之间设置端面O形密封圈4;再将环形检漏组件3的环形套管7内侧与第二接管嘴2的环形凸台12外侧通过端向O形密封圈 4连接;然后将第一接管嘴1、第二接管嘴2通过螺栓13对接;由此将待测膜片阀完全密封在第一接管嘴1、第二接管嘴2、环形套管7形成的环腔内;
2)使直通接头9接氦质谱检漏仪器;第一接管嘴1和第二接管嘴2同时接外部氦气气源;
3)从直通接头9处抽真空准备检测密封结果;
4)从膜片阀两端的第一接管嘴1和第二接管嘴2同时增压,进行氦质谱检漏。
通过使用本发明提供的一种用于膜片阀高压氦质谱漏率检测工装并采用本发明提供的检测方法,可使产品的检测漏率提高两个数量级,最大精度可提高 100倍、检测时间减少80%。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制,对于本领域的普通专业技术人员来说,可以对前述各实施例所记载的具体技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本发明所保护技术方案的范围。
- 一种用于膜片阀高压氦质谱漏率检测的工装及方法
- 一种用于膜片阀高压氦质谱漏率检测的工装及方法