毛细芯加工成形方法、毛细芯和用于环路热管的蒸发器
文献发布时间:2023-06-19 09:27:35
技术领域
本申请涉及散热技术领域,具体而言,涉及一种毛细芯加工成形方法、毛细芯和用于环路热管的蒸发器。
背景技术
环路热管是一种高效两相传热设备,其具有高传热性能、远距离传输热量、优良的控温特性和管路的可任意弯曲、安装方便等特点,由于具有众多其它传热设备无可比拟的优点,环路热管在航空、航天以及地面电子设备散热等众多领域中具有十分广阔应用前景。
毛细芯是环路热管蒸发器的核心部件,其主要作用如下:多孔结构毛细芯与热源接触的表面作为蒸发面,蒸发面的毛细小孔形成弯月面,提供驱动工质循环的毛细驱动力,而液体循环流入储液器后,通过毛细芯传输至蒸发器。在毛细芯表面一般会加工周向槽道和轴向槽道,且该周向槽道和轴向槽道的内表面为主要的蒸发面,且蒸发器套装在毛细芯外部,并与毛细芯为过盈配合,装配时蒸发器内径和毛细芯外径均需要有高精度的尺寸公差,否则会导致装配过程出现较大的废品率。目前,毛细芯一般采用烧结工艺或压结工艺生产,采用烧结工艺生产时,由于烧结完成后毛细芯会产生一定变形,为保证装配时蒸发器内径和毛细芯外径的尺寸公差精度,一般会在完成烧结后再在毛细芯表面加工用来与蒸发器过盈配合的外圆面,并同时加工周向槽道和轴向槽道,在加工周向槽道和轴向槽道的过程中,被加工下来的余料容易在作用力下被挤压至毛细孔内,导致周向槽道和轴向槽道内全部或部分毛细孔被封闭,孔封闭后不能进行供液,不能在该位置发生液体工质蒸发吸热,影响产品热性能;压结工艺的优点是,压结后进行机械加工产生的余料不易堵塞毛细芯上的毛细孔,但压结工艺也存在明显的缺陷,即压结毛细芯强度不够,使用过程中会出现掉粉现象,影响到产品的性能和使用寿命。
发明内容
本申请的目的在于针对目前采用烧结工艺生产毛细芯时,为保证毛细芯与蒸发器能够顺利装配,需在完成烧结后进行机械加工,导致毛细芯上周向槽道和轴向槽道内全部或部分毛细孔被封闭的问题,以及采用压结工艺生产的毛细芯强度不够,使用过程中会出现掉粉现象的问题,提供一种毛细芯加工成形方法、毛细芯和用于环路热管的蒸发器。
为了实现上述目的,本申请采用以下技术方案:
本申请提供的一种毛细芯加工成形方法,包括:
将原料粉末压结形成多孔毛细孔棒料,并将该多孔毛细孔棒料进行第一加工处理以形成初始毛细芯;
对所述初始毛细芯进行烧结处理以形成加固毛细芯;
对所述加固毛细芯的外圆面进行第二加工处理,得到用于与所述蒸发器壳体装配的毛细芯;
其中,所述第一加工处理,包括:在所述多孔毛细孔棒料的外壁上加工轴向槽道,并在所述多孔毛细孔棒料的外壁上加工周向槽道。
可选地,所述将原料粉末压结形成多孔毛细孔棒料,包括:
按照预设的毛细芯形状,应用预设的压结工艺方式将原料粉末压成多孔毛细孔棒,其中,所述压结工艺方式包括:等静压处理方式。
可选地,所述原料粉末包括镍粉、不锈钢粉和钛合金粉中的至少一种。
可选地,所述第一加工处理包括:粗加工处理;所述第二加工处理包括:精加工处理。
可选地,所述第一加工处理,还包括:
应用预设的粗加工处理方式在所述初始毛细芯上钻内盲孔;
在所述多孔毛细孔棒料的外壁上加工初始毛细芯的外圆面。
可选地,在所述将该多孔毛细孔棒料进行第一加工处理以形成初始毛细芯之前,还包括:
根据毛细芯的烧结收缩预测量确定初始毛细芯的外圆面的直径余量;
相对应的,所述在所述多孔毛细孔棒料的外壁上加工初始毛细芯的外圆面,包括:
基于所述初始毛细芯的外圆面的直径余量确定初始毛细芯的外圆面的直径;
根据所述外圆面直径在所述初始毛细芯的外壁上加工外圆面。
可选地,所述对所述初始毛细芯进行烧结处理以形成加固毛细芯,包括:
在预设的烧结环境下,对所述初始毛细芯进行烧结处理,以形成体积较所述初始毛细芯小的加固毛细芯;
其中,所述烧结环境包括:高温环境、保护气氛环境或真空环境。
可选地,所述对所述加固毛细芯的外圆面进行第二加工处理,得到用于与所述蒸发器壳体装配的毛细芯,包括:
基于预设的毛细芯的外圆面的直径,应用预设的精加工处理方式,对所述加固毛细芯的外圆面进行第二加工处理,得到所述毛细芯;
将所述毛细芯与所述蒸发器壳体进行装配,以形成用于环路热管的蒸发器。
本申请的另一个方面提供一种毛细芯,该毛细芯应用本申请所提供的毛细芯加工成形方法制作得到;
所述毛细芯设有内盲孔;
所述毛细芯的外壁上形成有外圆面,该外圆面上形成有周向槽道和轴向槽道。
本申请的第三个方面提供一种用于环路热管的蒸发器,包括:蒸发器壳体、分别固定设置在该蒸发器壳体内部的储液器以及本申请提供的毛细芯;
所述毛细芯的内盲孔与所述储液器连通,且所述内盲孔用于容纳环路热管中的液体管路;
所述蒸发器壳体与所述毛细芯之间形成有蒸气槽道,该蒸气槽道与所述环路热管中的蒸气管路连通。
本申请提供的技术方案可以达到以下有益效果:
本申请所提供的毛细芯加工成形方法、毛细芯和用于环路热管的蒸发器,由于首先采用了压结工艺形成多孔毛细棒料,再第一加工处理该多孔毛细棒料形成初始毛细芯时就不会出现毛细孔被封闭的问题,然后通过烧结形成加固毛细芯就能够减小毛细芯在使用过程中出现掉粉现象的可能。
本申请的附加技术特征及其优点将在下面的描述内容中阐述地更加明显,或通过本申请的具体实践可以了解到。
附图说明
为了更清楚地说明本申请具体实施方式的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图是本申请的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
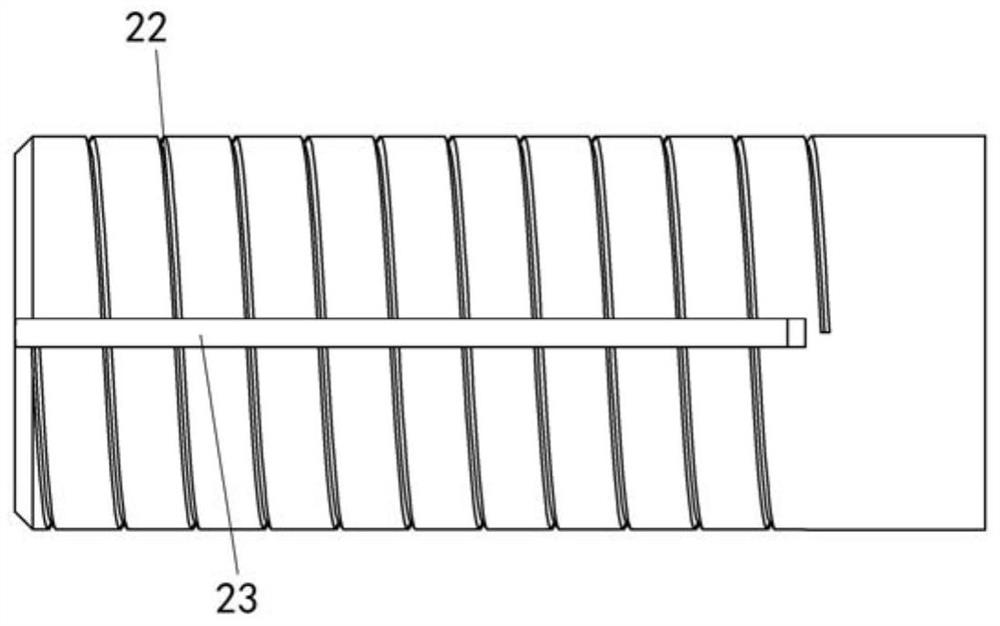
图1a为本申请实施例所提供的毛细芯的一种实施方式的侧面结构示意图;
图1b为本申请实施例所提供的毛细芯的一种实施方式的侧剖结构示意图;
图2为本申请实施例所提供的蒸发器的一种实施方式的结构示意图;
图3是本申请实施例提供的毛细芯加工成形方法的第一种流程示意图;
图4是本申请实施例提供的毛细芯加工成形方法中步骤100的具体流程示意图;
图5是本申请实施例提供的毛细芯加工成形方法的第二种流程示意图;
图6是本申请实施例提供的毛细芯加工成形方法的第三种流程示意图。
附图标记:
10-蒸发器壳体;
20-毛细芯;
22-周向槽道;
23-轴向槽道;
24-内盲孔;
30-液体管路;
40-储液器。
具体实施方式
下面将结合附图对本申请的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
在本申请的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
针对目前采用烧结工艺生产毛细芯时,为保证毛细芯与蒸发器能够顺利装配,需在完成烧结后进行机械加工,导致毛细芯上周向槽道和轴向槽道内全部或部分毛细孔被封闭的问题,以及采用压结工艺生产的毛细芯强度不够,使用过程中会出现掉粉现象的问题,本申请实施例提供一种毛细芯加工成形方法,如图3所示,该毛细芯加工成形方法具体包含有如下内容:
步骤100:将原料粉末压结形成多孔毛细孔棒料,并将该多孔毛细孔棒料进行第一加工处理以形成初始毛细芯。
在步骤100中,所述第一加工处理可以采用预设的粗加工处理方式,所述粗加工处理是指粗加工是以快速切除多孔毛细孔棒料的余量为目的,在粗加工时应选用大的进给量和尽可能大的切削深度,以便在较短的时间内切除尽可能多的切屑,进而得到所需的初始毛细芯。可以理解的是,所述初始毛细芯依据毛细芯的最终形态进行加工,但在尺寸上需要预留出烧结的收缩量及精加工的量等。
其中,所述第一加工处理,包括:在所述多孔毛细孔棒料的外壁上加工轴向槽道,并在所述多孔毛细孔棒料的外壁上加工周向槽道。
步骤200:对所述初始毛细芯进行烧结处理以形成加固毛细芯。
在步骤200中,由于步骤100中的压结工艺不易造成孔封闭的问题,但由于压结得到的初始毛细芯的强度不够,因此仍然易出现掉粉现象,因此,在本步骤中,应用烧结的方式对初始毛细芯进行强化以形成加固毛细芯。可以理解的是,在本申请的一个或多个实施例中,所述多孔毛细孔棒料、初始毛细芯和加固毛细芯均为最终得到的用于与所述蒸发器壳体装配的毛细芯的中间状态。
步骤300:对所述加固毛细芯的外圆面进行第二加工处理,得到用于与所述蒸发器壳体装配的毛细芯。
在步骤300中,所述第二加工处理可以指精加工处理,精加工处理是指加工精度和表面光洁程度高于各相应加工方法精加工的各种加工工艺。精加工工艺包括精密切削加工(如金刚镗、精密车削、宽刃精刨等)和高光洁高精度磨削。精密加工的加工精度一般在10~0.1μm,公差等级可以在IT5以上,表面粗糙度Ra可以在0.1μm以下。最后仅对加固毛细芯的外圆面(装配面)进行精加工处理以满足装配尺寸公差要求,而外圆面上的周向槽道和毛细芯内部的轴向槽道内表面则不再进行加工,进而能够保持毛细芯的多孔状态作为蒸发面。
从上述描述可知,本申请实施例提供的毛细芯加工成形方法,既满足装配精度,又保留了蒸发面的多孔状态,还解决了毛细芯掉粉问题。
由于首先采用了压结工艺形成多孔毛细棒料,并通过第一加工处理加工出周向槽道和轴向槽道,这样该多孔毛细棒料形成初始毛细芯时就不会出现毛细孔被封闭的问题,然后通过烧结初始毛细芯形成加固毛细芯就能够减小毛细芯在使用过程中出现掉粉现象的可能,为保证成型后的毛细芯能够与蒸发器壳体能够顺利装配,最后需通过第二加工处理对加固毛细芯的外周面进行加工,而此时无需再进一步加工轴向槽道和周向槽道,使轴向槽道和周向槽道侧壁上的毛细孔不会被封闭。
为了提高压结形成多孔毛细孔棒料的可靠性及效率,在本申请提供的毛细芯加工成形方法的实施例中,如图4所示,所述毛细芯加工成形方法中的步骤100具体包含有如下内容:
步骤110:按照预设的毛细芯形状,应用预设的压结工艺方式将原料粉末压成多孔毛细孔棒,其中,所述压结工艺方式包括:等静压处理方式。
在步骤110中,所述原料粉末包括镍粉、不锈钢粉和钛合金粉中的至少一种。所述等静压处理方式是把被加工物体放置于盛满液体的密闭容器中,通过增压系统进行逐步加压对物体的各个表面施加以相等的压力,使其在不改变外观形状的情况下缩小分子间的距离增大密度而改善物质的物理性质。
为了提高第一加工处理过程的可靠性及效率,在本申请提供的毛细芯加工成形方法的实施例中,如图4所示,所述毛细芯加工成形方法中的步骤100还具体包含有如下内容:
步骤120:应用预设的粗加工处理方式在所述初始毛细芯上钻内盲孔。
步骤130:在所述多孔毛细孔棒料的外壁上加工初始毛细芯的外圆面。
为了提高加工外圆面过程的准确性及效率,在本申请提供的毛细芯加工成形方法的实施例中,在所述毛细芯加工成形方法中的步骤130之前还具体包含有如下内容:
步骤010:根据毛细芯的烧结收缩预测量确定初始毛细芯的外圆面的直径余量。
相对应的,所述毛细芯加工成形方法中的步骤130具体包含有如下内容:
步骤131:基于所述初始毛细芯的外圆面的直径余量确定初始毛细芯的外圆面的直径。
步骤132:根据所述初始毛细芯的外圆面的直径在所述多孔毛细孔棒料的外壁上加工初始毛细芯的外圆面。
为了提高烧结处理过程的可靠性及效率,在本申请提供的毛细芯加工成形方法的实施例中,如图5所示,所述毛细芯加工成形方法中的步骤200具体包含有如下内容:
步骤210:在预设的烧结环境下,对所述初始毛细芯进行烧结处理,以形成体积较所述初始毛细芯小的加固毛细芯;其中,所述烧结环境包括:高温环境、保护气氛环境或真空环境。所述高温的温度为大概300摄氏度以上。
为了提高第二加工处理过程的可靠性及效率,在本申请提供的毛细芯加工成形方法的实施例中,如图6所示,所述毛细芯加工成形方法中的步骤300具体包含有如下内容:
步骤310:基于预设的毛细芯的外圆面的直径,应用预设的精加工处理方式,对所述加固毛细芯的外圆面进行第二加工处理,得到所述毛细芯。
步骤320:将所述毛细芯与所述蒸发器壳体进行装配,以形成用于环路热管的蒸发器。
为了进一步说明本方案,本申请还提供一种毛细芯加工成形方法的具体应用实例,采用压结和烧结工艺相结合的毛细芯加工成形方法,既满足装配精度,又保留了蒸发面的多孔状态,还解决了毛细芯掉粉问题。先采用压结毛细芯棒料进行粗加工,然后对粗加工件进行烧结,最后仅对毛细芯外圆面(装配面)精加工满足装配尺寸公差要求,而外圆面上周向和轴向槽道内表面不加工,保持多孔状态作为蒸发面。
1)棒料压结。使用粉末(镍粉、不锈钢粉、钛合金粉等),采用等静压等工艺方式压结多孔毛细芯棒料。
2)粗加工。采用压结毛细芯,钻内盲孔,加工外圆面,外圆面直径预留一定余量(直径余量应大于烧结收缩量);加工轴向槽道和周向槽道,预留一定的烧结收缩量。
3)烧结。对完成粗加工的毛细芯进行烧结(高温,保护气氛或真空),烧结后,毛细芯会出现一定程度收缩。
4)精加工。仅对涉及到与壳体装配关系的外圆进行精加工,内孔、轴向槽道和周向槽道不加工,以保留其表面的多孔状态,作为液体蒸发面。
5)装配。精加工完的毛细芯尺寸公差可完全满足装配要求,与蒸发器壳体进行装配即可。
从上述描述可知,本申请应用实例提供的毛细芯加工成形方法,采用压结和烧结工艺相结合的毛细芯加工成形方法,既满足了毛细芯外圆面装配精度要求,又保留了毛细芯上蒸发面的多孔表面状态,还解决了毛细芯掉粉会影响产品寿命和可靠性的问题。
如图1a和图1b所示,本申请还提供一种应用前述的毛细芯加工成形方法制作得到的毛细芯20,所述毛细芯20设有内盲孔24内盲孔24;所述毛细芯20的外壁上形成有外圆面,该外圆面上形成有周向槽道22和轴向槽道23。
如图2所示,本申请还提供一种包含有应用前述的毛细芯20加工成形方法制作得到的毛细芯20的用于环路热管的蒸发器,所述蒸发器具体包含有如下内容:蒸发器壳体10、分别固定设置在该蒸发器壳体10内部的储液器40以及毛细芯20;所述毛细芯20的内盲孔24与所述储液器40连通,且所述内盲孔24用于容纳环路热管中的液体管路30;所述蒸发器壳体10与所述毛细芯20之间形成有蒸气槽道,该蒸气槽道与所述环路热管中的蒸气管路连通。
最后应说明的是:以上各实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述各实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的范围。