一种高导热均热板及其制备方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明涉及电子元器件散热技术领域,更具体地,涉及一种高导热均热板及其制备方法。
背景技术
随着信息社会的快速发展,电子产品的微型化、高度集成化成为了其主流的发展趋势。但与此同时,伴随着电子产品的微型化、集成化而来的是有效散热面积大幅减少、热流密度急剧升高的问题。根据目前的大数据统计,在所有电子设备的运行故障中,因温度过高而引起的故障高达55%以上。随着人们对设备散热要求的提高,不仅要求其具有一定的承受热形变的能力,还要求其具有能满足小体积、高热流密度环境下有效散热的功能。传统的铝制散热翅片与电子元件贴合的散热技术,已经难以满足现代的散热要求。均热板具有散热效率高、导热均匀、外形简单等特点,因而在高速传输硬盘散热、高性能微处理单元散热(如CPU、显卡等)、5G芯片基站散热、大功率激光发射器散热等应用行业具有重要的应用价值。
目前均热板的吸液芯普遍分为烧结式和沟槽式。但烧结式均热板制备的吸液芯,普遍需要较大的腔体空间,这使得均热板在体积和质量上,不符合现如今电子元器件的轻、薄、短小化的发展趋势;沟槽式均热板相对于烧结式的整体体积和质量均有所优化,但沟槽式均热板吸液芯的毛细压力低于烧结式热板吸液芯的毛细压力。中国专利申请,公开号为:CN102595861B公开了一种带内烧结结构支撑柱的均热板,在上盖板与下盖板之间的空腔内设置有上盖板烧结毛细芯和下盖板烧结毛细芯,下盖板内底面分布有多个支撑柱和多个凹陷结构的应力吸收环,上盖板烧结毛细芯和下盖板烧结毛细芯上开设有供支撑柱穿过的多个支撑柱安装孔;所述下盖板烧结毛细芯的下表面分布有多个烧结时自然形成的与应力吸收环的凹陷处对应配合的凸台。该公开的技术方案同样存在着吸液芯的毛细压力小而导致热传导效率低的问题。
发明内容
本发明为克服上述现有技术中均热板热传导效率低的问题,提出一种高导热均热板。
为解决上述技术问题,本发明采用的技术方案是:一种高导热均热板,包括上盖板与下盖板,所述上盖板与所述下盖板之间形成有密封的腔体,所述上盖板的底面固定设有具有若干柱状凸起的吸液芯,所述柱状凸起位于所述腔体中;所述下盖板的上表面设置有沟槽,所述下盖板侧面还设置有连通所述腔体的充液管。
在本技术方案中,下盖板底部的热源加热,热量通过下盖板迅速传递给工质,腔体中的工质受热由液态变为气态蒸发至吸液芯的冷凝面并在此过程中吸收热量;气态工质汇集在吸液芯表面后液化,并将热量传递给上盖板;由于吸液芯上具有若干柱状凸起,可以防止均热板受热变形,提升均热板整体刚度,还可以为工质提供更多的回流通道,增大均热板整体的毛细压力,液态工质在吸液芯上由于重力以及吸液芯毛细压力的共同作用下,流动效率以及传热效率大幅提升,下盖板热传导速度变快;工质最终流经下盖板的蒸发面,由于下盖板设置有沟槽,增大了下盖板的表面积,提升了均热板的总体毛细压力,加速了工质的流动,均热板的整体散热性能也得到了提升。
优选地,所述沟槽纵横交错设置在所述下盖板的上表面上。
优选地,所述沟槽的深度范围为100-300um,宽度范围为50-100um。
优选地,若干所述柱状凸起均匀设置在所述吸液芯的安装板上。
优选地,所述上盖板为高热导率材质的金属结构,所述上盖板的上表面设置有第一散热镀层,所述第一散热镀层上设置有第二散热镀层。
优选地,所述第一散热镀层为高热导率材质的金属粉末镀层,所述第二散热镀层为金刚石粉末镀层。
优选地,所述吸液芯为铜粉烧结制备而成,所述吸液芯烧结在所述上盖板的下底面。
优选地,所述下盖板为铜以及金刚石复合材料烧结制备而成,所述下盖板的下底面设置有高热导率材质的金属镀层。
优选地,所述上盖板与所述下盖板之间设置有中空框架,所述上盖板、中空框架以及下盖板构成所述的腔体,所述吸液芯安装在所述中空框架中并位于所述腔体中,所述充液管设置在所述中空框架上并与所述腔体相连通,所述中空框架为高热导率材质的金属结构。
本发明另一方面公开了一种高导热均热板的制备方法,包括以下步骤:
S1:上盖板的制备,将未加工的紫铜板用砂纸打磨,打磨完毕后对其进行清洗;吸液芯的制备,将铜粉洗净,干燥后倒入吸液芯模具中并将其震实,将上盖板倒扣在模具上并放入烧结炉后进行烧结,保温后取出模具,得到附有吸液芯的上盖板;
上盖板的加工,在上盖板的上表面先镀覆一层与金刚石可以有效结合的高导热金属粉末层,再镀覆一层金刚石粉末;
中空框架的制备,加工出外部轮廓形状与上盖板、下盖板外部轮廓形状相同,内部轮廓略大于吸液芯整体尺寸的中空框架;在中空框架的其中一个壁面,加工出用于安装充液管的通孔,加工完成后重复进行清洗;
下盖板的制备,将铜粉以及金刚石粉末充分混合,倒入模具并震实后进行超高温高压烧结制备;得到铜、金刚石复合材料后,在其上表面刻蚀沟槽,沟槽的深度在100-300um,宽度在50-100um,然后在下盖板下表面镀覆高导热金属粉末层;
S2:将低温焊锡膏涂抹在步骤S1中加工好的中空框架的上下表面,以及充液管与中空框架接触的部分;将上盖板及吸液芯、下盖板、充液管与中空框架相合并,利用紧固夹具固定;
S3:将固定好的均热板放入马弗炉中升温加热,使焊锡膏充分熔化,使得均热板上盖板、下盖板、充液管与中空框架相结合、封装;
S4:从马沸炉中取出样件后依次进行冷却、抽真空、注液、封口等工序,最终得到高效传热型均热板。
与现有技术相比,本发明的有益效果是:在本发明中,由于吸液芯上具有若干柱状凸起,增大了吸液芯的毛细压力作用,液态工质在吸液芯上由于重力以及吸液芯毛细压力的共同作用下,流动效率以及传热效率大幅提升,下盖板热传导速度变快;工质最终流经下盖板的蒸发面,由于下盖板设置有沟槽,增大了下盖板的表面积,提升了均热板的总体毛细压力,加速了工质的流动,均热板的整体散热性能也得到了提升。
附图说明
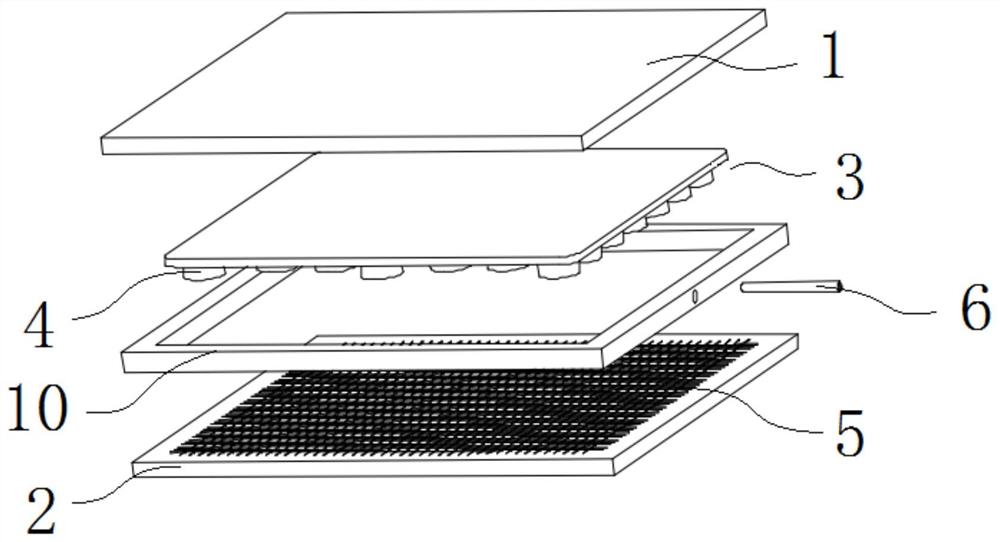
图1是本发明高导热均热板的爆炸图;
图2是本发明高导热均热板中上盖板的结构示意图;
图3是本发明高导热均热板中吸液芯的结构示意图;
图4是本发明高导热均热板中中间框架的结构示意图;
图5是本发明高导热均热板中下盖板的结构示意图。
附图中:1、上盖板;2、下盖板;3、吸液芯;4、柱状凸起;5、沟槽;6、充液管;7、第一散热镀层;8、第二散热镀层;9、金属镀层;10、中空框架;11、贯穿孔;12、安装板。
具体实施方式
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”“长”“短”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:
实施例1
如图1至图5所示,一种高导热均热板,包括上盖板1与下盖板2,上盖板1与下盖板2之间形成有密封的腔体,上盖板1的底面固定设有具有若干柱状凸起4的吸液芯3,柱状凸起4位于腔体中;下盖板2的上表面设置有沟槽5,下盖板2侧面还设置有连通腔体的充液管6。需要说明的是,工质可以为水或甲醇、乙醇,工质通过充液管6注入腔体中。在本实施例中,下盖板2底部的热源加热,热量通过下盖板2迅速传递给工质,腔体中的工质受热由液态变为气态蒸发至吸液芯3的冷凝面并在此过程中吸收热量;气态工质汇集在吸液芯3表面后液化,并将热量传递给上盖板1;由于吸液芯3具有若干柱状凸起4,增大了吸液芯3的毛细压力作用,液态工质在吸液芯3上由于重力以及吸液芯3毛细压力的共同作用下,流动效率以及传热效率大幅提升,下盖板2热传导速度变快;工质最终流经下盖板2的蒸发面,由于下盖板2设置有沟槽5,增大了下盖板2的表面积,提升了均热板的总体毛细压力,加速了工质的流动,均热板的整体散热性能也得到了提升。
其中,沟槽5纵横交错设置在下盖板2的上表面上,沟槽5的深度范围为100-300um,宽度范围为50-100um。这样设置增加了下盖板2上表面的面积,从而提供了更多的不规则形貌,提升了均热板的总体毛细压力,加速了工质的流动。
另外,若干柱状凸起4均匀设置在吸液芯3的安装板12上。这样可以使得吸液芯3对工质的毛细压力分布更加均衡。具体地,吸液芯3包括安装板12以及设置在安装板12上的若干柱状凸起4,安装板12与柱状凸起4一体成型,安装板12与上盖板1底面固定连接。
其中,上盖板1为高热导率材质的金属结构,这样可以增加上盖板1的散热能力。上盖板1的上表面设置有第一散热镀层7,第一散热镀层7上设置有第二散热镀层8,这样可以进一步增加上盖板1的散热能力,需要说明的是,第一散热镀层7应具备与金刚石有效结合的特性。
另外,第一散热镀层7为高热导率材质的金属粉末镀层,第二散热镀层8为金刚石粉末镀层。需要说明的是,第一散热镀层7为钨粉、铝粉,其一方面可以与第二散热镀层8的金刚石粉末镀层有效结合,另一方面可以提升上盖板1的传热效率。
其中,吸液芯3为铜粉烧结制备而成,吸液芯3烧结在上盖板1的下底面。这样可以使得吸液芯3与上盖板1为一整体,提高均热板的热传导能力。
另外,下盖板2为铜以及金刚石复合材料烧结制备而成,下盖板2的下底面设置有高热导率材质的金属镀层9,这样可以增加下盖板2的热传导能力。
其中,上盖板1与下盖板2之间设置有中空框架10,上盖板1、中空框架10以及下盖板2构成的腔体,吸液芯3安装在中空框架10中并位于腔体中,充液管6设置在中空框架10上并与腔体相连通。需要说明的是,中空框架10的上表面与上盖板1的下底面密封连接,中空框架10的下表面与下盖板2的上表面密封连接。需要说明的是,中空框架10的一侧上设置有贯穿孔11,充液管6与贯穿孔11密封连接。
另外,中空框架10为为高热导率材质的金属结构。
该高导热均热板的工作原理:
(1)下盖板2底部的热源加热,热量通过下盖板2的高热导率材质的金属镀层9以及具有高热导率的铜及金刚石复合材料后迅速传递给工质,空腔内的工质受热由液态变为气态蒸发至均吸液芯3冷凝面并在此过程中吸收热量;
(2)气态工质汇集在吸液芯3表面后液化,并将热量传递给上盖板1,由于上盖板1由高热导率材质的金属结构制备而成,其上表面又有高热导率的金属粉末镀层以及金刚石粉末镀层,这三者均有极高的传热效率,因此上盖板1的上表面的总体传热效率以及散热效率得到了大幅度的提升;
(3)液态工质在吸液芯3上由于重力以及吸液芯3毛细压力的共同作用,流动效率以及传热效率大幅提升,下盖板2的热传导速度变快;
(4)工质最终流经下盖板2的蒸发面,由于下盖板2是由铜以及金刚石复合材料烧结制备而成,下盖板2上又设置纵横交错的沟槽5,所以下盖板2表面既有铜、金刚石复合材料烧结后的金刚石颗粒凸起,又有纵横交错的沟槽5,此二者不仅增大了下盖板2上表面的表面积,而且提供了更多的不规则形貌,提升了均热板的总体毛细压力,加速了工质的流动。均热板在第(1)、(2)、(3)、(4)工作流程中,其回流速度均得到有效优化,进而总体提升了工质的回流效率,因此,均热板的整体散热性能也得到了提升。
实施例2
一种高导热均热板的制备方法,包括以下步骤:
S1:上盖板1的制备,将未加工的紫铜板依次用500、800、1000目的砂纸打磨,打磨完毕后将其放入超声波清洗设备,依次利用蒸馏水、乙醇、丙酮溶液清洗20min,去除附着在铜板上的各种油污、粉尘等杂质。
吸液芯3的制备,将铜粉洗净,干燥后倒入吸液芯3模具中并将其震实,将上盖板1倒扣在模具上并放入烧结炉后,在850℃左右的温度下进型烧结,保温30分钟后取出模具,得到附有吸液芯3的上盖板1。烧结式吸液芯3上的柱形突起,可以防止均热板受热变形,提升均热板整体刚度,还可以为工质提供更多的回流通道,增大均热板整体的毛细压力。
上盖板1的加工,利用CVD技术在上盖板1的上表面先镀覆一层与金刚石可以有效结合的高导热金属粉末层(如钨粉、铝粉等),提升上盖板1的传热效率;再镀覆一层金刚石粉末,虽然金刚石导热效率极高,但是其与部分金属相性较差,因此镀覆第一层的金属材料应该具有能与金刚石有效结合的特性。
中空框架10的制备,利用铣削工艺加工出外部轮廓形状与上、下盖板2外部轮廓形状相同,内部轮廓略大于吸液芯3整体尺寸的中空框架10;利用钻削工艺,在中空框架10的其中一个壁面中心,加工出直径略大于充液管6外径的通孔,加工完成后重复进行清洗流程。
下盖板2的制备,将体积占比各为50%的一定粒径的铜粉(或铜复合粉)以及金刚石粉末(或金刚石复合粉)充分混合,倒入模具并震实后进行超高温高压烧结制备;得到铜/金刚石复合材料后,利用激光刻蚀工艺,在其上表面刻蚀微型槽道,微型槽道的深度在100-300um,宽度在50-100um,微型槽道纵横互相呈一定角度排列交错;利用CVD技术在下表面镀覆高导热金属粉末层,以进一步提升均热板的总体热导率。
S2:将低温焊锡膏均匀、平滑地涂抹在步骤S1中加工好的中空框架10的上下表面,以及充液管6与中空框架10接触的部分;将均热板上盖板1及吸液芯3、下盖板2、充液管6与中空框架10相合并,利用紧固夹具暂时固定;
S3:固定好的均热板放入马弗炉中升温加热,使焊锡膏充分熔化,使得均热板上盖板1、下盖板2、充液管6与中空框架10相结合、封装;
S4:从马沸炉中取出样件后依次进行冷却、抽真空、注液、封口等工序,最终得高效传热型均热板。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 一种高导热石墨膜均温板及其制备方法
- 一种高导热均热板及其制备方法